一种薄板电阻点焊设备及点焊方法与流程
本发明属于薄板电阻电焊,具体涉及一种薄板电阻点焊设备及点焊方法。
背景技术:
1、电阻点焊是工件组合后通过电极施加压力,利用电流通过接头的接触面积及邻近区域产生的电阻热进行焊接的方法。它因具有焊接速度快、易于实现机械自动化及操作简单等优点,被广泛用于航空航天、电子技术、汽车制造等领域。
2、目前,薄板焊接生产中,电阻点焊位置固定,导致在焊接不同规格薄板时往往会出现焊接位置准确,导致薄板焊接质量不佳,带来不必要的成本消耗。因此,亟需一种薄板电阻点焊设备及点焊方法。
技术实现思路
1、本发明的目的在于提供一种薄板电阻点焊设备及点焊方法,通过移动工作箱的使用位置改变焊接位置,并通过移动保护架来对上电极的使用焊接位置和焊接数量进行控制,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
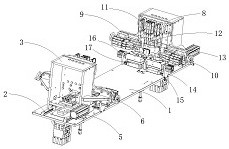
3、一种薄板电阻点焊设备,包括工作板、工作箱和焊接薄板工件,所述工作箱设置有两组,且两组工作箱滑动安装在工作板表面左右两侧,工作箱底部电性连接有第一供电设备;
4、两组所述工作箱对应侧栓接有安装架,所述安装架外表面上部栓接安装有第一安装座,所述安装架外表面前后侧栓接安装有第二安装座,所述第一安装座和第二安装座外部滑动安装有若干组保护架,所述保护架输出侧设置有上电极,所述上电极末端安装有上电极铜帽;
5、所述工作板上表面左右两两对称安装有四组定位板所述工作板上部对应定位板位置安装有四组定位块,所述工作板左侧两组定位块间隔位置和右侧两组定位块间隔位置均设置有下铜电极;
6、所述焊接薄板工件两端分别放置在定位块上表面,且焊接薄板工件左右两端面特和下铜电极外表面。
7、优选的,所述工作板上表面左右两两对称安装有第一滑动导轨,所述工作箱底部开设有滑槽,所述工作箱通过滑槽与第一滑动导轨滑动连接,所述工作板上表面工作箱前侧贴合安装有定位架,所述定位架上部卡接安装有第一气缸,所述第一气缸伸缩末端固定连接安装架表面。
8、优选的,所述工作板上表面对应定位块位置贴合安装有第二滑动导轨,所述定位块滑动安装在第二滑动导轨外部,所述定位板上部卡接安装有第二气缸,所述第二气缸伸缩末端贴合安装在定位块外表面。
9、优选的,所述工作板对应下铜电极位置贯穿开设有安装孔,所述安装孔内部卡接安装有第二供电设备,所述第二供电设备输出端安装有连接杆,所述连接杆顶端安装有下铜电极,所述下铜电极与第二供电设备电性连接。
10、优选的,所述下铜电极内部设置有若干组铜球焊极,所述下铜电极外部卡接安装有铜球压板,且铜球压板压紧铜球焊极,所述铜球焊极外弧面从铜球压板内部伸出。
11、本发明该提供了一种薄板电阻点焊设备的点焊方法,具体步骤为:
12、s1、将需要焊接的焊接薄板工件的堆叠放置在装置内部;
13、s2、根据焊接需求调整上电极使用位置和使用个数;
14、s3、在确定焊接需求后通电为上电极和下铜电极提供焊接条件,调整电压、电阻,电阻点焊的焊接压力为400n~1200n,焊接电流为10ka~28ka,焊接时间为0.3s~1.0s。
15、优选的,所述焊接薄板工件下表面因贴合定位块上表面,且焊接薄板工件抵紧铜球压板接触铜球焊极,在安放焊接薄板工件时可以调节定位块间距,达到稳定放置焊接薄板工件的目的。
16、优选的,所述保护架可以在第一安装座外部滑动,用于改变上电极的使用位置,并可以通过控制把手控制第二安装座的使用位置,进而保证侧边上电极的焊接稳定。
17、优选的,在所述上电极位置和数量调整完毕后,第一供电设备和第二供电设备启动,使焊接薄板工件被上电极平面接触且紧密压在铜球焊极上,并且焊接薄板工件内部与铜球焊极为点接触完成产品焊接。
18、综上所述,由于采用了上述技术,本发明的有益效果是:
19、本发明中,通过第一气缸工作控制工作箱在第一滑动导轨上部进行滑动,进而适应不同焊接薄板工件的长度,使焊接位置可以得到控制,在焊接薄板工件放置在定位块上部后,下铜电极能够抵紧焊接薄板工件一端完成抵紧限位,增加焊接时的稳定性,同时也方便焊接完成后的取放工作。
20、本发明中,通过安装架对第一安装座和第二安装座限位,通过第一安装座和第二安装座来对保护架进行有效限位,可以根据不同的加工需求完成对上电极的移动,使焊接更加牢固有效。
技术特征:
1.一种薄板电阻点焊设备,包括工作板(1)、工作箱(3)和焊接薄板工件(24),其特征在于:所述工作箱(3)设置有两组,且两组工作箱(3)滑动安装在工作板(1)表面左右两侧,工作箱(3)底部电性连接有第一供电设备(7);
2.根据权利要求1所述的一种薄板电阻点焊设备,其特征在于:所述工作板(1)上表面左右两两对称安装有第一滑动导轨(2),所述工作箱(3)底部开设有滑槽,所述工作箱(3)通过滑槽与第一滑动导轨(2)滑动连接,所述工作板(1)上表面工作箱(3)前侧贴合安装有定位架(4),所述定位架(4)上部卡接安装有第一气缸(5),所述第一气缸(5)伸缩末端固定连接安装架(6)表面。
3.根据权利要求2所述的一种薄板电阻点焊设备,其特征在于:所述工作板(1)上表面对应定位块(17)位置贴合安装有第二滑动导轨(15),所述定位块(17)滑动安装在第二滑动导轨(15)外部,所述定位板(14)上部卡接安装有第二气缸(16),所述第二气缸(16)伸缩末端贴合安装在定位块(17)外表面。
4.根据权利要求3所述的一种薄板电阻点焊设备,其特征在于:所述工作板(1)对应下铜电极(21)位置贯穿开设有安装孔(18),所述安装孔(18)内部卡接安装有第二供电设备(19),所述第二供电设备(19)输出端安装有连接杆(20),所述连接杆(20)顶端安装有下铜电极(21),所述下铜电极(21)与第二供电设备(19)电性连接。
5.根据权利要求4所述的一种薄板电阻点焊设备,其特征在于:所述下铜电极(21)内部设置有若干组铜球焊极(23),所述下铜电极(21)外部卡接安装有铜球压板(22),且铜球压板(22)压紧铜球焊极(23),所述铜球焊极(23)外弧面从铜球压板(22)内部伸出。
6.一种根据权利要求1-5任意一项所述的薄板电阻点焊设备的点焊方法,其特征在于:具体步骤为:
7.根据权利要求6所述的一种薄板电阻点焊设备的点焊方法,其特征在于:所述焊接薄板工件(24)下表面因贴合定位块(17)上表面,且焊接薄板工件(24)抵紧铜球压板(22)接触铜球焊极(23),在安放焊接薄板工件(24)时可以调节定位块(17)间距,达到稳定放置焊接薄板工件(24)的目的。
8.根据权利要求6所述的一种薄板电阻点焊设备的点焊方法,其特征在于:所述保护架(11)可以在第一安装座(8)外部滑动,用于改变上电极(12)的使用位置,并可以通过控制把手(10)控制第二安装座(9)的使用位置,进而保证侧边上电极(12)的焊接稳定。
9.根据权利要求6所述的一种薄板电阻点焊设备的点焊方法,其特征在于:在所述上电极(12)位置和数量调整完毕后,第一供电设备(7)和第二供电设备(19)启动,使焊接薄板工件(24)被上电极(12)平面接触且紧密压在铜球焊极(23)上,并且焊接薄板工件(24)内部与铜球焊极(23)为点接触完成产品焊接。
技术总结
本发明公开了一种薄板电阻点焊设备及点焊方法,包括工作板、工作箱和焊接薄板工件,所述工作箱设置有两组,且两组工作箱滑动安装在工作板表面左右两侧,工作箱底部电性连接有第一供电设备;两组所述工作箱对应侧栓接有安装架,所述安装架外表面上部栓接安装有第一安装座,所述安装架外表面前后侧栓接安装有第二安装座,所述第一安装座和第二安装座外部滑动安装有若干组保护架,所述保护架输出侧设置有上电极。通过第一气缸工作控制工作箱在第一滑动导轨上部进行滑动,进而适应不同焊接薄板工件的长度,使焊接位置可以得到控制,在焊接薄板工件放置在定位块上部后,下铜电极能够抵紧焊接薄板工件一端完成抵紧限位,增加焊接时的稳定性。
技术研发人员:毛忠喜
受保护的技术使用者:昆山小为云智能科技有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!