一种用于预制管环缝的全自动焊接设备及方法与流程
1.本发明涉及船用低速柴油机管道的焊接工艺,尤其涉及一种用于预制管环缝的全自动焊接设备及方法,属于焊接技术领域。
背景技术:
2.环缝自动焊接设备主要用于碳钢、不锈钢圆形工件(如钢管)的环缝对接焊接,根据具体的要求可以选择单缝或双缝焊接。与立式环缝焊接机相比,环缝自动焊接设备对焊件的长度没有过多的限制,三、四米的长钢管都可轻松焊接。
3.钢管在进行焊接前要进行初加工,即钢管或不锈钢的原材料管经过下料、倒角等加工步骤后成为预制管,然而目前尚没有特别针对钢管预制管的焊接设备,因而无法高效地对预制钢管进行焊接,生产效率比较低,生产进度也受到严重影响。
技术实现要素:
4.本发明的目的在于,针对现有技术存在的问题,提供一种用于预制管环缝的全自动焊接设备及方法,对预制管进行焊接,达到提高作业效率、提升产品品质的效果。
5.基于以上目的,本发明提供的技术方案如下:
6.一种用于预制管环缝的全自动焊接设备,其特征在于:所述的全自动焊接设备包括夹管装置、焊枪机构和焊接变位机,所述夹管装置安装于所述全自动焊接设备的主轴的端部,该夹管装置上设有三爪卡盘,用于夹固和旋转所述预制管,所述焊枪机构固定于所述焊接变位机上,所述焊接变位机包括有圆形伸缩轨道,该焊接变位机根据控制程序通过该圆形伸缩轨道对所述焊枪机构进行变位操作,环绕所述预制管在平焊、上坡焊、下坡焊和仰焊四个不同位置上进行环缝的自动对接焊接作业。
7.进一步地,所述的焊枪机构包括氩弧焊枪和气保焊枪,能够进行包括埋弧焊在内的不同种类焊接操作。
8.进一步地,所述的焊接变位机安装于x向轨道上且能够沿该x向轨道移动。
9.进一步地,所述的预制管采用碳钢或不锈钢的原材料管经过下料和倒角加工而成。
10.本发明的另一技术方案为:
11.一种采用上述全自动焊接设备实现的用于预制管环缝的焊接方法,其包括如下步骤:
12.1)将所述预制管放置于所述夹管装置的三爪卡盘上;
13.2)固定并夹紧所述预制管,检查其是否牢固;
14.3)起动电源,所述全自动焊接设备开始对所述预制管进行环缝的全自动焊接作业;
15.4)所述焊接变位机的圆形伸缩轨道按照控制程序的指令,沿圆形路径改变所述焊枪机构的位置,由360
°
全圆周各方向上完成环缝的自动焊接作业;
16.5)进行x片或探伤检查,按照技术标准检验对接焊缝是否符合工艺要求。
17.与现有技术相比,本发明的有益效果是:
18.1)降低了劳动负荷,提升了工作效率。
19.所述全自动焊接设备突破了传统的手工氩弧焊,能够代替人工,简化了操作,只需略懂焊接设备的操作工即可操作使用。
20.2)提高了焊接质量,保证了产品品质。
21.采用本发明完成的产品焊缝,通过拍片验收能够满足iso5817 quality level b的标准要求,产品的焊接质量稳定可靠,保证了焊缝焊接的均一性,达到了提升产品品质的效果。
附图说明
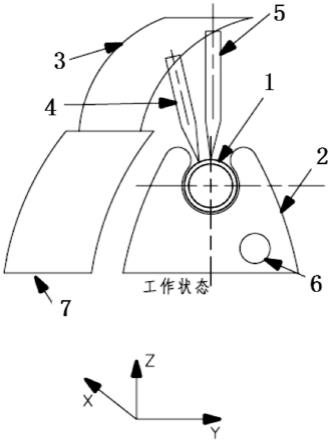
22.图1是本发明的结构示意图。
23.图2是本发明的收回状态示意图。
24.图中:
25.1—预制管,2—三爪卡盘,3—圆形伸缩轨道,4—气保焊枪,5—氩弧焊枪,6—夹管装置,7—x向轨道。
具体实施方式
26.下面结合附图和具体实施例来对本发明做进一步的详细说明,但不能以此限制本发明的保护范围。本发明所要求保护范围也应包括其他对本发明显而易见的变化和代替方案。
27.本发明用于预制管的全自动环缝焊接,该预制管采用碳钢或不锈钢的原材料管经过下料和倒角加工而成。
28.请参阅图1,所述全自动焊接设备为全位置钨极氩弧焊设备,采用单面焊接双面成型的方式。所述全自动焊接设备包括夹管装置6、焊枪机构和焊接变位机。
29.所述全自动焊接设备的主轴端部安装有夹管装置6,包括三爪卡盘2,用于装夹、旋转预制管1;预制管1放置于夹管装置6的三爪卡盘2内,装夹、固定、旋转,实现对预制管1的全自动环缝焊接。
30.所述焊枪机构固定在焊接变位机上,由氩弧焊枪5和气保焊枪4(气体保护焊枪)组成,可进行埋弧焊等不同种类的焊接操作;该焊枪机构通过程序自动控制,环绕预制管1自动进行环缝对接焊,包括平焊、上坡焊、下坡焊和仰焊四个不同的位置。
31.所述焊接变位机安装于x向轨道7上且能够沿该x向轨道7移动。所述焊接变位机由圆形伸缩轨道3组成,根据控制程序通过圆形伸缩轨道3对焊枪进行变位操作,完成对预制管1环缝的自动对接焊接作业。
32.本发明用于预制管全自动环缝焊接的作业过程如下:
33.1)将预制管1放置于全自动焊接设备的夹管装置6的三爪卡盘2上;
34.2)分别固定、夹紧预制管1,并检查其是否牢固;
35.3)起动电源,对预制管1进行全自动环缝焊接作业;
36.4)在工作状态下,焊接变位机的圆形伸缩轨道3会按照焊接作业的需求,沿圆形路
径改变氩弧焊枪5和气保焊枪4的位置;在收回状态,圆形伸缩轨道3的延伸段会收回,见图2所示;
37.5)焊接作业完成后,按规范要求,进行拍片或探伤等检查,看看是否符合工艺要求。
技术特征:
1.一种用于预制管环缝的全自动焊接设备,其特征在于:所述的全自动焊接设备包括夹管装置、焊枪机构和焊接变位机,所述夹管装置安装于所述全自动焊接设备的主轴的端部,该夹管装置上设有三爪卡盘,用于夹固和旋转所述预制管,所述焊枪机构固定于所述焊接变位机上,所述焊接变位机包括有圆形伸缩轨道,该焊接变位机根据控制程序通过该圆形伸缩轨道对所述焊枪机构进行变位操作,环绕所述预制管在平焊、上坡焊、下坡焊和仰焊四个不同位置上进行环缝的自动对接焊接作业。2.根据权利要求1所述的用于预制管环缝的全自动焊接设备,其特征在于:所述的焊枪机构包括氩弧焊枪和气保焊枪,能够进行包括埋弧焊在内的不同种类焊接操作。3.根据权利要求1所述的用于预制管环缝的全自动焊接设备,其特征在于:所述的焊接变位机安装于x向轨道上且能够沿该x向轨道移动。4.根据权利要求1所述的用于预制管环缝的全自动焊接设备,其特征在于:所述的预制管采用碳钢或不锈钢的原材料管经过下料和倒角加工而成。5.一种采用权利要求1所述全自动焊接设备实现的用于预制管环缝的焊接方法,其特征在于:所述的焊接方法包括如下步骤:1)将所述预制管放置于所述夹管装置的三爪卡盘上;2)固定并夹紧所述预制管,检查其是否牢固;3)起动电源,所述全自动焊接设备开始对所述预制管进行环缝的全自动焊接作业;4)所述焊接变位机的圆形伸缩轨道按照控制程序的指令,沿圆形路径改变所述焊枪机构的位置,由360
°
全圆周各方向上完成环缝的自动焊接作业;5)进行x片或探伤检查,按照技术标准检验对接焊缝是否符合工艺要求。
技术总结
一种用于预制管环缝的全自动焊接设备及方法,全自动焊接设备包括夹管装置、焊枪机构和焊接变位机,所述夹管装置安装于所述全自动焊接设备的主轴的端部,该夹管装置上设有三爪卡盘,用于夹固和旋转所述预制管,所述焊枪机构固定于所述焊接变位机上,所述焊接变位机包括有圆形伸缩轨道,该焊接变位机根据控制程序通过该圆形伸缩轨道对所述焊枪机构进行变位操作,环绕所述预制管在平焊、上坡焊、下坡焊和仰焊四个不同位置上进行环缝的自动对接焊接作业。本发明实现了预制管环缝的全自动焊接作业,降低了劳动负荷,提升了工作效率,提高了焊接质量,保证了产品品质。保证了产品品质。保证了产品品质。
技术研发人员:张奕婷 任兴旺 王战战 赵伟荣
受保护的技术使用者:上海中船三井造船柴油机有限公司
技术研发日:2022.07.06
技术公布日:2022/9/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1