后机身上壁板激光焊接装置的制作方法
1.本发明属于零件装配领域,涉及后机身上壁板激光焊接装置。
背景技术:
2.后机身上壁板是飞机重要的结构件,直接关系到飞机整体结构的强度和飞机隐身效果。以往上壁板定位焊接需要工人手工用压板压紧上壁板两端进行焊接,由于后机身上壁板形状的限制,只能对后机身上壁板两侧进行压紧,后机身上壁板中间部分没法压紧,造成后机身上壁板激光焊接后变形,同时影响焊接效果和强度。针对上述技术背景提出本发明。
技术实现要素:
3.本发明的目的是:通过气动装置对后机身上壁板焊接部位进行整体的压紧,防止后机身上壁板由于激光焊接产生的应力而变形。
4.本发明的技术方案是:
5.本装置是一种用于焊接后机身上壁板激光焊接的夹紧装置。将后机身上壁板放置在工作平台上,在平台上方有一套气动压紧装置对后机身上壁板进行压紧,同时气动压紧装置可沿该装置两边的滑轨移动控制压紧区域的位置。
6.保证后机身上壁板在激光焊接时,有足够的压紧力抵抗激光焊接时产生的应力,防止后机身上壁板焊接变形。
7.后机身上壁板激光焊接装置,包括机械系统和气动系统;平台、支腿、横梁连接组成机械系统;横梁上安装压紧组件,通过气动系统控制夹紧组件的夹紧和松开。
8.所述的机械系统包括平台、支腿、横梁、挡板、导轨、导轨夹紧器、手柄螺母、螺栓、缓冲挡板、杠杆支座、杠杆、连接头、定位分度销、弹性压片、铰制孔用螺栓、螺钉和地脚螺栓。
9.所述的平台放在两个支腿中间,支腿用地脚螺钉固定在地面上,将两个横梁通过导轨安装在支腿上,用螺钉连接,在导轨和横梁上安装导轨夹紧器用于定位横梁位置,在横梁两端安装手柄螺母和螺栓贯穿横梁和支腿,用于锁紧横梁;挡板安装在横梁后方用螺钉连接;将杠杆用铰制孔用螺栓连接到杠杆支座上;在杠杆的前端通过定位分度销定位连接头;连接头上用螺钉连接着弹性压片;将这一套零件并排安装在横梁上,形成一个一米五长的压紧机构,用于压紧零件。
10.所述的气动系统包括聚氨脂管、快速接头、手动换向阀、软管箍、气囊堵头、气囊和螺钉。
11.所述的聚氨脂管一端连接气源,一端通过快速接头连接手动换向阀的进气口;手动换向阀的两个出气口分别通过快速接头和由聚氨脂管连接到气囊堵头上,气囊堵头用软管箍与气囊连接;气囊分别放在杠杆的前后两端。气源通过手动换向阀的控制分别进入杠杆前后两端得气囊,气囊鼓起带动杠杆、定位连接头和弹性压片对零件进行压紧。
12.后机身上壁板激光焊接装置的使用方法,步骤如下:
13.1、将后机身壁板放到平台上,将要焊接的焊缝调整与本装置平行。
14.2、调整前后两个横梁,使其上的弹性压片距离焊缝10-20mm的距离后用导轨夹紧器、手柄螺母和螺栓将横梁固定。
15.3、通过搬动手动换向阀对横梁后部的囊进行充气通过杠杆传动使弹性压片对后机身壁板进行压紧,之后对后机身壁板进行焊接。
16.4、后机身壁板焊接完成后。搬动手动换向阀对横梁前部的囊进行充气通过杠杆传动使弹性压片使其松开对后机身壁板的压紧。然后将后机身壁板取下来。
17.本发明的技术效果如下:
18.本发明通过对后机身上壁板激光焊接装置的使用,保证后机身上壁板在激光焊接时,有足够的压紧力抵抗激光焊接时产生的应力,防止后机身上壁板焊接变形。
附图说明
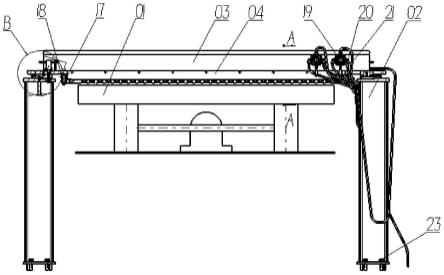
19.图1为后机身上壁板激光焊接装置侧视图;
20.图2为后机身上壁板激光焊接装置俯视图;
21.图3为杠杆和连接头部分放大图;
22.图4为导轨夹紧器部分放大图。
23.图中:01、平台;02、支腿;03、横梁;04、挡板;05、导轨;06、导轨夹紧器;07、手柄螺母;08、螺栓;09、缓冲挡板;10、杠杆支座;11、杠杆;12、连接头;13、定位分度销;14、弹性压片;15铰制孔用螺栓;16气囊;17、气囊堵头;18、软管箍;19、手动换向阀;20、快速接头;21、聚氨脂管;22、螺钉;23、地脚螺栓。
具体实施方式
24.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
25.实施例1:
26.后机身上壁板激光焊接装置,包括机械系统和气动系统;平台1、支腿2、横梁3连接组成机械系统;横梁上安装压紧组件,通过气动系统控制夹紧组件的夹紧和松开。
27.所述的机械系统包括平台01、支腿02、横梁03、挡板04、导轨05、导轨夹紧器06、手柄螺母07、螺栓08、缓冲挡板09、杠杆支座10、杠杆11、连接头12、定位分度销13、弹性压片14、铰制孔用螺栓15、螺钉22和地脚螺栓23。
28.所述的平台01放在两个支腿02中间,支腿02用地脚螺钉23固定在地面上,将两个横梁03通过导轨05安装在支腿02上,用螺钉22连接,在导轨和横梁上安装导轨夹紧器06用于定位横梁位置,在横梁03两端安装手柄螺母07和螺栓08贯穿横梁03和支腿02,用于锁紧横梁03;挡板04安装在横梁03后方用螺钉22连接;将杠杆11用铰制孔用螺栓15连接到杠杆支座10上;在杠杆11的前端通过定位分度销13定位连接头12;连接头上用螺钉22连接着弹性压片14;将这一套零件并排安装在横梁03上,形成一个一米五长的压紧机构,用于压紧零件。
29.所述的气动系统包括聚氨脂管21、快速接头20、手动换向阀19、软管箍18、气囊堵
头17、气囊16和螺钉22。
30.所述的聚氨脂管21一端连接气源,一端通过快速接头20连接手动换向阀19的进气口;手动换向阀19的两个出气口分别通过快速接头20和由聚氨脂管21连接到气囊堵头17上,气囊堵头17用软管箍18与气囊16连接;气囊16分别放在杠杆11的前后两端。气源通过手动换向阀19的控制分别进入杠杆11前后两端得气囊16,气囊16鼓起带动杠杆11、定位连接头12和弹性压片14对零件进行压紧。
31.实施例2:
32.后机身上壁板激光焊接装置的使用方法,步骤如下:
33.1、将后机身壁板放到平台01上,将要焊接的焊缝调整与本装置平行。
34.2、调整前后两个横梁03,使其上的弹性压片14距离焊缝10-20mm的距离后用导轨夹紧器06、手柄螺母07和螺栓08将横梁03固定。
35.3、通过搬动手动换向阀19对横梁03后部的囊16进行充气通过杠杆11传动使弹性压片14对后机身壁板进行压紧,之后对后机身壁板进行焊接。
36.4、后机身壁板焊接完成后。搬动手动换向阀19对横梁03前部的囊16进行充气通过杠杆11传动使弹性压片14使其松开对后机身壁板的压紧。然后将后机身壁板取下来。
技术特征:
1.后机身上壁板激光焊接装置,其特征在于,包括机械系统和气动系统;所述的机械系统包括平台(01)、支腿(02)、横梁(03)、挡板(04)、导轨(05)、导轨夹紧器(06)、缓冲挡板(09)、杠杆支座(10)、杠杆(11)、连接头(12)、定位分度销(13)、弹性压片(14)和铰制孔用螺栓(15);所述的平台(01)放在两个支腿(02)中间,支腿(02)固定在地面上,将两个横梁(03)通过导轨(05)安装在支腿(02)上,导轨和横梁上安装导轨夹紧器(06)用于定位横梁位置,在横梁(03)两端安装手柄螺母(07)和螺栓(08)贯穿横梁(03)和支腿(02),用于锁紧横梁(03);挡板(04)安装在横梁(03)后方用螺钉(22)连接;将杠杆(11)用铰制孔用螺栓(15)连接到杠杆支座(10)上;在杠杆(11)的前端通过定位分度销(13)定位连接头(12);连接头上用螺钉(22)连接着弹性压片(14);将这一套零件并排安装在横梁(03)上,形成一个一米五长的压紧机构,用于压紧零件;所述的气动系统包括聚氨脂管(21)、快速接头(20)、手动换向阀(19)、软管箍(18)、气囊堵头(17)和气囊(16);所述的聚氨脂管(21)一端连接气源,一端通过快速接头(20)连接手动换向阀(19)的进气口;手动换向阀(19)的两个出气口分别通过快速接头(20)和由聚氨脂管(21)连接到气囊堵头(17)上,气囊堵头(17)用软管箍(18)与气囊(16)连接;气囊(16)分别放在杠杆(11)的前后两端;气源通过手动换向阀(19)的控制分别进入杠杆(11)前后两端得气囊(16),气囊(16)鼓起带动杠杆(11)、定位连接头(12)和弹性压片(14)对零件进行压紧。2.如权利要求1所述的后机身上壁板激光焊接装置,其特征在于,所述的支腿(02)用地脚螺钉(23)固定在地面上。3.如权利要求1或2所述的后机身上壁板激光焊接装置的使用方法,其特征在于,步骤如下:1、将后机身壁板放到平台(01)上,将要焊接的焊缝调整与本装置平行;2、调整前后两个横梁(03),使其上的弹性压片(14)距离焊缝10-20mm的距离后用导轨夹紧器(06)、手柄螺母(07)和螺栓(08)将横梁(03)固定;3、通过搬动手动换向阀(19)对横梁(03)后部的囊(16)进行充气通过杠杆(11)传动使弹性压片(14)对后机身壁板进行压紧,之后对后机身壁板进行焊接;4、后机身壁板焊接完成后;搬动手动换向阀(19)对横梁(03)前部的囊(16)进行充气通过杠杆(11)传动使弹性压片(14)使其松开对后机身壁板的压紧;然后将后机身壁板取下来。
技术总结
本发明属于零件装配领域,涉及后机身上壁板激光焊接装置。本装置是一种用于焊接后机身上壁板激光焊接的夹紧装置。将后机身上壁板放置在工作平台上,在平台上方有一套气动压紧装置对后机身上壁板进行压紧,同时气动压紧装置可沿该装置两边的滑轨移动控制压紧区域的位置。本发明通过对后机身上壁板激光焊接装置的使用,保证后机身上壁板在激光焊接时,有足够的压紧力抵抗激光焊接时产生的应力,防止后机身上壁板焊接变形。身上壁板焊接变形。身上壁板焊接变形。
技术研发人员:赵荣志 刘洋洋 史吉鹏 周通 张宁
受保护的技术使用者:沈阳飞机工业(集团)有限公司
技术研发日:2022.06.22
技术公布日:2022/10/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1