静轴肩填丝搅拌摩擦增材装置
本发明属于固相增材制造,具体涉及一种静轴肩填丝搅拌摩擦增材装置。
背景技术:
1、目前的搅拌摩擦增材方案有流动摩擦增材制造装置、增材摩擦搅拌沉积机、短棒物料增材制造机构、预置异质金属夹层、热丝摩擦微锻、消耗搅拌摩擦工具、施加冷却的增材装置、半固态增材装置(粉末、丝材)、使用搅拌摩擦增材制造搅拌头焊接叠加板材、颗粒式增材装置等。搅拌摩擦增材技术是通过填料(包括粉末、丝、条、板材等)使所填材料与基材融合从而进行增材制造的过程,将三维复杂形状构件制造为简单的二维平面形状的逐层往复叠加,避免了传统机械加工减材制造中存在的大量材料和能源浪费。同时该技术能大幅度缩短生产周期、降低生产成本和加工制造费用,有望实现制造业的产业变革,在重大国防武器装备的研发、生产与维护修复等方面具有巨大应用价值和广阔应用前景。此外,增材制造在复杂零件的成型制造以及缩短零件制造周期上的明显优势。
2、但是目前的搅拌摩擦增材装置,在实际生产过程中,制造成本高,且效率低。
技术实现思路
1、本发明实施例的目的是提供一种静轴肩填丝搅拌摩擦增材装置,用以解决现有增材制造成本高,效率低的问题。
2、本发明实施例提供了一种静轴肩填丝搅拌摩擦增材装置,包括:
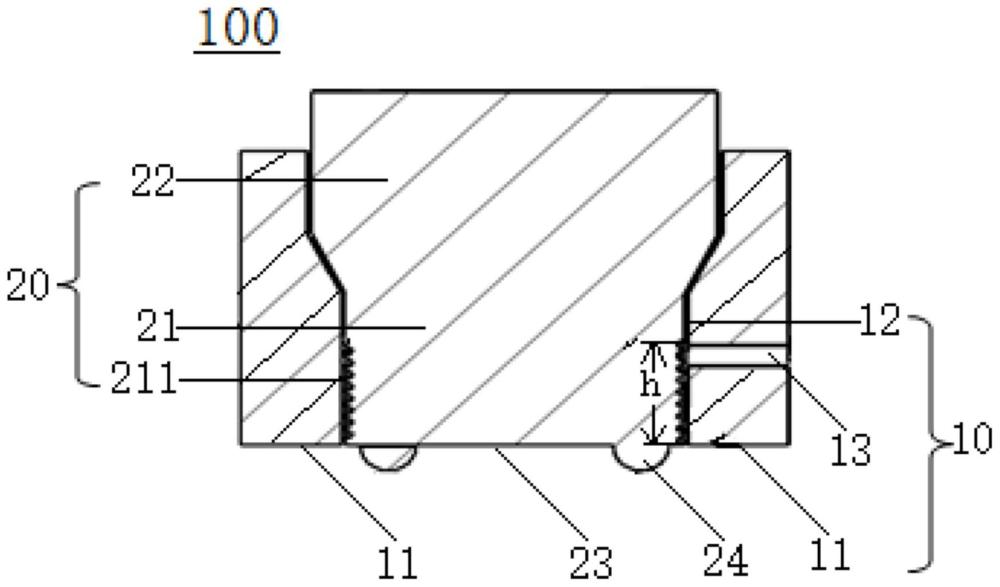
3、静轴肩,静轴肩至少包括用于与待增材的基材对应设置的第一加工面,静轴肩的内部形成有通孔,通孔的一端设于加工面上,形成内外连通的孔结构,静轴肩上设有送丝孔,送丝孔与通孔的中心线形成有夹角,用于向通孔内输送待切割的丝材;
4、搅拌针,搅拌针包括安装在通孔内的加工端,加工端与通孔同轴设置,加工端的外侧壁上设有剪切结构,剪切结构与通孔侧壁配合以对丝材进行剪切。
5、根据本发明实施例的静轴肩填丝搅拌摩擦增材装置,通过在静轴肩上设有通孔,以及送丝孔,搅拌针的一端安装在通孔内,搅拌针上设有剪切结构,能够实现以丝材为增材所用材料,成本较低,选择的丝材种类可以自主控制,选材灵活可控,还可以通过设置多个送丝孔来提高增材制造的工作效率。同时,丝材的便于固定,可实现持续增材制造,避免重新装夹板材耗时的情况,提高了增材制造的效率。此外,该结构简单且容易制造的特点,有利于实现产业化。
6、根据本发明的一个实施例,搅拌针包括用于与基材对应设置的第二加工面,第一加工面与第二加工面处于同一水平面。该结构有利于第一加工面与第二加工面同时与基材表面保持相同高度,便于增材表面材料层的形成。
7、根据本发明的一个实施例,第二加工面上设有用于搅拌切割后的丝材的凸起。可使所增丝材与基材充分结合,避免增材后制造件的内部材料分布不均匀的缺陷,提高增材制造成形质量。
8、根据本发明的一个实施例,凸起至少设有两个,且至少两个凸起均匀分布在第二加工面的外周。搅拌更加充分均匀。
9、根据本发明的一个实施例,剪切结构自加工端的第二加工面的一端沿加工端轴线延伸至预设高度,送丝孔的朝向通孔的一端与第一加工面的高度小于预设高度。该结构可以在丝材送入通孔内后直接被剪切结构剪切,便于破碎。
10、根据本发明的一个实施例,送丝孔设有多个。多个送丝孔提供丝材,可以提高增材制造的工作效率。
11、根据本发明的一个实施例,送丝孔的朝向通孔的一端与第一加工面的高度小于预设高度。能够保持被送进来的丝材能够直接与剪切结构接触,
12、根据本发明的一个实施例,送丝孔的朝向通孔的一端位于剪切结构的顶端,顶端为背离第二加工面的一端。即送丝孔的出料端设置在剪切结构的最高处,使得丝材经过从剪切结构的顶端到下端的过程,便于丝材的充分破碎。
13、根据本发明的一个实施例,剪切结构为螺纹结构。螺纹结构的剪切结构既可以对丝材的破碎,又可以将丝材旋转输送至第一加工面和第二加工面的方向。
14、根据本发明的一个实施例,送丝孔与通孔的中心线之间的夹角为90°。
15、根据本发明的一个实施例,搅拌针还包括与加工端一体成型的安装端,安装端的直径大于加工端的直径;通孔包括第一段和与第一段连接的第二段,加工端安装于第一段内,且加工端的直径与通孔的第一段直径相匹配,安装端安装在通孔的第二段,且安装端的直径与通孔的第二段相匹配。该结构可以确保搅拌针的加工端固定在通孔的第一段,避免加工端的第二加工面凸出于第一加工面。
技术特征:
1.一种静轴肩填丝搅拌摩擦增材装置,其特征在于,包括:
2.根据权利要求1所述的静轴肩填丝搅拌摩擦增材装置,其特征在于,所述搅拌针包括用于与所述基材对应设置的第二加工面,所述第一加工面与所述第二加工面处于同一水平面。
3.根据权利要求2所述的静轴肩填丝搅拌摩擦增材装置,其特征在于,所述第二加工面上设有用于搅拌切割后的丝材的凸起。
4.根据权利要求3所述的静轴肩填丝搅拌摩擦增材装置,其特征在于,所述凸起至少设有两个,且至少两个所述凸起均匀分布在所述第二加工面的外周。
5.根据权利要求3所述的静轴肩填丝搅拌摩擦增材装置,其特征在于,所述剪切结构自所述加工端的所述第二加工面的一端沿所述加工端轴线延伸至预设高度,所述送丝孔的朝向所述通孔的一端与所述第一加工面的高度小于所述预设高度。
6.根据权利要求5所述的静轴肩填丝搅拌摩擦增材装置,其特征在于,所述送丝孔的朝向所述通孔的一端位于所述剪切结构的顶端,所述顶端为背离所述第二加工面的一端。
7.根据权利要求1-6任一项所述的静轴肩填丝搅拌摩擦增材装置,其特征在于,所述送丝孔设有多个。
8.根据权利要求1-6任一项所述的静轴肩填丝搅拌摩擦增材装置,其特征在于,所述剪切结构为螺纹结构。
9.根据权利要求1-6任一项所述的静轴肩填丝搅拌摩擦增材装置,其特征在于,所述送丝孔与所述通孔的中心线之间的所述夹角为90°。
10.根据权利要求1-6任一项所述的静轴肩填丝搅拌摩擦增材装置,其特征在于,
技术总结
本发明公开了一种静轴肩填丝搅拌摩擦增材装置,包括:静轴肩,静轴肩至少包括用于与待增材的基材对应设置的第一加工面,所述静轴肩的内部形成有通孔,通孔的一端设于第一加工面上,形成内外连通的孔结构,静轴肩上设有送丝孔,送丝孔与所述通孔的中心线形成有夹角,用于向通孔内输送待切割的丝材;搅拌针,所述搅拌针包括安装在所述通孔内的加工端,所述加工端与所述通孔同轴设置,所述加工端的外侧壁上设有剪切结构,所述剪切结构与所述通孔侧壁配合以对丝材进行剪切。该装置,结构简单,可以以丝材为增材所用的材料,成本较低,选择的丝材种类可以自主控制,选材灵活可控,还可以通过设置多个送丝孔来提高增材制造的工作效率。
技术研发人员:张华,李会朝,王彩妹,胡正根,孙伟占
受保护的技术使用者:北京石油化工学院
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!