一种含有凹坑缺陷的蜂窝夹芯板的加工方法与流程
1.本发明属于蜂窝板加工领域,具体涉及一种含有凹坑缺陷的蜂窝夹芯板的加工方法。
背景技术:
2.蜂窝夹芯板是由蜂窝芯和覆盖在蜂窝芯上的面板组成的,面板和蜂窝芯一般都是薄壁结构。在循环使用过程中,凹坑有可能以不同大小、不同位置随机发生在蜂窝夹芯板上。
3.金属蜂窝夹芯结构具有优良的力学性能,广泛应用于航空航天领域。然而,胞壁脱焊、面芯脱焊现象有可能随机存在于制造过程中,撞击现象有可能随机发生在运输或者使用过程中,为便于评估蜂窝夹芯板存在缺陷后的性能,人为制造缺陷,并对其性能进行研究,有利于判断真实使用的蜂窝夹芯板存在缺陷后的实际性能和使用寿命。
4.当前,亟需发展一种含有凹坑缺陷的蜂窝夹芯板的加工方法。
技术实现要素:
5.本发明所要解决的技术问题是提供一种含有凹坑缺陷的蜂窝夹芯板的加工方法。
6.本发明的含有凹坑缺陷的蜂窝夹芯板的加工方法,包括以下步骤:
7.s100.建立蜂窝夹芯板的三维直角坐标系
8.以蜂窝夹芯板边缘处的蜂窝中心为原点,取金属带材冲压蜂窝夹芯结构的带材叠合边为x轴,以与x轴垂直的方向为y轴,以蜂窝夹芯板的高度方向为z轴,依据右手定则构建蜂窝夹芯板三维直角坐标系;定义蜂窝夹芯板在x方向的长度为l
x
,在y方向的长度为ly;定义蜂窝夹芯板的蜂窝边长为l0,蜂窝高度为h0,面板厚度为hf;
9.s200.随机选取凹坑中心位置及深度
10.在蜂窝夹芯板x方向长度[-l0,l
x
]区间内随机选取一个数xi,在蜂窝夹芯板y方向长度[-0.866*l0,ly]区间内随机选取一个数yi,在[0,∞]区间内随机选取一个数zi,根据xi、yi、zi确定球冠凹坑的球心坐标;在[0,h0]区间内随机选取一个数hi作为凹坑深度,则球面半径ri为zi+hi;为便于加工xi、yi、zi、ri精确至0.1mm;
[0011]
s300.获得含有凹坑缺陷的蜂窝夹芯结构
[0012]
将完整的蜂窝夹芯结构进行激光点焊,固定相对位置,根据选取结果,使用球面半径为ri的工装,用电火花加工方式对完整蜂窝夹芯结构进行切除,获得如图2所示的含有凹坑缺陷的蜂窝夹芯结构;
[0013]
s400.获得含有凹坑缺陷的蜂窝面板
[0014]
使用球面半径r
i-hf的工装,对蜂窝面板进行冲压,获得如图3所示的含有凹坑缺陷的蜂窝面板;
[0015]
s500.获得含有凹坑缺陷的蜂窝夹芯板
[0016]
在含有凹坑缺陷的蜂窝夹芯结构和含有凹坑缺陷的蜂窝面板接触位置布置焊料,
将含有凹坑缺陷的蜂窝夹芯结构和含有凹坑缺陷的蜂窝面板进行真空高温钎焊,获得如图4所示的含有凹坑缺陷的蜂窝夹芯板。
附图说明
[0017]
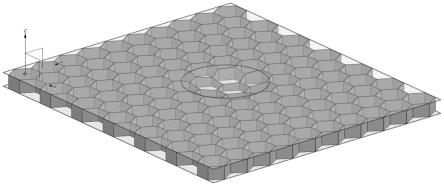
图1为含有凹坑缺陷的蜂窝夹芯板的几何模型;
[0018]
图2为本发明的含有凹坑缺陷的蜂窝夹芯板的加工方法获得的含有凹坑缺陷的蜂窝夹芯结构的几何模型;
[0019]
图3为本发明的含有凹坑缺陷的蜂窝夹芯板的加工方法获得的含有凹坑缺陷的蜂窝面板的几何模型;
[0020]
图4为本发明的含有凹坑缺陷的蜂窝夹芯板的加工方法获得的含有凹坑缺陷的蜂窝夹芯板的几何模型。
具体实施方式
[0021]
以下将结合附图和具体实施例对本发明做进一步详细说明。
[0022]
实施例1
[0023]
如图1所示,某含有凹坑缺陷的蜂窝夹芯板的关键参数为:x方向的长度为l
x
=233.7mm,y方向的长度为ly=206mm,蜂窝边长l0=11.547mm,蜂窝高度h0=9.4mm,面板厚度hf=0.3mm,则总高z=h0+2hf=10mm。
[0024]
s100.建立蜂窝夹芯板的三维直角坐标系
[0025]
以蜂窝夹芯板边缘处的蜂窝中心为原点,取金属带材冲压蜂窝夹芯结构的带材叠合边为x轴,以与x轴垂直的方向为y轴,以蜂窝板的高度方向为z轴,依据右手定则构建蜂窝夹芯板三维直角坐标系;
[0026]
s200.随机选取凹坑中心位置及深度
[0027]
在蜂窝夹芯板x方向长度[-11.547,222.153]区间内随机选取一个数xi,在蜂窝夹芯板y方向长度[-10,196]区间内随机选取一个数yi,在[0,∞]区间内随机选取一个数zi,根据xi、yi、zi确定球冠凹坑的球心坐标,在[0,h0]区间内随机选取一个数hi,作为凹坑深度,则球面半径ri为zi+hi;为便于加工xi、yi、zi、ri精确至0.1mm;假设最终选取结果,xi=100mm、yi=100mm、zi=95mm、hi=5mm,则ri=100mm。
[0028]
s300.获得含有凹坑缺陷的蜂窝夹芯结构将完整蜂窝夹芯结构进行激光点焊,固定相对位置,根据选取结果,使用球面半径为ri=100mm的工装,用电火花加工方式对完整蜂窝夹芯结构进行切除,获得含有凹坑缺陷的蜂窝夹芯结构;
[0029]
s400.获得含有凹坑缺陷的蜂窝面板
[0030]
使用球面半径r
i-hf=99.7mm的工装,用对蜂窝面板进行冲压,获得含有凹坑缺陷的蜂窝面板;
[0031]
s500.获得含凹坑缺陷蜂窝夹芯结构。
[0032]
在含有凹坑缺陷的蜂窝夹芯结构和含有凹坑缺陷的蜂窝面板接触位置布置焊料,将含有凹坑缺陷的蜂窝夹芯结构和含有凹坑缺陷的蜂窝面板进行真空高温钎焊,获得含有凹坑缺陷的蜂窝夹芯板。
[0033]
尽管本发明的实施方案已公开如上,但其并不仅限于说明书和实施方式中所列运
用,它完全可以被适用于各种适合本发明的领域。对于熟悉本领域的人员而言,在不脱离本发明原理的前提下,可容易地实现另外的改进和润饰,例如改为多个凹坑或上下两个面板均有凹坑等,本发明并不限于特定的细节和这里示出与描述的图例。
技术特征:
1.一种含有凹坑缺陷的蜂窝夹芯板的加工方法,其特征在于,包括以下步骤:s100.建立蜂窝夹芯板的三维直角坐标系以蜂窝夹芯板边缘处的蜂窝中心为原点,取金属带材冲压蜂窝夹芯结构的带材叠合边为x轴,以与x轴垂直的方向为y轴,以蜂窝夹芯板的高度方向为z轴,依据右手定则构建蜂窝夹芯板三维直角坐标系;定义蜂窝夹芯板在x方向的长度为l
x
,在y方向的长度为l
y
;定义蜂窝夹芯板的蜂窝边长为l0,蜂窝高度为h0,面板厚度为h
f
;s200.随机选取凹坑中心位置及深度在蜂窝夹芯板x方向长度[-l0,l
x
]区间内随机选取一个数x
i
,在蜂窝夹芯板y方向长度[-0.866*l0,l
y
]区间内随机选取一个数y
i
,在[0,∞]区间内随机选取一个数z
i
,根据x
i
、y
i
、z
i
确定球冠凹坑的球心坐标;在[0,h0]区间内随机选取一个数h
i
作为凹坑深度,则球面半径r
i
为z
i
+h
i
;为便于加工x
i
、y
i
、z
i
、r
i
精确至0.1mm;s300.获得含有凹坑缺陷的蜂窝夹芯结构将完整的蜂窝夹芯结构进行激光点焊,固定相对位置,根据选取结果,使用球面半径为r
i
的工装,用电火花加工方式对完整蜂窝夹芯结构进行切除,获得含有凹坑缺陷的蜂窝夹芯结构;s400.获得含有凹坑缺陷的蜂窝面板使用球面半径r
i-h
f
的工装,对蜂窝面板进行冲压,获得含有凹坑缺陷的蜂窝面板;s500.获得含有凹坑缺陷的蜂窝夹芯板在含有凹坑缺陷的蜂窝夹芯结构和含有凹坑缺陷的蜂窝面板接触位置布置焊料,将含有凹坑缺陷的蜂窝夹芯结构和含有凹坑缺陷的蜂窝面板进行真空高温钎焊,获得含有凹坑缺陷的蜂窝夹芯板。
技术总结
本发明属于蜂窝器加工领域,公开了一种含有凹坑缺陷的蜂窝夹芯板的加工方法。本发明的含有凹坑缺陷的蜂窝夹芯板的加工方法包括以下步骤:建立蜂窝夹芯板的三维直角坐标系;随机选取凹坑中心位置及深度;根据选取结果切除一定高度胞壁获得含有凹坑缺陷的蜂窝夹芯结构;根据选取结果冲压面板获得含有凹坑缺陷的蜂窝面板;将含有凹坑缺陷的蜂窝夹芯结构和含有凹坑缺陷的蜂窝面板进行真空高温钎焊,获得含有凹坑缺陷的蜂窝夹芯板。含有凹坑缺陷的蜂窝夹芯板。含有凹坑缺陷的蜂窝夹芯板。
技术研发人员:马斌 蒋国庆 聂徐庆 陈万华 张浩
受保护的技术使用者:中国空气动力研究与发展中心设备设计与测试技术研究所
技术研发日:2022.08.25
技术公布日:2022/11/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1