一种加速器用波纹管及其生产工艺的制作方法
本发明涉及金属波纹管生产,尤其涉及一种加速器用波纹管及其生产工艺。
背景技术:
1、金属波纹管是一种外型像规则的波浪样的金属管材,主要用于需要较小弯曲半径非同心轴向传动,或者不规则弯转、伸缩,或者吸收管道的热变形等,在现代工业当中有着非常广泛的用途。
2、在相关技术当中,需要可以伸缩的波纹管作为运动结构之间的物料输送。在相关技术当中,对于需要良好伸缩性能的波纹管适用场合一般采用高分子材料制成的波纹管以及碳钢、不锈钢、钢质衬塑或铝质的金属波纹管。
3、针对上述相关技术,在对电子加速器散热装置中流动的具有腐蚀性的高温物料进行大通量输送时,高分子材料制成的波纹管,耐高温性能不足,无法适应工作环境,而传统的金属波纹管强度不足,且耐腐蚀性较差,也不能适应该工作环境。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种加速器用波纹管,用于现有的金属波纹管耐高温、耐腐蚀性能较差、伸缩性低的问题。
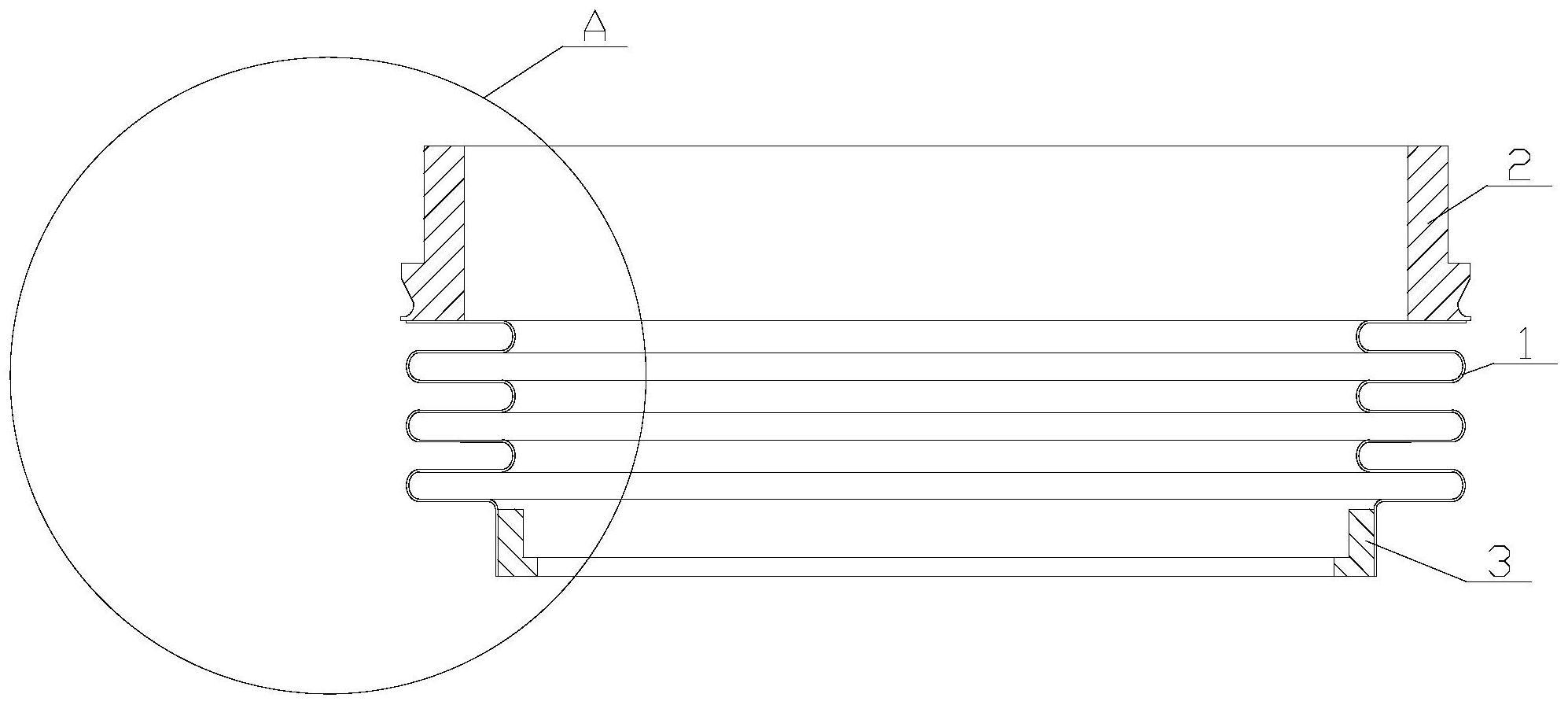
2、为实现上述目的及其他相关目的,本发明提供一种加速器用波纹管,包括用于伸缩的伸缩体;上连接环,上连接环设于所述伸缩体上方,上连接环用于连接伸缩体与外接设备;下连接环,下连接环连接于所述伸缩体下方,下连接环用于连接伸缩体与外接设备。
3、于本发明的一实施例中,所述伸缩体包括一体成型的伸缩部和竖直部,所述伸缩部位于竖直部上方,所述伸缩部顶部与上连接环底部通过第一焊缝连接,所述下连接环过盈配合于竖直部内,所述下连接环与竖直部通过第二焊缝连接;一体成型的伸缩部和竖直部通过一次膨胀成型,工序简单,且密闭性好;且将伸缩体分为伸缩部和竖直部,方便适应不同形状的上连接环和下连接环,便于对接不同的外接设备,适应性好。
4、于本发明的一实施例中,所述伸缩体由钛板制成;钛(titanium)是一种金属化学元素,化学符号ti,原子序数22,在化学元素周期表中位于第4周期、第ivb族。是一种银白色的过渡金属,其特征为重量轻、强度高、具金属光泽,耐腐蚀,耐高温,且具有较好的可塑性。
5、于本发明的一实施例中,所述伸缩体的壁厚为0.25±0.02mm。
6、于本发明的一实施例中,所述上连接环底部外侧设置环形凹槽,所述环形凹槽用于引导焊接设备形成第一焊缝;环形凹槽可以方便焊接者引导焊接设备移动,避免焊缝歪斜以及防止焊缝厚度不均匀,提升焊接的牢固度和焊缝的密闭性;另外,环形凹槽也可以为外接设备提供卡接位点,方便上连接环与外接设备的对接和固定。
7、于本发明的一实施例中,所述下连接环底部内侧设置环形凸起,所述环形凸起用于卡住外接设备。
8、于本发明的一实施例中,所述伸缩体的横截面为圆形。伸缩体横截面为圆形,可以任意方向弯曲拉伸。
9、另外,为了实现上述波纹管的生产加工,本发明提供一种加速器用波纹管生产工艺,包括以下步骤:
10、s1、对原材料钛板进行回火处理,提升钛板延展性和韧性;
11、s2、对钛板进行碾压,使得钛板厚度0.25mm;
12、s3、将钛板卷成圆筒,对链接缝进行焊接,形成纵焊缝;
13、s4、将钛圆筒装入膨胀成型模具内,通过压力装置挤压膨胀成型模具将钛圆筒膨胀成型为伸缩体;
14、s5、将上连接环焊接于伸缩体的伸缩部顶端,将下连接环嵌入竖直部后焊接固定形成成品;
15、s6、对成品进行表面处理。
16、于本发明的一实施例中,所述第一焊缝、第二焊缝和纵焊缝的焊接方式为电焊接。
17、如上所述,本发明具有以下有益效果:
18、1.钛伸缩体具有良好的耐高温、高延展、耐腐蚀等性能;
19、2.伸缩体由一块钛板卷成筒状后一体膨胀压制成波纹管,生产效率高,伸缩体密闭性好,且减少了焊缝数量,降低伸缩体内应力;
20、3.采用电焊接的方式焊接上连接环、伸缩体和下连接环,提升焊口整齐程度,提高焊接质量,降低应力集中,从而提升了波纹管质量和寿命。
技术特征:
1.一种加速器用波纹管,其特征在于,包括用于伸缩的伸缩体;
2.根据权利要求1所述的一种加速器用波纹管,其特征在于,所述伸缩体包括一体成型的伸缩部和竖直部,所述伸缩部位于竖直部上方,所述伸缩部顶部与上连接环底部通过第一焊缝连接,所述下连接环过盈配合于竖直部内,所述下连接环与竖直部通过第二焊缝连接。
3.根据权利要求1所述的一种加速器用波纹管,其特征在于,所述伸缩体由钛板制成。
4.根据权利要求1所述的一种加速器用波纹管,其特征在于,所述伸缩体的壁厚为0.25±0.02mm。
5.根据权利要求2所述的一种加速器用波纹管,其特征在于,所述上连接环底部外侧设置环形凹槽,所述环形凹槽用于引导焊接设备形成第一焊缝。
6.根据权利要求1所述的一种加速器用波纹管,其特征在于,所述下连接环底部内侧设置环形凸起,所述环形凸起用于卡住外接设备。
7.根据权利要求1所述的一种加速器用波纹管,其特征在于,所述伸缩体的横截面为圆形。
8.一种加速器用波纹管生产工艺,其特征在于,包括以下步骤:
9.根据权利要求8所述的一种加速器用波纹管,其特征在于,所述第一焊缝、第二焊缝和纵焊缝的焊接方式为电焊接。
技术总结
本发明提供一种加速器用波纹管及其生产工艺,包括伸缩的伸缩体;上连接环,上连接环设于所述伸缩体上方,上连接环用于连接伸缩体与外接设备;下连接环,下连接环连接于所述伸缩体下方,下连接环用于连接伸缩体与外接设备,该加速器用波纹管具有良好的耐高温、高延展、耐腐蚀等性能;伸缩体由一块钛板卷成筒状后一体膨胀压制成波纹管,生产效率高,伸缩体密闭性好,且减少了焊缝数量,降低伸缩体内应力;采用电焊接的方式焊接上连接环、伸缩体和下连接环,提升焊口整齐程度,提高焊接质量,降低应力集中,从而提升了波纹管质量和寿命。
技术研发人员:张顺芳,张煜
受保护的技术使用者:宜兴市博客管道设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!