白车身钣金件试制模检复合工装及其制造、使用方法与流程
本发明涉及重型卡车钣金件的试制制造领域,尤其涉及白车身钣金件试制模检复合工装及其制造、使用方法。
背景技术:
0、技术背景
1、增材制造俗称3d打印,是融合了计算机辅助设计、材料加工与成形技术、以数字模型文件为基础,通过软件与数控系统将专用的打印材料如粉末、丝材、液体等形式,按照烧结、熔融、挤压、光固化、喷射等方式逐层堆积,制造出实体物品的制造技术。相对于传统的、对原材料去除-切削、组装的加工模式不同,是一种“离散—逐层堆积”的基本制造过程技术。这使得过去受到传统制造方式的约束,而无法实现的复杂结构件制造变为可能。
2、白车身钣金件试制作为重卡新产品开发中的重要环节,能够为新产品的实物验证提供试制用件,快速响应产品的验证需求。
3、由于试制白车身数据具有不确定性、验证周期紧迫以及验证成本的可控性等特殊要求,在验证用件满足功能需求及关键尺寸要求的条件下,快速、低价的完成试制用件的加工,是钣金件试制时急需解决的问题。
技术实现思路
1、本发明的目的是针对现有技术的不足从而提供白车身钣金件试制模检复合工装及其制造、使用方法,解决了工装的制作难度大、试制工装的开发周期长及成本高的问题。
2、本发明是采用如下技术方案来实现的:
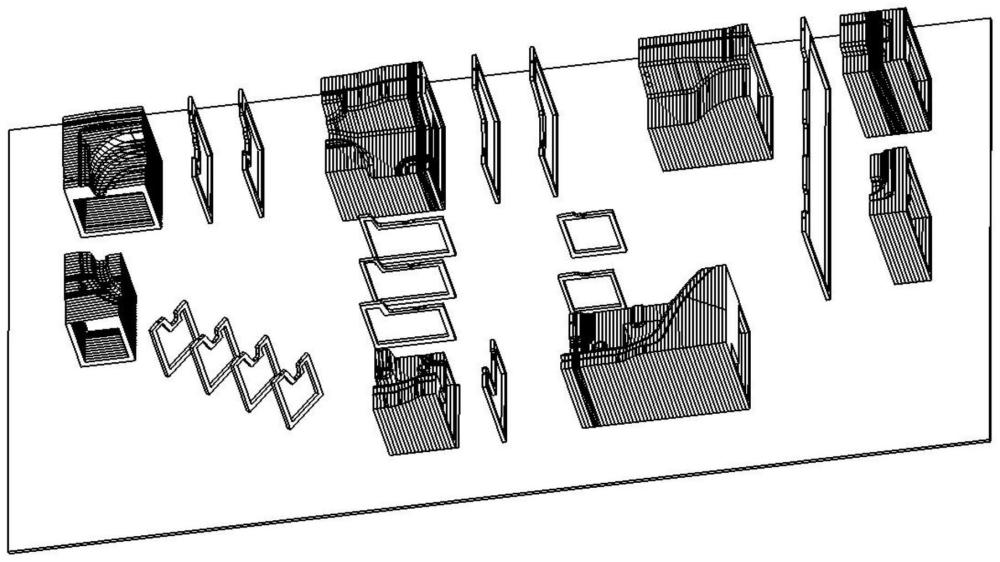
3、白车身钣金件试制模检复合工装,包括工装支撑机构、若干切片式型面定位机构、若干切片式定位测量机构和若干工装夹紧机构;
4、若干切片式型面定位机构和若干切片式定位测量机构分别安装在工装支撑机构上,工装夹紧机构夹持在切片式型面定位机构和钣金件上,以及夹持在切片式定位测量机构和钣金件上;
5、各个切片式型面定位机构和各个切片式定位测量机构的上轮廓面与钣金件的外形相同,各个切片式型面定位机构和各个切片式定位测量机构的上轮廓面高度与钣金件的外平面相同。
6、作为发明的进一步说明,所述工装支撑机构包括工装底座,所述工装底座为长方型钢板,所述工装底座上设有若干凹槽孔。
7、作为发明的进一步说明,若干所述切片式型面定位机构的上轮廓面的结构不同,其上轮廓面根据白车身的外形划分,各个所述切片式型面定位机构包括若干型面切片,若干所述型面切片的间距相等,且范围为120mm~160mm;所述型面切片上开孔。
8、作为发明的进一步说明,若干所述切片式定位测量机构的上轮廓面的结构不同,其上轮廓面根据白车身的外形划分,所述切片式定位测量机构为断面切片,所述断面切片上开孔。
9、作为发明的进一步说明,所述工装夹紧机构为大力钳,所述大力钳夹持在型面切片开孔位置处或者断面切片上的开孔位置处。
10、作为发明的进一步说明,所述大力钳的钳口包裹有橡胶介质。
11、另一方面,白车身钣金件试制模检复合工装的制造方法,其特征在于,包括以下步骤:
12、步骤1:基于增材制造的原理将钢材进行纵向切片处理,将金属材垂直切成间距相等的片状;
13、步骤2:根据白车身结构,采用等离子或者激光切割的方式将切片后的金属材进行切割加工,形成切片式型面定位机构,将单个金属板进行切割加工,形成切片式定位测量机构,将切片式型面定位机构和切片式定位测量机构中间开孔。
14、另一方面,白车身钣金件试制模检复合工装的使用方法,其特征在于,包括以下步骤:
15、步骤1:将若干切片式型面定位机构、若干切片式定位测量机构依照白车身结构,间隔性的安装固定在工装支撑机构上,形成整体的试制工装;
16、步骤2:将钣金件各组成片体依次贴附于切片式型面定位机构和切片式定位测量机构的上轮廓面处,并通过工装夹紧机构夹紧,对钣金件各组成片体焊接,形成钣金件试制;
17、步骤3:将钣金件放置于工装上面,观察测量钣金件分别与切片式型面定位机构、切片测量机构的上轮廓面贴附情况,判断钣金件的合格程度及不合格部位,及时修正钣金件的试制精度。
18、与现有技术相比,本发明具有以下有益的技术效果:
19、本发明利用增材制造的原理,对工装进行切片化处理,在重卡白车身试制过程中,缩短了试制周期、降低了开发费用及保证了钣金件的关键尺寸;
20、本发明可实现白车身钣金件手工试制,通过复合工装的定位将钣金件的多个片体按数模要求进行拼接组合焊接,通过工装夹紧结构,完成钣金件试制;
21、本发明根据钣金件在白车身分总成中的匹配关系,模检复合工装同时具备模具和检具功能,在加工制造的同时进行精度检测,进行钣金件匹配面及关键面轮廓度检测,既满足了钣金件的试制需求,又保证了钣金件关键部位的尺寸精度。
技术特征:
1.白车身钣金件试制模检复合工装,其特征在于,包括工装支撑机构、若干切片式型面定位机构、若干切片式定位测量机构和若干工装夹紧机构;
2.如权利要求1所述的白车身钣金件试制模检复合工装,其特征在于,所述工装支撑机构包括工装底座(31),所述工装底座(31)为长方型钢板,所述工装底座(31)上设有若干凹槽孔。
3.如权利要求1所述的白车身钣金件试制模检复合工装,其特征在于,若干所述切片式型面定位机构的上轮廓面的结构不同,其上轮廓面根据白车身的外形划分,各个所述切片式型面定位机构包括若干型面切片,若干所述型面切片的间距相等,且范围为120mm~160mm;所述型面切片上开孔。
4.如权利要求1所述的白车身钣金件试制模检复合工装,其特征在于,若干所述切片式定位测量机构的上轮廓面的结构不同,其上轮廓面根据白车身的外形划分,所述切片式定位测量机构为断面切片,所述断面切片上开孔。
5.如权利要求3或4所述的白车身钣金件试制模检复合工装,其特征在于,所述工装夹紧机构为大力钳,所述大力钳夹持在型面切片开孔位置处或者断面切片上的开孔位置处。
6.如权利要求5所述的白车身钣金件试制模检复合工装,其特征在于,所述大力钳的钳口包裹有橡胶介质。
7.白车身钣金件试制模检复合工装的制造方法,其特征在于,包括以下步骤:
8.白车身钣金件试制模检复合工装的使用方法,其特征在于,包括以下步骤:
技术总结
本发明涉及白车身钣金件试制模检复合工装及其制造、使用方法,包括工装支撑机构、若干切片式型面定位机构、若干切片式定位测量机构和若干工装夹紧机构;本发明利用增材制造的原理,对工装进行切片化处理,在重卡白车身试制过程中,缩短了试制周期、降低了开发费用;本发明根据钣金件在白车身分总成中的匹配关系,模检复合工装同时具备模具和检具功能,在加工制造的同时进行精度检测,进行钣金件匹配面及关键面轮廓度检测,既满足了钣金件的试制需求,又保证了钣金件关键部位的尺寸精度。
技术研发人员:范彬,郭航航,陈二军,贡博,谷雪松
受保护的技术使用者:陕西重型汽车有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!