一种控制阀的制造方法与流程
本发明涉及流体控制,具体涉及一种控制阀的制造方法。
背景技术:
1、在制冷系统中,球阀用来控制流体的通断。
2、图1所示为背景技术一种球阀的剖面示意图。如图1所示,球阀包括阀体管01、左阀体02、右阀体03、左接管04、右接管05、阀杆06和阀芯07,阀体管01与左阀体02、右阀体03焊接固定。阀杆06与阀芯07键槽配合,阀杆06能够带动阀芯07周向转动。该结构中,左阀体02、右阀体03与阀体管01的配合位置关系到左阀体02、右阀体03对阀芯07的预紧力,会影响阀杆06对阀芯07的旋转扭矩。
3、有鉴于此,如何提高左阀体02、右阀体03与阀体管01的配合位置精度为本领域技术人员提供了改善课题。
技术实现思路
1、本发明的目的是提供一种控制阀的制造方法,包括:
2、使用钢材分别加工制备壳体、第一阀座、第二阀座,所述第一阀座包括第一基部、第一连接部和第二连接部,所述第一基部呈环状,所述第一连接部呈管状,所述第二连接部呈管状,所述第一连接部、所述第二连接部位于所述第一基部的不同侧,所述第一连接部的外径尺寸比所述第二连接部的内径尺寸小;所述第二阀座包括第二基部、第三连接部和第四连接部,所述第二基部呈环状,所述第三连接部呈管状,所述第四连接部呈管状,所述第三连接部、所述第四连接部位于所述第二基部的不同侧,所述第三连接部的外径尺寸比所述第四连接部的内径尺寸小;
3、提供第一接管和第二接管,组装第一阀座接管组件:将所述第一连接部与所述第一接管焊接固定;组装第二阀座接管组件:将所述第三连接部与所述第二接管焊接固定;
4、组装所述壳体、所述第一阀座接管组件、所述第二阀座接管组件:将所述第二连接部与所述壳体焊接固定;将所述第四连接部与所述壳体焊接固定。
5、本发明所提供的控制阀的制造方法,将第一连接部与第一接管焊接固定作为第一阀座接管组件,将第三连接部与第二接管焊接固定作为第二阀座接管组件,组装壳体、第一阀座接管组件、第二阀座接管。本方案在焊接过程中,便于控制第一阀座、第二阀座与壳体的配合位置。
技术特征:
1.一种控制阀的制造方法,其特征在于,包括:
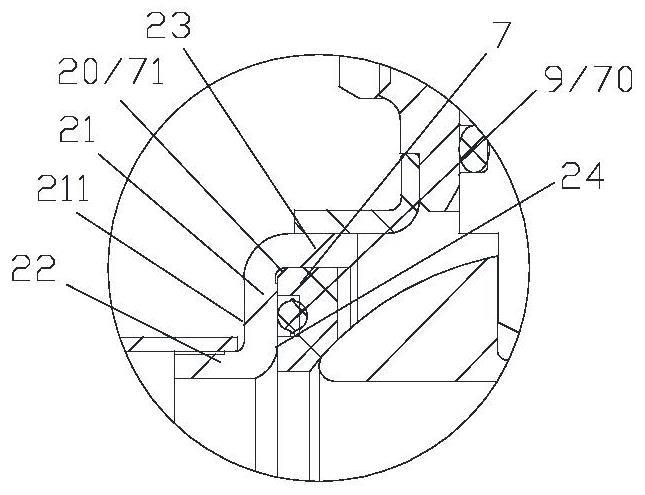
2.如权利要求1所述的控制阀的制造方法,其特征在于,提供第一密封垫和第一密封圈,所述第一密封垫设有第一容纳槽,所述第二连接部与所述壳体焊接前,将所述第一密封圈置于所述第一容纳槽,装配所述第一密封垫与所述第一阀座接管组件作为第一装配件,使得所述第一密封垫的外周壁与所述第二连接部的内周壁紧配,将所述第二连接部至少部分伸入所述壳体;
3.如权利要求2所述的控制阀的制造方法,其特征在于,提供第二密封圈,所述第二密封垫设有第二容纳槽,将所述第二密封圈置于所述第二容纳槽后,将所述第二密封垫与所述第二阀座接管组件装配形成第二装配件。
4.如权利要求2所述的控制阀的制造方法,其特征在于,所述第一密封垫包括斜面,所述斜面朝向所述第一基部与所述第二连接部的相连处;
5.如权利要求1-4任一项所述的控制阀的制造方法,其特征在于,使用钢材加工制备所述壳体,所述壳体包括本体部和凸出部,所述凸出部通过冲压及翻边制成;将所述第二连接部至少部分伸入所述本体部的内腔,所述本体部与所述第二连接部通过激光焊焊接固定。
6.如权利要求5所述的控制阀的制造方法,其特征在于,提供止动圈,使用钢材车加工制备接头,所述接头包括台阶面朝上的上台阶部和台阶面朝下的外台阶部,将所述止动圈置于所述上台阶部,将所述止动圈与所述接头通过激光焊焊接固定;将所述接头部分伸入所述凸出部的内腔,使得所述凸出部与所述外台阶部的台阶面接触,将所述壳体与所述接头通过激光焊焊接固定。
7.如权利要求6所述的控制阀的制造方法,其特征在于,使用钢材加工制备阀杆,所述第一基部的延伸方向与所述阀杆的长度方向一致,所述第二基部的延伸方向与所述阀杆的长度方向一致,所述阀杆包括圆柱部、位于所述圆柱部上侧的第一键部和位于所述圆柱部下侧的第二键部,所述第一键部与所述圆柱部构成阀杆台阶部,所述接头还包括台阶面朝下的下台阶部,
8.如权利要求7所述的控制阀的制造方法,其特征在于,所述第一阀座、所述第二阀座与所述壳体焊接时,通过工装对所述第三装配件的接头进行定位,将所述第一装配件与所述第二装配件通过同步作动机构同时朝所述阀芯方向移动预设距离,使得所述第一阀座部分伸入所述本体部的内腔,所述第一密封垫与所述阀芯相抵,使得所述第二阀座部分伸入所述本体部的内腔,所述第二密封垫与所述阀芯相抵。
9.如权利要求8所述的控制阀的制造方法,其特征在于,所述接头的外周壁包括外螺纹部;使用钢材加工制备阀帽,所述阀帽的内周壁包括内螺纹部;将所述阀帽拧入所述接头,所述阀帽与所述接头通过所述内螺纹部与所述外螺纹部螺合固定。
技术总结
本发明公开了一种控制阀的制造方法,将第一连接部与第一接管焊接固定作为第一阀座接管组件,将第三连接部与第二接管焊接固定作为第二阀座接管组件,组装壳体、第一阀座接管组件、第二阀座接管组件。相比于背景技术,本方案在焊接过程中,便于控制第一阀座、第二阀座与壳体的位置。
技术研发人员:请求不公布姓名
受保护的技术使用者:浙江三花商用制冷有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!