一种TC25钛合金锻件β锻的热加工工艺的制作方法
本发明涉及热变形加工,具体涉及钛合金锻造热加工变形工艺。
背景技术:
1、tc25属高温钛合金,名义成分为6al-2mo-2zr-2sn-1w-0.2si,是高合金化的钛合金材料,该合金可在适当的热变形条件、热处理状态下获得较为理想的综合性能;它兼有bt9(tc11)的高热强性和bt8(tc8)的热稳定性。在某工程中,用户根据使用环境的要求,提出了tc25钛合金的锻件需要得到网篮状组织+少量的初生α颗粒(如图1),该类组织具有较高的断裂韧性、冲击值和热稳定性,塑性也比较好。
2、分析该类组织,其锻造时的开锻温度比较高,应该在β相变点以上,但是终锻时的温度控制应该在β相变点以下,才能出现少量的初生等轴α组织。传统的tc25钛合金β锻热加工工艺存在晶粒粗大、α富集相等问题。tc25钛合金β锻工艺时,经过数次β区加热锻造的工艺实验,发现得到的组织类型没有满足技术要求(如图2、3,针状组织比较平直且粗,还有大块α出现),这种组织容易造成性能尤其是室温塑性(δ≥7%,ψ≥15%)和500℃高温强度(σb≥735mpa)均无法满足技术要求。
技术实现思路
1、为了解决传统的tc25钛合金β锻热加工工艺带来的晶粒粗大、α富集相,提高针状组织造成的断面收缩率大幅下降的问题,本发明设计了一种热模β锻热加工工艺。
2、本发明的技术方案是,一种tc25钛合金锻件的β锻工艺,包括棒材制坯→预锻→终锻,包括如下步骤:
3、(1)、制坯工序:在tc25钛合金锻件生产前先对棒坯进行α+β两相区镦拔大变形,总变形量需要控制在60%以上;大变形时棒坯的加热温度在相变点以下40℃~70℃;
4、(2)、预锻工序:
5、①加热温度为t相+(0℃~30℃);加热时间为先在t相-(20℃~50℃)保温2~4小时,确保坯料均热透,然后升温到t相+(0℃~30℃)短时保温0.5~4h;
6、②经过上述加热工艺后,然后进行热模锻压,确保坯料终锻温度也是在α+β相高温区;预锻工序的变形量控制在70%~90%;
7、(3)终锻工序:最后进行热模终锻变形,锻出需要尺寸的锻件;加热温度在近β相区;变形量控制在10%~30%;在接近β相区的模具里进行锻造,控制终锻温度在近β区域。
8、在接近β相区的模具里进行锻造,控制终锻温度在近β区域,避免温度下降厉害,形成大量的初生α颗粒。
9、制坯工序中,总变形量需要控制在60%以上才能确保后面β相区加热时形核结晶能量充分,形成细小β晶粒。α+β两相区的定义就是相变点以下的温度,如tc25的相变点一般在1020℃~1030℃,低于这个温度就是α+β两相区。有的钢种相比点在880℃,那么低于880℃的温度是该钢种的α+β两相区。tc25的相变点一般在1020℃~1030℃,这里的α+β两相区就是指1020℃以下.
10、预锻工序中,采用合适的β相区加热工艺是该工序的关键技术之一;加热时间为先在t相-20℃~50℃保温,确保坯料均热透。在β相区加热时,加热时间不宜太长,温度不宜太高。时间越长、温度越高,晶粒越粗大;时间太短,又不能确保材料内部的温度到达β相区;温度太接近β相变点,有些部位实际温度在α+β相区,达不到β锻的效果。这是由于材料各处微区成分不同,相变点也有所波动(正常波动范围在±5℃)。t相是指β转变的温度。β转变温度的测定采用《gbt23605-2009钛合金β转变温度测定方法》。
11、“t相+(0℃~30℃)”是指比t相高0-30℃。“t相-(20℃~50℃)”是指比t相低20℃~50℃。
12、预锻变形量控制是单道工序的变形量,和后面终锻的变形量累加是总变形量。
13、根据本发明的一种tc25钛合金锻件的β锻工艺,优选的是,步骤(1)所述α+β两相区是指tc25相变点以下的温度。
14、根据本发明的一种tc25钛合金锻件的β锻工艺,优选的是,步骤(1)所述大变形时棒坯的加热温度在相变点以下45℃~65℃。
15、根据本发明的一种tc25钛合金锻件的β锻工艺,优选的是,所述预锻工序,锻后采用强风冷却或水冷的快速方法。为了避免过程中α富集相的析出,锻后采用强风冷却或水冷的快速方法。强风冷却一般时间在1小时以上,至坯料完全冷却。强风冷却采用工业吹风机进行快速冷却。
16、根据本发明的一种tc25钛合金锻件的β锻工艺,优选的是,步骤(2)所述热模锻压,指在有较高温度(接近β相区)的平模上变形,使得坯料温度下降不厉害,确保坯料终锻温度也是在α+β相高温区。
17、根据本发明的一种tc25钛合金锻件的β锻工艺,优选的是,步骤(2)中,加热温度为t相+0℃~30℃;加热时间为先在t相-20℃~50℃保温2~3小时,确保坯料均热透,然后升温到t相+(0℃~30℃)短时保温0.5~2h。
18、根据本发明的一种tc25钛合金锻件的β锻工艺,优选的是,步骤(3)所述终锻中,锻后组织是网篮状基体加5~15%的初生α颗粒。
19、根据本发明的一种tc25钛合金锻件的β锻工艺,优选的是,步骤(3)终锻锻后强风冷却。
20、优选的是,步骤(3)所述β相区即相变点以下0~20℃。
21、有益效果:
22、本发明主要是通过采取β相区加热前的大变形、积蓄大量形核结晶畸变能;合理控制β锻相区的加热工艺(阶梯形加热保温工艺)、加快β锻后的冷却速度来细化β晶粒、控制大块α富集相的析出;在具有较高温度的模具内控制终锻温度和终锻α+β相区的少许变形量,形成细针状组织加5~15%的初生α颗粒来提高断面收缩率。
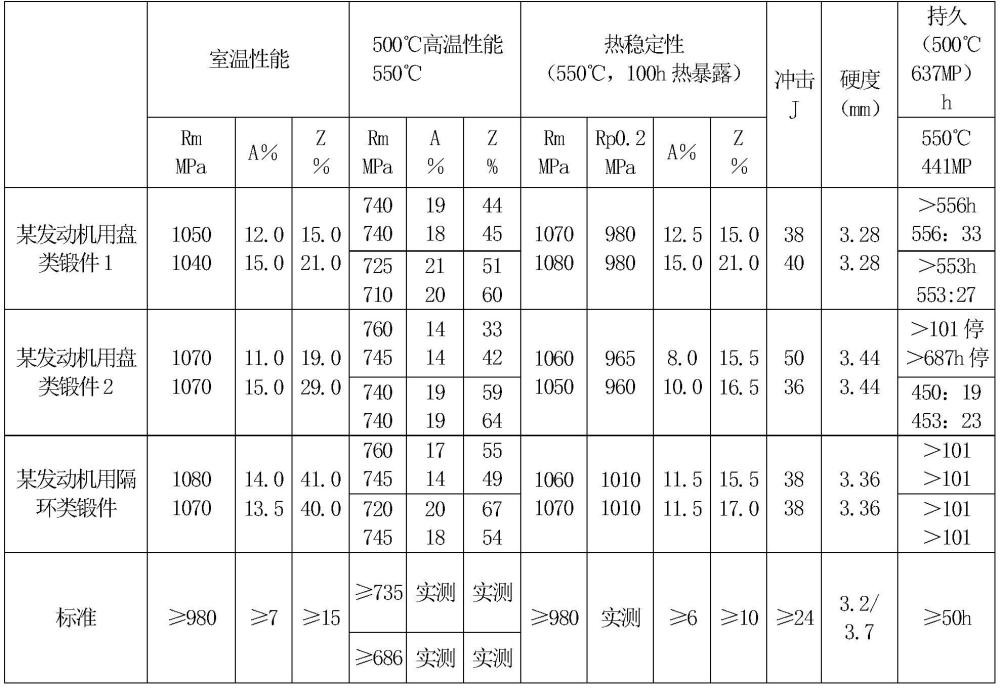
23、根据新型发动机关键部件设计的性能参数需求,本发明提出了一种tc25钛合金锻件β锻的热加工工艺,解决了常规β锻热加工工艺的组织粗大、塑性低的技术问题,采用本发明设计的tc25钛合金锻件β锻热加工工艺,可以确保发动机用tc25关键锻件的组织和性能均满足相应的技术指标。
技术特征:
1.一种tc25钛合金锻件的β锻工艺,包括棒材制坯→预锻→终锻,其特征在于:包括如下步骤:
2.根据权利要求1的一种tc25钛合金锻件的β锻工艺,其特征在于:步骤(1)所述α+β两相区是指tc25相变点以下的温度。
3.根据权利要求1的一种tc25钛合金锻件的β锻工艺,其特征在于:步骤(1)所述大变形时棒坯的加热温度在相变点以下45℃~65℃。
4.根据权利要求1的一种tc25钛合金锻件的β锻工艺,其特征在于:步骤(2)所述预锻工序,锻后采用强风冷却或水冷的快速方法。
5.根据权利要求1的一种tc25钛合金锻件的β锻工艺,其特征在于:步骤(2)所述热模锻压,指在有较高温度(接近β相区)的平模上变形,使得坯料温度下降不厉害,确保坯料终锻温度也是在α+β相高温区。
6.根据权利要求1的一种tc25钛合金锻件的β锻工艺,其特征在于:步骤(2)中,加热温度为t相+0℃~30℃;加热时间为先在t相-20℃~50℃保温2~3小时,确保坯料均热透,然后升温到t相+(0℃~30℃)短时保温0.5~2h。
7.根据权利要求1的一种tc25钛合金锻件的β锻工艺,其特征在于:步骤(3)所述终锻中,锻后组织是网篮状基体加5~15%的初生α颗粒。
8.根据权利要求1的一种tc25钛合金锻件的β锻工艺,其特征在于:步骤(3)终锻锻后强风冷却。
9.根据权利要求1的一种tc25钛合金锻件的β锻工艺,其特征在于:步骤(3)所述β相区即相变点以下0~20℃。
技术总结
本发明公开了一种TC25钛合金锻件的β锻工艺,包括如下步骤:制坯:在TC25钛合金锻件生产前先对棒坯进行α+β两相区镦拔大变形,总变形量需要控制在60%以上;大变形时棒坯的加热温度在相变点以下40℃~70℃;预锻:加热温度为T相+0℃~30℃;加热时间为先在T相-20℃~50℃保温2~4小时,然后升温到T相+(0℃~30℃)短时保温0.5~4h;经过上述加热工艺后,然后进行热模锻压,预锻工序的变形量控制在70%~90%;终锻:进行热模终锻变形,锻出需要尺寸的锻件;加热温度在近β相区,变形量控制在10%~30%;在接近β相区的模具里进行锻造,控制终锻温度在近β区域,避免温度下降厉害,形成大量的初生α颗粒。解决了常规β锻热加工工艺的组织粗大、塑性低的技术问题,采用本发明设计的TC25钛合金锻件β锻热加工工艺,可以确保发动机用TC25关键锻件的组织和性能均满足相应的技术指标。
技术研发人员:闵新华,于卫敏,张安琴,计波,徐斌,孟庆通,王文兵,吴英彦,孙继锋
受保护的技术使用者:宝武特冶钛金科技有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!