轮毂轴承端面花键成型铆接刀具的制作方法
1.本发明涉及轮毂轴承端面花键成型铆接刀具。
背景技术:
2.带端面花键轮毂轴承相比传统轮毂轴承不但能减轻近百分之十的产品自重,同时极大地加强了负载能力,并且大大缩短了安装时间,减少了安装费用。
3.而如何稳定的成型花键则是需要借助刀具本体进行加工的,因此关键技术在于花键铆接成型,所以刀具工作的稳定性则是确保加工效率的重要影响因素,而且根据不同尺寸或规格的轮毂轴承就需要替换刀具,因此刀具在替换时的操作是否方便也是影响体验的一个因素。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种轮毂轴承端面花键成型铆接刀具,能够提高刀具工作时的稳定性和安装的便捷性。
5.为实现上述目的,本发明提供了如下技术方案:一种轮毂轴承端面花键成型铆接刀具本体,包括刀具本体和环状分布在刀具本体上的花键;所述刀具本体上围绕花键设置有用于安装螺栓的多个通孔,该通孔呈圆弧形,且多个所述通孔均匀分布在花键的同心圆轨迹上,所述通孔的圆弧形与该同心圆轨迹相适配;所述通孔内设置有用于配合螺栓装配的台阶,所述螺栓的栓头通过台阶与外部设备装配;所述台阶靠近圆弧形的通孔的侧边端部设置有供螺栓的栓头穿过的缺口。
6.作为本发明的进一步改进,所述刀具本体上设置有圆台,且该圆台的轴心设置有圆形的凹槽,所述花键位于圆台的端面上,该花键的凹陷由圆台靠近中心的一侧向边缘深入。
7.作为本发明的进一步改进,所述台阶上远离缺口的端部设置有供螺栓的栓头嵌入的凹陷。
8.作为本发明的进一步改进,所述台阶对应缺口位置设置有用于引导螺栓的栓头贴合台阶的斜面。
9.作为本发明的进一步改进,还包括与刀具本体配合安装的转接件,所述刀具本体上与转接件对应的一面且与通孔所在的圆形轨迹同心设置有圆柱形的转轴;所述转接件上对应转轴的位置设置有形状与其适配的插槽。
10.作为本发明的进一步改进,所述转接件的插槽内设置有与转轴配合的磁铁,当转轴插入到转接件中时,所述转轴与磁铁相互吸引。
11.本发明的有益效果:
12.1.多个与花键同心分布的通孔且均匀分布在同心圆的轨迹上,具有均匀的固定作用。
13.2.不需要将用于安装刀具的螺栓拆下,可以利用缺口穿入螺栓的方式来提高安装
效率。
14.3.通孔与螺栓的配合,在转动刀具本体之后能够对刀具进行预安装和定位,更加方便旋紧螺栓进行固定。
附图说明
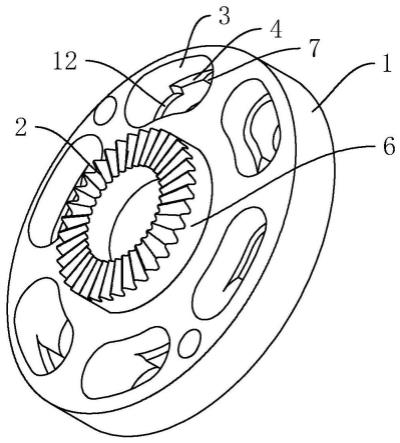
15.图1为本发明的刀具立体结构示意图;
16.图2为本发明的刀具主视结构示意图;
17.图3为本发明的刀具本体与转接件配合安装结构示意图;
18.附图标号:1、刀具本体;2、花键;3、通孔;4、台阶;5、缺口;6、圆台;7、斜面;8、转接件;9、转轴;10、插槽;11、磁铁;12、凹陷。
具体实施方式
19.下面将结合附图所给出的实施例对本发明做进一步的详述。
20.参照图1-3所示,
21.一种轮毂轴承端面花键成型铆接刀具,包括刀具本体1和环状分布在刀具本体1上的花键2;所述刀具本体1上围绕花键2设置有用于安装螺栓的多个通孔3,该通孔3呈圆弧形,且多个所述通孔3均匀分布在花键2的同心圆轨迹上,所述通孔3的圆弧形与该同心圆轨迹相适配;所述通孔3内设置有用于配合螺栓装配的台阶4,所述螺栓的栓头通过台阶4与外部设备装配;所述台阶4靠近圆弧形的通孔3的侧边端部设置有供螺栓的栓头穿过的缺口5。
22.刀具本体1上的花键2用于铆接成型,多个与花键2同心分布的通孔3且均匀分布在同心圆的轨迹上,具有均匀的固定作用,并且配合上通孔3内的台阶4,能够利用台阶4与螺栓进行配合,将刀具本体1安装在外部设备上,由于台阶4还具有一个缺口5,在安装刀具本体1时能够将螺栓对准缺口5之后让刀具本体1与螺栓配合进行插接,此后转动刀具本体1,让螺栓的栓头进入到与台阶4进行配合的状态即可实现预安装,此时刀具本体1不会脱落,随着螺栓的旋紧能够将刀具本体1稳定的安装在设备上。该结构具有装配快速、自带定位的效果,在切换刀具本体1时,能够快速更换当前所需的刀具本体1类型,并且装配状态稳定可靠。
23.为了让花键2的冲铆作用更强,所述刀具本体1上设置有圆台6,且该圆台6的轴心设置有圆形的凹槽,所述花键2位于圆台6的端面上,该花键2的凹陷12由圆台6靠近中心的一侧向边缘深入。图中仅示出一处。
24.圆台6的设置一方面能够增加强度,另一方面提供了更加突出的部位,能够让冲铆时工作更加方便。并且花键2的凹陷12形成外深内浅的状态,在成型花键2时能够让轮毂轴承端面的材料向轴心聚拢,增强强度,进而提高负载能力。
25.更进一步的,所述台阶4上远离缺口5的端部设置有供螺栓的栓头嵌入的凹陷12。缺口5的位置能够供螺栓的栓头嵌入,在螺栓穿过刀具本体1的缺口5之后转动,直到栓头与凹陷12的位置相对,然后旋紧螺栓,能够让螺栓嵌入到凹陷12中,螺栓旋紧之后能够进一步提高装配的稳定性,能够避免螺栓滑动。
26.更具体的,所述台阶4对应缺口5位置设置有用于引导螺栓的栓头贴合台阶4的斜面7。图中仅示出一处。
27.缺口5处的斜面7能够配合栓头,在刀具本体1转动时,能够让斜面7引导螺栓,不会出现栓头与台阶4出现磕碰导致划伤螺栓或者导致装配不够顺畅。
28.更进一步的,还包括与刀具本体1配合安装的转接件8,所述刀具本体1上与转接件8对应的一面且与通孔3所在的圆形轨迹同心设置有圆柱形的转轴9;所述转接件8上对应转轴9的位置设置有形状与其适配的插槽10。
29.其中插槽10和转轴9的配合,不仅能够方便刀具本体1在转动时通孔3与螺栓的配合,还能够提高刀具本体1的径向强度,并且插槽10与转轴9的形状适配,在转轴9插入插槽10中之后,具备径向固定作用,减少刀具本体1的摆动,并且有助于缺口5与螺栓的对准,让两者能够快速进行固定,由于转轴9和插槽10的配合安装更加方便,因此也能够减少缺口5和螺栓之间的对准难度。而且,作为优选的方案来说,所述转接件8的插槽10内设置有与转轴9配合的磁铁11,当转轴9插入到转接件8中时,所述转轴9与磁铁11相互吸引。利用插槽10内设置磁铁11能够让转接件8与刀具本体1之间具备吸附作用,让转轴9能够吸附在转接件8上,进而避免刀具本体1在安装时脱落导致损伤。
30.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
技术特征:
1.一种轮毂轴承端面花键成型铆接刀具,其特征在于,包括刀具本体和环状分布在刀具本体上的花键;所述刀具本体上围绕花键设置有用于安装螺栓的多个通孔,该通孔呈圆弧形,且多个所述通孔均匀分布在花键的同心圆轨迹上,所述通孔的圆弧形与该同心圆轨迹相适配;所述通孔内设置有用于配合螺栓装配的台阶,所述螺栓的栓头通过台阶与外部设备装配;所述台阶靠近圆弧形的通孔的侧边端部设置有供螺栓的栓头穿过的缺口。2.根据权利要求1所述的轮毂轴承端面花键成型铆接刀具,其特征在于,所述刀具本体上设置有圆台,且该圆台的轴心设置有圆形的凹槽,所述花键位于圆台的端面上,该花键的凹陷由圆台靠近中心的一侧向边缘深入。3.根据权利要求1所述的轮毂轴承端面花键成型铆接刀具,其特征在于,所述台阶上远离缺口的端部设置有供螺栓的栓头嵌入的凹陷。4.根据权利要求1所述的轮毂轴承端面花键成型铆接刀具,其特征在于,所述台阶对应缺口位置设置有用于引导螺栓的栓头贴合台阶的斜面。5.根据权利要求1所述的轮毂轴承端面花键成型铆接刀具,其特征在于,还包括与刀具本体配合安装的转接件,所述刀具本体上与转接件对应的一面且与通孔所在的圆形轨迹同心设置有圆柱形的转轴;所述转接件上对应转轴的位置设置有形状与其适配的插槽。6.根据权利要求5所述的轮毂轴承端面花键成型铆接刀具,其特征在于,所述转接件的插槽内设置有与转轴配合的磁铁,当转轴插入到转接件中时,所述转轴与磁铁相互吸引。
技术总结
本发明公开了一种轮毂轴承端面花键成型铆接刀具本体,包括刀具本体和环状分布在刀具本体上的花键;所述刀具本体上围绕花键设置有用于安装螺栓的多个通孔,该通孔呈圆弧形,且多个所述通孔均匀分布在花键的同心圆轨迹上,所述通孔的圆弧形与该同心圆轨迹相适配;所述通孔内设置有用于配合螺栓装配的台阶,所述螺栓的栓头通过台阶与外部设备装配;所述台阶靠近圆弧形的通孔的侧边端部设置有供螺栓的栓头穿过的缺口。本发明能够提高刀具工作时的稳定性和安装的便捷性。定性和安装的便捷性。定性和安装的便捷性。
技术研发人员:杨东辉
受保护的技术使用者:上海人本集团有限公司
技术研发日:2022.05.24
技术公布日:2022/7/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1