一种液压连通管焊接用装夹定位装置的制作方法
本发明涉及管路加工设备,特别涉及一种液压连通管焊接用装夹定位装置。
背景技术:
1、在液压系统或其他液体输送系统中,常常需要各种形状和延伸路径的连通管作为其中重要的连接支点。
2、结构复杂的连通管通常需要将多个部件焊接在一起,传统生产中,通常是将各个部件逐个依次焊接,需要多个焊接工装辅助装夹定位,装夹次数多,操作步骤较多,较为繁琐,效率较低。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种液压连通管焊接用装夹定位装置。
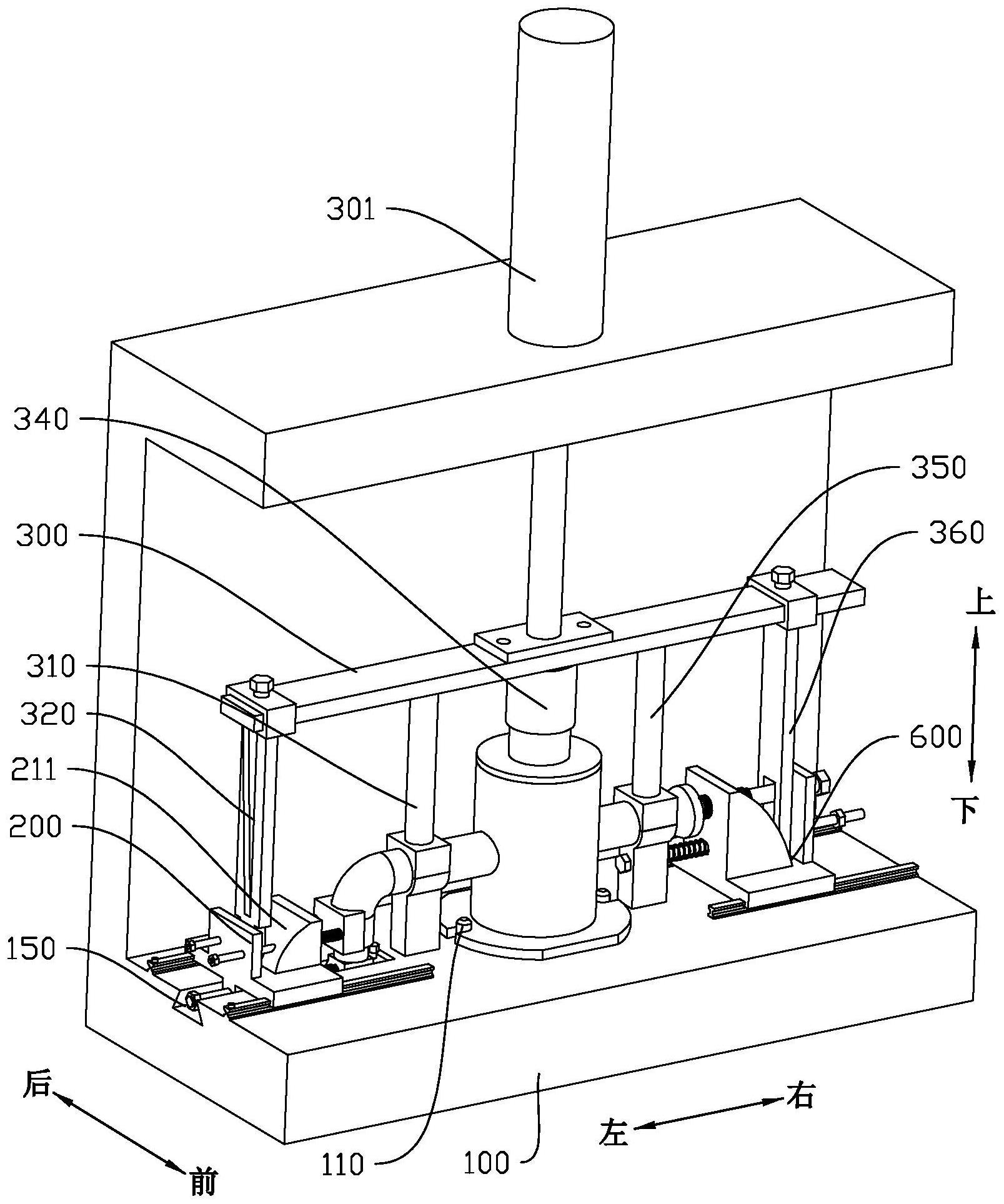
2、根据本发明第一方面实施例的一种液压连通管焊接用装夹定位装置,包括:工作台,上表面设有用于给法兰盘定位的第一定位结构、用于给主管定位的第二定位结构、用于支撑位于主管左侧的第一支管的第一支撑座;第一弹性抵压座,沿左右水平方向滑动安装于工作台,能朝右滑动至水平压紧第一支管;上压板,连接有驱动其升降的驱动机构,底面设有第一下压头和第一推板,所述第一下压头用于配合第一支撑座压紧第一支管,所述第一推板用于下降时推动第一弹性抵压座朝右水平滑动并压紧第一支管。
3、根据本发明实施例的一种液压连通管焊接用装夹定位装置,至少具有如下有益效果:通过第一定位结构和第二定位结构对法兰盘、主管进行定位,再利用第一支撑座和第一下压头对第一支管上下压紧,利用第一弹性抵压座对第一支管进行水平压紧,实现水平方向的定位;且由于第一推板能带动第一弹性抵压座压紧第一支管,使得上下压紧和水平压紧同步进行且采用同一个动力源(驱动机构),实现了两个步骤的协同一致和节约了驱动机构;实现多个部件的装夹定位,一次焊接可实现多个部件的连接,减少了焊接步骤,提高了效率。
4、根据本发明的一些实施例,所述第一弹性抵压座包括第一滑动座、第一弹性压头,所述第一滑动座沿左右水平方向滑动安装于工作台,所述第一弹性压头沿左右水平方向弹性活动安装于第一滑动座,所述第一推板与第一滑动座接触并下降时,能推动第一滑动座朝右滑动,以带动第一弹性压头弹性压紧第一支管。
5、根据本发明的一些实施例,所述第一滑动座具有第一弧面,所述第一推板与第一弧面接触并继续下降时能推动第一滑动座朝右滑动。
6、根据本发明的一些实施例,所述第一弹性压头左侧设有部分穿设于第一滑动座的第一导柱,所述第一导柱上套设有第一压簧,所述第一压簧两端分别与第一滑动座和第一弹性压头接触,所述第一导柱左端穿过第一滑动座并安装有第一螺母。
7、根据本发明的一些实施例,还包括管口定位座和抵靠座,所述管口定位座设有管口定位柱,所述管口定位柱用于对第一支管朝下的管口进行定位,所述管口定位座和抵靠座沿同一直线左右水平滑动安装于工作台,所述抵靠座能滑动并通过固定件实现位置固定,所述管口定位座右侧能与抵靠座相抵。
8、根据本发明的一些实施例,所述管口定位座左侧设有螺纹柱,所述螺纹柱活动穿设于第一滑动座,所述螺纹柱上套设有第二压簧,第二压簧两端分别与管口定位座和第一滑动座相抵,所述螺纹柱左端穿过第一滑动座并连接有第二螺母,所述第一推板脱离所述第一滑动座时,在第二压簧的作用下,所述第一螺母与第一滑动座相抵,所述第一弹性压头脱离第一支撑座上的第一支管。
9、根据本发明的一些实施例,所述工作台上表面设有滑槽,所述管口定位座和抵靠座均滑动安装于滑槽,所述固定件为螺纹连接在抵靠座并能与滑槽内壁相抵的紧定螺钉。
10、根据本发明的一些实施例,所述上压板上设有定心柱,所述定心柱用于插入主管上端的端板和第三支管的中心孔,所述定心柱上端外周设有抵压轴,所述抵压轴下降能将端板和第三支管压紧。
11、根据本发明的一些实施例,还包括第二弹性抵压座,所述第二弹性抵压座包括第二滑动座、第二弹性压头,所述第二滑动座沿左右水平方向滑动安装于工作台,所述第二弹性压头沿左右水平方向弹性活动安装于第二滑动座,所述上压板底面设有第二推板,所述第二滑动座具有第二弧面,所述工作台设有用于支撑位于主管右侧的第二支管的第二支撑座,所述第二推板与第二弧面接触并下降时,能推动第二滑动座朝左滑动,以带动第二弹性压头弹性压紧第二支管。
12、根据本发明的一些实施例,所述第二支撑座螺纹穿设有螺杆,所述螺杆右端穿过第二滑动座并连接有第三螺母,所述螺杆套设有第三压簧,所述第三压簧两端分别与第二支撑座和第二滑动座相抵;所述第二推板脱离第二滑动座时,在第三压簧的作用下,所述第二弹性压头脱离第二支管。
13、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种液压连通管焊接用装夹定位装置,其特征在于,包括:
2.根据权利要求1所述的液压连通管焊接用装夹定位装置,其特征在于:所述第一弹性抵压座(200)包括第一滑动座(210)、第一弹性压头(220),所述第一滑动座(210)沿左右水平方向滑动安装于工作台(100),所述第一弹性压头(220)沿左右水平方向弹性活动安装于第一滑动座(210),所述第一推板(320)与第一滑动座(210)接触并下降时,能推动第一滑动座(210)朝右滑动,以带动第一弹性压头(220)弹性压紧第一支管(103)。
3.根据权利要求2所述的液压连通管焊接用装夹定位装置,其特征在于:所述第一滑动座(210)具有第一弧面(211),所述第一推板(320)与第一弧面(211)接触并继续下降时能推动第一滑动座(210)朝右滑动。
4.根据权利要求2所述的液压连通管焊接用装夹定位装置,其特征在于:所述第一弹性压头(220)左侧设有部分穿设于第一滑动座(210)的第一导柱(221),所述第一导柱(221)上套设有第一压簧(222),所述第一压簧(222)两端分别与第一滑动座(210)和第一弹性压头(220)接触,所述第一导柱(221)左端穿过第一滑动座(210)并安装有第一螺母(223)。
5.根据权利要求4所述的液压连通管焊接用装夹定位装置,其特征在于:还包括管口定位座(400)和抵靠座(500),所述管口定位座(400)设有管口定位柱(410),所述管口定位柱(410)用于对第一支管(103)朝下的管口进行定位,所述管口定位座(400)和抵靠座(500)沿同一直线左右水平滑动安装于工作台(100),所述抵靠座(500)能滑动并通过固定件实现位置固定,所述管口定位座(400)右侧能与抵靠座(500)相抵。
6.根据权利要求5所述的液压连通管焊接用装夹定位装置,其特征在于:所述管口定位座(400)左侧设有螺纹柱(420),所述螺纹柱(420)活动穿设于第一滑动座(210),所述螺纹柱(420)上套设有第二压簧(421),第二压簧(421)两端分别与管口定位座(400)和第一滑动座(210)相抵,所述螺纹柱(420)左端穿过第一滑动座(210)并连接有第二螺母(422),所述第一推板(320)脱离所述第一滑动座(210)时,在第二压簧(421)的作用下,所述第一螺母(223)与第一滑动座(210)相抵,所述第一弹性压头(220)脱离第一支撑座(130)上的第一支管(103)。
7.根据权利要求5所述的液压连通管焊接用装夹定位装置,其特征在于:所述工作台(100)上表面设有滑槽(150),所述管口定位座(400)和抵靠座(500)均滑动安装于滑槽(150),所述固定件为螺纹连接在抵靠座(500)并能与滑槽(150)内壁相抵的紧定螺钉(510)。
8.根据权利要求1所述的液压连通管焊接用装夹定位装置,其特征在于:所述上压板(300)上设有定心柱(330),所述定心柱(330)用于插入主管(102)上端的端板(105)和第三支管(106)的中心孔,所述定心柱(330)上端外周设有抵压轴(340),所述抵压轴(340)下降能将端板(105)和第三支管(106)压紧。
9.根据权利要求1所述的液压连通管焊接用装夹定位装置,其特征在于:还包括第二弹性抵压座(600),所述第二弹性抵压座(600)包括第二滑动座(610)、第二弹性压头(620),所述第二滑动座(610)沿左右水平方向滑动安装于工作台(100),所述第二弹性压头(620)沿左右水平方向弹性活动安装于第二滑动座(610),所述上压板(300)底面设有第二推板(360),所述第二滑动座(610)具有第二弧面(611),所述工作台(100)设有用于支撑位于主管(102)右侧的第二支管(104)的第二支撑座(140),所述第二推板(360)与第二弧面(611)接触并下降时,能推动第二滑动座(610)朝左滑动,以带动第二弹性压头(620)弹性压紧第二支管(104)。
10.根据权利要求9所述的液压连通管焊接用装夹定位装置,其特征在于:所述第二支撑座(140)螺纹穿设有螺杆(630),所述螺杆(630)右端穿过第二滑动座(610)并连接有第三螺母(632),所述螺杆(630)套设有第三压簧(631),所述第三压簧(631)两端分别与第二支撑座(140)和第二滑动座(610)相抵;所述第二推板(360)脱离第二滑动座(610)时,在第三压簧(631)的作用下,所述第二弹性压头(620)脱离第二支管(104)。
技术总结
本发明公开了一种液压连通管焊接用装夹定位装置,包括:工作台,上表面设有用于给法兰盘定位的第一定位结构、用于给主管定位的第二定位结构、用于支撑位于主管左侧的第一支管的第一支撑座;第一弹性抵压座,能朝右滑动至水平压紧第一支管;上压板,连接有驱动其升降的驱动机构,底面设有第一下压头和第一推板,第一推板用于下降时推动第一弹性抵压座朝右水平滑动并压紧第一支管。本发明通过第一定位结构和第二定位结构对法兰盘、主管进行定位,再利用第一支撑座和第一下压头对第一支管上下压紧,利用第一弹性抵压座对第一支管进行水平压紧,实现水平方向的定位,实现多个部件的装夹定位。
技术研发人员:刘美圆,林饶平,李裕华,银果
受保护的技术使用者:湖南福事特液压机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!