螺纹钢冷剪定尺前在线处理方法与流程
1.本发明属于钢铁行业,具体涉及一种螺纹钢冷剪定尺前在线处理方法。
背景技术:
2.在螺纹钢生产中,最常用的冷剪剪切方式有固定冷剪、冷飞剪、冷锯等,由于定尺成才多样化且定尺精度要求越来越高,固定冷剪装置发展成熟,一般采用冷剪和定尺机。
3.对于老旧棒材生产线,冷剪设备剪切能力和冷床规格都不满足提速后的生产节奏,主要是由于冷床长度有限冷却能力不足导致螺纹钢进冷剪前温度过高,达不到最佳的冷剪剪切温度,影响产品尺寸精度,同时使冷剪和定尺机设备重复故障率高,导致生产节奏降低,不利于螺纹钢提速生产的调试和新品种开发,严重影响经济效益。
技术实现要素:
4.本发明的目的是提供一种螺纹钢冷剪定尺前在线处理方法,本发明能在线快速冷却螺纹钢,能精确调整冷却速率,提升了下冷床后的冷却能力,减少了定尺剪切质量问题,提高生产线定尺合格率。
5.本发明所采用的技术方案是:
6.一种螺纹钢冷剪定尺前在线处理方法,在原有螺纹钢生产线基础上增加水雾冷却装置和热金属检测仪,水雾冷却装置的冷却区域为冷剪设备前螺纹钢下冷床时的头部以及定尺部位,热金属检测仪用于检测定尺前辊道上各工位的来料温度,水雾冷却装置根据来料温度所处范围是否适宜、定尺前辊道运行信号是否到位以及设定的定尺规格判断对应冷却区域是否启动,水雾冷却装置启动时通过喷水雾的方式加快螺纹钢冷却速度,使螺纹钢下冷床时温度低于300℃,达到适宜的冷剪剪切温度,从而保证冷剪剪切的质量及效率,满足提速后的生产节奏。
7.优选地,水雾冷却装置启动时喷雾量的初始值为设定值,往后根据来料温度自动调整,使螺纹钢下冷床时温度优先处于200℃或接近200℃。
8.优选地,水雾冷却装置包括喷淋段、主机系统和控制系统;喷淋段分布在冷剪设备前螺纹钢下冷床时的头部以及定尺部位,包括喷淋管路以及沿流向依次设在喷淋管路上的球阀、电磁阀和若干微雾喷头;主机系统用于为各喷淋段提供高压清洁的水,包括依次连接的进水管路、水箱和出水管路,进水管路上沿流向依次设有电磁阀和过滤器,出水管路上沿流向依次设有高压水泵、压力变送器、高压单向阀、球阀和电磁阀;控制系统分别与热金属检测仪、定尺前辊道、喷淋段和主机系统电连接,根据来料温度所处范围是否适宜、定尺前辊道运行信号是否到位以及设定的定尺规格控制主机系统和对应喷淋段工作。
9.优选地,采用两套主机系统,一套使用、另一套备用;两套主机系统通过同一套主管路连接水源,主管路上沿流向依次设有球阀、电磁阀和过滤器。
10.优选地,主管路上的过滤器为粗过滤器,进水管路上的过滤器为超精过滤器。
11.优选地,超精过滤器的过滤精度小于10um。
12.优选地,喷淋段分布在三处,第一处位于冷床对齐挡板上方,用于切头部位的冷却;第二处位于冷剪设备前冷床输出辊道9m处,用于9m定尺时的冷却;第三处位于冷剪设备前冷床输出辊道12m处,用于12m定尺时的冷却。
13.优选地,控制系统为plc控制柜。
14.本发明的有益效果是:
15.本发明能在线快速冷却螺纹钢,提升了下冷床后的冷却能力,减少由于产品温度过高而引起的倍尺/定尺剪切质量问题;本发明能精确调整冷却速率,减少不同规格螺纹钢因为下冷床后控温不准而造成的产品质量问题,提高生产线定尺合格率;本发明提高了棒材生产线产能,提高了定尺的合格率,节约了能源。
附图说明
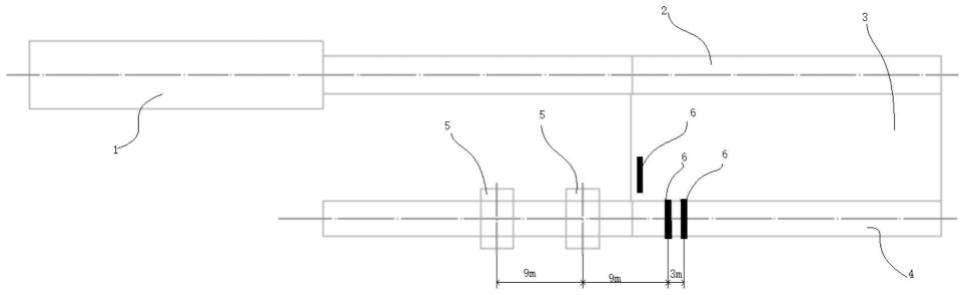
16.图1是本发明实施例中水雾冷却装置冷却区域的分布图。
17.图2是本发明实施例中水雾冷却装置的示意图。
18.图3是本发明实施例中控制系统的控制界面。
19.图中:1-轧机;2-冷床输入辊道;3-冷床;4-冷床输出辊道;5-冷剪设备;6-喷淋段;7-球阀;8-电磁阀;9-过滤器;10-电磁阀;11-过滤器;12-水箱;13-高压水泵;14-压力变送器;15-高压单向阀;16-球阀;17-电磁阀;18-球阀;19-电磁阀;20-微雾喷头。
具体实施方式
20.下面结合附图和实施例对本发明作进一步说明。
21.一种螺纹钢冷剪定尺前在线处理方法,如图1所示,在原有螺纹钢生产线基础上增加水雾冷却装置和热金属检测仪,水雾冷却装置的冷却区域为冷剪设备5前螺纹钢下冷床3时的头部以及定尺部位,热金属检测仪用于检测定尺前辊道(包括冷床输入辊道2和冷床输出辊道4)上各工位的来料温度,水雾冷却装置根据来料温度所处范围是否适宜、定尺前辊道运行信号是否到位以及设定的定尺规格判断对应冷却区域是否启动,水雾冷却装置启动时通过喷水雾的方式加快螺纹钢冷却速度,使螺纹钢下冷床3时温度低于300℃,达到适宜的冷剪剪切温度,从而保证冷剪剪切的质量及效率,满足提速后的生产节奏。
22.在本实施例中,优选地,水雾冷却装置启动时喷雾量的初始值为设定值,往后根据来料温度自动调整,使螺纹钢下冷床3时温度优先处于200℃或接近200℃。
23.如图1和图2所示,在本实施例中,优选地,水雾冷却装置包括喷淋段6、主机系统和控制系统;喷淋段6分布在冷剪设备5前螺纹钢下冷床3时的头部以及定尺部位,包括喷淋管路以及沿流向依次设在喷淋管路上的球阀18、电磁阀19和若干微雾喷头20;主机系统用于为各喷淋段6提供高压清洁的水,包括依次连接的进水管路、水箱12和出水管路,进水管路上沿流向依次设有电磁阀10和过滤器11,出水管路上沿流向依次设有高压水泵13、压力变送器14、高压单向阀15、球阀16和电磁阀17;控制系统分别与热金属检测仪、定尺前辊道、喷淋段6和主机系统电连接,根据来料温度所处范围是否适宜、定尺前辊道运行信号是否到位以及设定的定尺规格控制主机系统和对应喷淋段6工作。
24.如图2和图3所示,在本实施例中,优选地,采用两套主机系统,一套使用、另一套备用;两套主机系统通过同一套主管路连接水源,主管路上沿流向依次设有球阀7、电磁阀8和
过滤器9;在本实施例中,优选地,主管路上的过滤器9为粗过滤器,进水管路上的过滤器11为超精过滤器;在本实施例中,优选地,超精过滤器的过滤精度小于10um。
25.如图2和图3所示,在本实施例中,喷淋段6分布在三处,第一处位于冷床3对齐挡板上方,用于切头部位的冷却;第二处位于冷剪设备5前冷床输出辊道4的9m处,用于9m定尺时的冷却;第三处位于冷剪设备5前冷床输出辊道4的12m处,用于12m定尺时的冷却。
26.在本实施例中,优选地,控制系统为plc控制柜。
27.本发明能在线快速冷却螺纹钢,提升了下冷床3后的冷却能力,减少由于产品温度过高而引起的倍尺/定尺剪切质量问题;本发明能精确调整冷却速率,减少不同规格螺纹钢因为下冷床3后控温不准而造成的产品质量问题,提高生产线定尺合格率;本发明提高了棒材生产线产能,提高了定尺的合格率,节约了能源。
28.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
技术特征:
1.一种螺纹钢冷剪定尺前在线处理方法,其特征在于:在原有螺纹钢生产线基础上增加水雾冷却装置和热金属检测仪,水雾冷却装置的冷却区域为冷剪设备前螺纹钢下冷床时的头部以及定尺部位,热金属检测仪用于检测定尺前辊道上各工位的来料温度,水雾冷却装置根据来料温度所处范围是否适宜、定尺前辊道运行信号是否到位以及设定的定尺规格判断对应冷却区域是否启动,水雾冷却装置启动时通过喷水雾的方式加快螺纹钢冷却速度,使螺纹钢下冷床时温度低于300℃,达到适宜的冷剪剪切温度,从而保证冷剪剪切的质量及效率,满足提速后的生产节奏。2.如权利要求1所述的螺纹钢冷剪定尺前在线处理方法,其特征在于:水雾冷却装置启动时喷雾量的初始值为设定值,往后根据来料温度自动调整,使螺纹钢下冷床时温度优先处于200℃或接近200℃。3.如权利要求1或2所述的螺纹钢冷剪定尺前在线处理方法,其特征在于:水雾冷却装置包括喷淋段、主机系统和控制系统;喷淋段分布在冷剪设备前螺纹钢下冷床时的头部以及定尺部位,包括喷淋管路以及沿流向依次设在喷淋管路上的球阀、电磁阀和若干微雾喷头;主机系统用于为各喷淋段提供高压清洁的水,包括依次连接的进水管路、水箱和出水管路,进水管路上沿流向依次设有电磁阀和过滤器,出水管路上沿流向依次设有高压水泵、压力变送器、高压单向阀、球阀和电磁阀;控制系统分别与热金属检测仪、定尺前辊道、喷淋段和主机系统电连接,根据来料温度所处范围是否适宜、定尺前辊道运行信号是否到位以及设定的定尺规格控制主机系统和对应喷淋段工作。4.如权利要求3所述的螺纹钢冷剪定尺前在线处理方法,其特征在于:采用两套主机系统,一套使用、另一套备用;两套主机系统通过同一套主管路连接水源,主管路上沿流向依次设有球阀、电磁阀和过滤器。5.如权利要求4所述的螺纹钢冷剪定尺前在线处理方法,其特征在于:主管路上的过滤器为粗过滤器,进水管路上的过滤器为超精过滤器。6.如权利要求5所述的螺纹钢冷剪定尺前在线处理方法,其特征在于:超精过滤器的过滤精度小于10um。7.如权利要求3所述的螺纹钢冷剪定尺前在线处理方法,其特征在于:喷淋段分布在三处,第一处位于冷床对齐挡板上方,用于切头部位的冷却;第二处位于冷剪设备前冷床输出辊道9m处,用于9m定尺时的冷却;第三处位于冷剪设备前冷床输出辊道12m处,用于12m定尺时的冷却。8.如权利要求3所述的螺纹钢冷剪定尺前在线处理方法,其特征在于:控制系统为plc控制柜。
技术总结
本发明公开了一种螺纹钢冷剪定尺前在线处理方法,在原有螺纹钢生产线基础上增加水雾冷却装置和热金属检测仪,水雾冷却装置的冷却区域为冷剪设备前螺纹钢下冷床时的头部以及定尺部位,热金属检测仪用于检测定尺前辊道上各工位的来料温度,水雾冷却装置根据来料温度所处范围是否适宜、定尺前辊道运行信号是否到位以及设定的定尺规格判断对应冷却区域是否启动,水雾冷却装置启动时通过喷水雾的方式加快螺纹钢冷却速度,使螺纹钢下冷床时温度低于300℃,达到适宜的冷剪剪切温度,从而保证冷剪剪切的质量及效率,满足提速后的生产节奏。本发明能在线快速冷却螺纹钢、精确调整冷却速率,提升了下冷床后的冷却能力,提高生产线定尺合格率。尺合格率。尺合格率。
技术研发人员:庞博文 吴光行 戴江波
受保护的技术使用者:中冶南方武汉钢铁设计研究院有限公司
技术研发日:2022.07.27
技术公布日:2022/11/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1