管件组装设备的制作方法
本申请涉及工件装配领域,尤其是涉及一种管件组装设备。
背景技术:
1、在儿童安全座椅生产过程中,涉及到很多零件的装配工作,儿童安全座椅上具有多个管件,在管件进行组装时需要将多个零件与管件连接,例如:将管塞、管套和卡扣等与儿童安全座椅的支撑管进行组装。在现有技术中,一般需要生产线工作人员通过手工将多个零件与支撑管装配,人工组装效率较低,同时,工人组装品质和速度不一致,并且在人工进行组装时容易造成损伤,为防止零件与支撑管之间发生相对位移,需要双手进行固定,若在装配时零件对位不准确或发生滑动,可能对生产线工作人员造成伤害,对生产线工作人员来说具有较高的安全隐患。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明的一个目的在于提出一种管件组装设备,所述管件组装设备可自动完成多个零件之间的装配,装配效率高,安全性高。
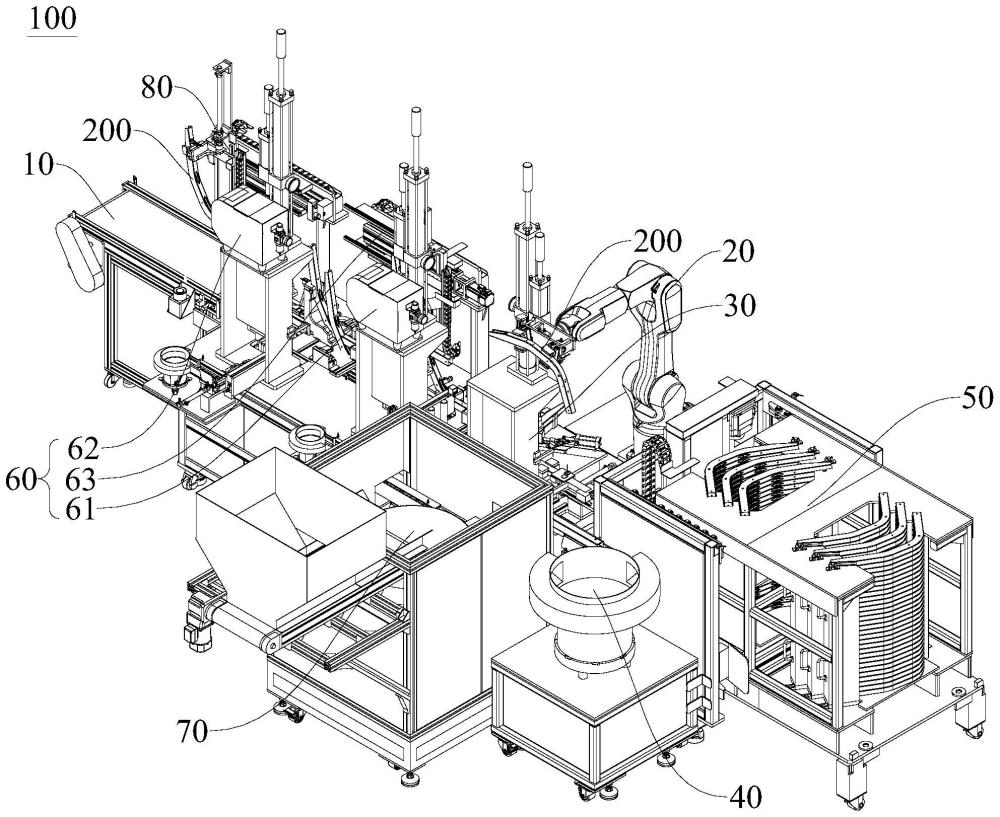
2、根据本发明的管件组装设备,包括:台架、套管组装机构和管塞组装机构。所述台架设置有第一夹具,所述第一夹具设有与支撑管轮廓相配合的放置位;所述套管组装机构具有朝向或远离所述第一夹具运动的第一冲压头;所述管塞组装机构具有朝向或远离所述第一夹具运动的安装模块;当支撑管放置于所述放置位,工作时,套管组装机构的第一冲压头将套管冲压至所述支撑管的安装孔,管塞组装机构的安装模块将管塞推入所述支撑管的端部。
3、根据本发明的管件组装设备,套管组装机构和管塞组装机构均设置在台架上,套管组装机构和管塞组装机构位于放置位的不同侧面,套管组装机构通过冲压头,可将管套与支撑管铆压固定,管塞组装机构的安装模块可在朝向或者远离支撑管一端的方向运动,在安装管塞时,管塞组装机构的安装模块由远离支撑管一端的方向向靠近支撑管一端的方向运动,以将管塞塞入支撑管端部。当管件组装设备运行时,首先支撑管位于放置位,而后套管组装机构将管套安装至支撑管、管塞组装机构将管塞安装至支撑管一端,以完成装配。由此,在放置位,套管组装机构和管塞组装机构可同时对支撑管进行装配,组装工作自动进行,装配效率较高,并且无需工作人员进行装配操作,可保证安全性。
4、在一些优选方案中,所述管件组装设备还设置有用于转运所述支撑管的机械手。
5、进一步地,所述放置位上还设置有用于朝向或远离所述定位面运动的夹紧件,当所述夹紧件顶紧位于所述第一夹具中的支撑管时所述支撑管被固定不动。
6、在一些优选方案中,所述管塞组装机构包括:第一振动盘和分料机构,所述振动盘通过送料轨道槽向所述分料机构输送所述管塞,所述分料机构将所述管塞逐个输送给所述安装模块。
7、进一步地,所述分料机构包括:第一驱动模组以及第一推块,所述第一推块上开设有至少一侧敞开的分料槽,且所述分料槽的敞开侧可选择地与所述送料轨道槽的槽口对接以逐个拿取所述管塞,所述第一驱动模组带动所述第一推块朝向或远离所述安装模块运动将所述送料轨道槽的所述管塞输送至所述安装模块与所述支撑管之间。
8、更进一步地,所述安装模块包括:第二驱动模组和第二推块,所述第二推块与所述支撑管相对设置,所述第二驱动模组带动所述第二推块运动将所述管塞压装至所述支撑管。
9、在一些优选方案中,管件组装设备还包括:上料机构,所述上料机构包括存储部以及举升单元,所述存储部具有多个存储槽,每个存储槽内可叠置多个所述支撑管;所述举升单元包括升降托板和托板升降驱动装置,升降托板位于所述存储槽内并由托板升降驱动装置驱动升降。
10、可选地,所述台架还设置有卡扣铆合机构和第二夹具,所述第二夹具具有沿竖直面延伸的定位槽,工作时,所述机械手将所述支撑管放入所述定位槽,所述卡扣铆合机构将卡扣装于所述支撑管。
11、可选地,所述卡扣铆合机构包括:第一铆合机构、第二铆合机构以及所述第一铆合机构和所述第二铆合机构之间的转运机构,所述转运机构用于夹持所述支撑管并由所述第一铆合机构转运至所述第二铆合机构。
12、进一步地,所述第一铆合机构和所述第二铆合机构均包括:第三驱动模组、第二冲压头和铆钉供给单元,所述第二冲压头在所述第三驱动模组的带动下朝向或远离所述支撑管运动,所述铆钉供给单元用于供给铆钉至所述冲压头,所述第二冲压头用于铆合所述卡扣与所述支撑管。
13、可选地,管件组装设备还包括:卡扣供给机构,所述卡扣供给机构包括第二振动盘,第一导轨、第二导轨以及吸盘,所述第二振动盘用于分选卡扣,且具有卡扣出口,所述第二导轨可滑动地设置在所述第一导轨上,所述吸盘安装于支撑块,且所述支撑块可滑动地设置在所述第二导轨上,所述第一导轨在所述第四驱动模组的带动下沿第一方向运动,所述第二导轨在所述第五驱动模组的带动下沿第二方向运动,以由所述卡扣出口拿取所述卡扣,并供给所述卡扣至所述卡扣铆合机构,所述第一方向、所述第二方向不同。
14、可选地,管件组装设备还包括:移载机构、出料机构和传输机,所述移载机构用于夹持完成装配的所述支撑管并移动至所述出料机构,所述传输机用于驱动所述出料机构内的所述支撑管以实现出料。
15、进一步地,所述出料机构上设置有相对设置的第一挡板和第二挡板,所述第一挡板与所述第二挡板限定出出料通道,所述出料通道的底部设置有辊轮,所述辊轮垂直于出料方向安装于所述出料通道。
16、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.一种管件组装设备,其特征在于,包括:
2.根据权利要求1所述的管件组装设备,其特征在于,还设置用于转运所述支撑管的机械手。
3.根据权利要求2所述的管件组装设备,其特征在于,还设置有用于朝向或远离所述定位面运动的夹紧件,当所述夹紧件顶紧位于所述第一夹具中的支撑管时所述支撑管被固定不动。
4.根据权利要求1所述的管件组装设备,其特征在于,所述管塞组装机构还包括:第一振动盘和分料机构,所述第一振动盘通过送料轨道槽向所述分料机构输送所述管塞,所述分料机构将所述管塞逐个输送给所述安装模块。
5.根据权利要求4所述的管件组装设备,其特征在于,所述分料机构包括:第一驱动模组以及第一推块,所述第一推块上开设有至少一侧敞开的分料槽,且所述分料槽的敞开侧可选择地与所述送料轨道槽的槽口对接以逐个拿取所述管塞,所述第一驱动模组带动所述第一推块朝向或远离所述安装模块运动将所述送料轨道槽的管塞输送至所述安装模块与所述支撑管之间。
6.根据权利要求5所述的管件组装设备,其特征在于,所述安装模块包括:第二驱动模组和第二推块,所述第二推块与所述支撑管相对设置,所述第二驱动模组带动所述第二推块运动将所述管塞压装至所述支撑管。
7.根据权利要求1所述的管件组装设备,其特征在于,还包括:上料机构,所述上料机构包括存储部以及举升单元,所述存储部具有多个存储槽,每个存储槽内可叠置多个所述支撑管;
8.根据权利要求2所述的管件组装设备,其特征在于,还设置有卡扣铆合机构和第二夹具,所述第二夹具具有沿竖直面延伸的定位槽,工作时,所述机械手将支撑管放入所述定位槽,所述卡扣铆合机构将卡扣装于所述支撑管。
9.根据权利要求8所述的管件组装设备,其特征在于,所述卡扣铆合机构包括:第一铆合机构、第二铆合机构以及所述第一铆合机构和所述第二铆合机构之间的转运机构,所述转运机构用于夹持所述支撑管并由所述第一铆合机构转运至所述第二铆合机构。
10.根据权利要求9所述的管件组装设备,其特征在于,所述第一铆合机构和所述第二铆合机构均包括:第三驱动模组、第二冲压头和铆钉供给单元,所述第二冲压头在所述第三驱动模组的带动下朝向或远离所述支撑管运动,所述铆钉供给单元用于供给铆钉至所述第二冲压头,所述第二冲压头用于铆合所述卡扣与所述支撑管。
11.根据权利要求8所述的管件组装设备,其特征在于,还包括:卡扣供给机构,所述卡扣供给机构包括第二振动盘,第一导轨、第二导轨以及吸盘,所述第二振动盘用于分选卡扣,且具有卡扣出口,所述第二导轨可滑动地设置在所述第一导轨上,所述吸盘安装于支撑块,且所述支撑块可滑动地设置在所述第二导轨上,所述第一导轨在所述第四驱动模组的带动下沿第一方向运动,所述第二导轨在所述第五驱动模组的带动下沿第二方向运动,以由所述卡扣出口拿取所述卡扣,并供给所述卡扣至所述卡扣铆合机构,所述第一方向、所述第二方向不同。
12.根据权利要求8所述的管件组装设备,其特征在于,还包括:移载机构、出料机构和传输机,所述移载机构用于夹持完成装配的所述支撑管并移动至所述出料机构,所述传输机用于驱动所述出料机构内的所述支撑管以实现出料。
13.根据权利要求12所述的管件组装设备,其特征在于,所述出料机构上设置有相对设置的第一挡板和第二挡板,所述第一挡板与所述第二挡板限定出出料通道,所述出料通道的底部设置有辊轮,所述辊轮垂直于出料方向安装于所述出料通道。
技术总结
本申请公开了一种管件组装设备,包括:台架、套管组装机构和管塞组装机构。台架设置有第一夹具,第一夹具设有与支撑管轮廓相配合的放置位;套管组装机构具有朝向或远离第一夹具运动的第一冲压头;管塞组装机构具有朝向或远离第一夹具运动的安装模块;当支撑管放置于放置位,工作时,套管组装机构的第一冲压头将套管冲压至支撑管的安装孔,管塞组装机构的安装模块将管塞推入支撑管的端部。由此,在放置位,套管组装机构和管塞组装机构可同时对支撑管进行装配,组装工作自动进行,装配效率较高,并且无需工作人员进行装配操作,可保证安全性。
技术研发人员:段彪,杨绍裕
受保护的技术使用者:明门(中国)幼童用品有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!