制备防眩光盖板的方法及防眩光盖板与流程
本发明涉及板材加工的,尤其涉及一种制备防眩光盖板的方法及防眩光盖板。
背景技术:
1、目前,ag防眩光的盖板制备方法一般常用增材法和减材法,增材法一般是通过表面涂布微米级颗粒或者利用相分离的方法来实现ag防眩光效果,但是增材法有一定的缺陷:一般都是使用有机胶水或者其他胶黏剂来实现微米级的颗粒和结构,但是这些胶黏剂易老化造成微米颗粒脱落和防眩光结构的破坏,可靠性受到限制。
技术实现思路
1、有鉴于此,本发明提供了一种制备防眩光盖板的方法及防眩光盖板,用于解决现有防眩光盖板上的防眩光结构易脱落的技术问题。
2、为了解决上述技术问题,本发明采用的技术方案一为:
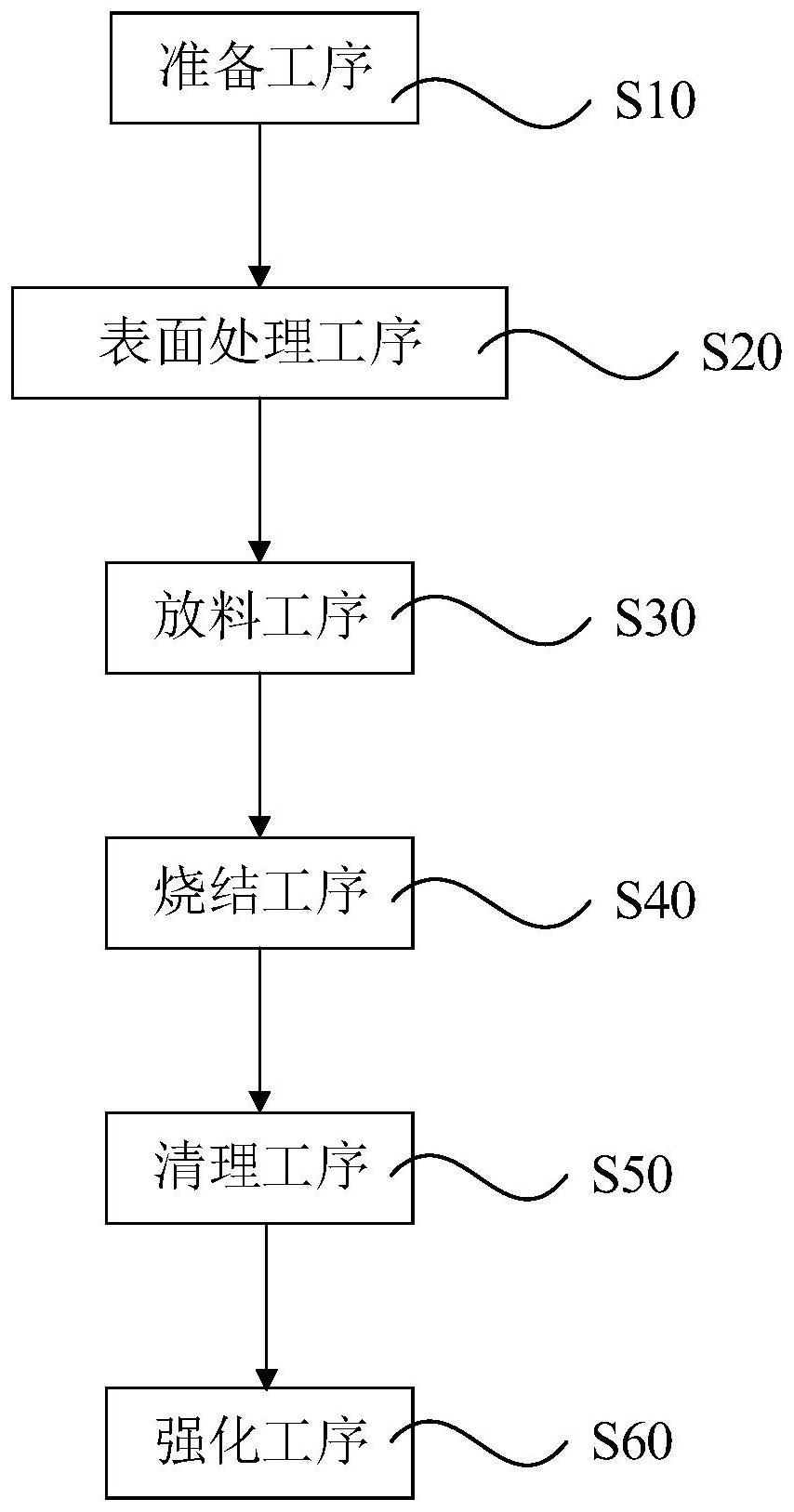
3、一种制备防眩光盖板的方法,包括:
4、准备工序:提供基板,所述基板包括加工表面;
5、表面处理工序:对所述加工表面进行表面能处理,以在所述加工表面上形成多个加工区域;
6、放料工序:将烧结粉铺设于所述加工表面,并至少使所述烧结粉覆盖各所述加工区域;
7、烧结工序:通过激光扫描所述烧结粉以及所述加工表面,以使覆盖于所述加工区域上的所述烧结粉粘接于所述加工区域,进而能够在所述加工表面上形成凹凸不平的防眩光结构,得到防眩光盖板。
8、在所述制备防眩光盖板的方法的一些实施例中,在所述表面处理工序之前,所述方法还包括:
9、提供预设图案;
10、所述表面处理工序使用单脉冲激光根据所述预设图案依次逐点加工所述加工表面,以形成各所述加工区域。
11、在所述制备防眩光盖板的方法的一些实施例中,所述单脉冲激光的加工参数为:光斑直径为5um-100um,脉冲宽度为0.1皮秒-1000皮秒,扫描速度为1000mm/s-20000mm/s,重复频率不低于200khz,激光功率为1w-2w;所述单脉冲激光的重复频率与光斑直径的乘积不大于其扫描速度。
12、在所述制备防眩光盖板的方法的一些实施例中,所述烧结工序采用的激光加工参数为:光斑直径为5um-100um,脉冲宽度为0.1皮秒-1000皮秒,扫描速度为100mm/s-10000mm/s,重复频率不低于200khz,激光功率为3w-5w。
13、在所述制备防眩光盖板的方法的一些实施例中,在所述烧结工序后,所述方法还包括强化工序,所述强化工序用于进一步强化所述烧结工序制得的所述防眩光盖板。
14、在所述制备防眩光盖板的方法的一些实施例中,所述强化工序使用的强化方式至少为激光强化工艺、升降温工艺和离子强化工艺中的一种或多种组合。
15、在所述制备防眩光盖板的方法的一些实施例中,所述强化工序中,所述激光强化工艺的参数为:光斑直径为5um-100um,脉冲宽度为0.1皮秒-1000皮秒,扫描速度为100mm/s-10000mm/s,重复频率大于200khz,激光功率为1w-3w。
16、在所述制备防眩光盖板的方法的一些实施例中,所述强化工序包括以下步骤:
17、采用所述激光强化工艺强化所述防眩光盖板;
18、在所述激光强化工艺强化后再一次通过所述升降温工艺或所述离子强化工艺进一步强化。
19、在所述制备防眩光盖板的方法的一些实施例中,所述激光强化工艺采用的激光扫描方式至少为面扫和线扫中的一种。
20、为了解决上述技术问题,本发明采用的技术方案二为:
21、一种防眩光盖板,采用如上述实施例中的方法制备而成。
22、实施本发明实施例,将具有如下有益效果:
23、上述制备防眩光盖板的方法以及通过该方法制得的防眩光盖板,是通过先对基板的加工表面的部分进行表面处理,使加工表面上能够形成表面能增大的多个加工区域,然后在后续的烧结工序中,表面能增大的位置即加工区域能够产生烧结效果,而未做表面能处理的位置不能产生烧结效果,从而烧结工序中的激光扫描的作用下,能够形成烧结粉粘接于加工区域的烧结效果,进而在加工表面上形成凹凸不平的防眩光结构,得到防眩光盖板,达到防眩光的效果,并且形成防眩光结构的位置是进行了表面能增强的加工区域,不易脱落,从而解决了现有技术中防眩光结构易脱落的技术问题。
技术特征:
1.一种制备防眩光盖板的方法,其特征在于,包括:
2.如权利要求1所述的制备防眩光盖板的方法,其特征在于,在所述表面处理工序之前,所述方法还包括:
3.如权利要求2所述的制备防眩光盖板的方法,其特征在于,所述单脉冲激光的加工参数为:光斑直径为5um-100um,脉冲宽度为0.1皮秒-1000皮秒,扫描速度为1000mm/s-20000mm/s,重复频率不低于200khz,激光功率为1w-2w;所述单脉冲激光的重复频率与光斑直径的乘积不大于其扫描速度。
4.如权利要求1所述的制备防眩光盖板的方法,其特征在于,所述烧结工序采用的激光加工参数为:光斑直径为5um-100um,脉冲宽度为0.1皮秒-1000皮秒,扫描速度为100mm/s-10000mm/s,重复频率不低于200khz,激光功率为3w-5w。
5.如权利要求1所述的制备防眩光盖板的方法,其特征在于,在所述烧结工序后,所述方法还包括强化工序,所述强化工序用于进一步强化所述烧结工序制得的所述防眩光盖板。
6.如权利要求5所述的制备防眩光盖板的方法,其特征在于,所述强化工序使用的强化方式至少为激光强化工艺、升降温工艺和离子强化工艺中的一种或多种组合。
7.如权利要求6所述的制备防眩光盖板的方法,其特征在于,所述强化工序中,所述激光强化工艺的参数为:光斑直径为5um-100um,脉冲宽度为0.1皮秒-1000皮秒,扫描速度为100mm/s-10000mm/s,重复频率大于200khz,激光功率为1w-3w。
8.如权利要求6或7所述的制备防眩光盖板的方法,其特征在于,所述强化工序包括以下步骤:
9.如权利要求6或7所述的制备防眩光盖板的方法,其特征在于,所述激光强化工艺采用的激光扫描方式至少为面扫和线扫中的一种。
10.一种防眩光盖板,其特征在于,采用如权利要求1-9任一项所述的方法制备而成。
技术总结
本发明公开了一种制备防眩光盖板的方法及防眩光盖板,涉及板材加工的技术领域。包括准备工序、表面处理工序、放料工序、烧结工序和清理工序,准备工序提供基板,基板包括加工表面;表面处理工序对加工表面进行表面能处理,以在加工表面上形成多个加工区域;放料工序将烧结粉铺设于加工表面,并至少使烧结粉覆盖各加工区域;烧结工序通过激光扫描烧结粉以及加工表面,以使覆盖于加工区域上的烧结粉粘接于加工区域,进而能够在加工表面上形成凹凸不平的防眩光结构,得到防眩光盖板。本发明解决了现有防眩光盖板上的防眩光结构易脱落的技术问题。
技术研发人员:谭光耀
受保护的技术使用者:广东小天才科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!