一种连铸坯热塑性试样精确加工用夹持装置的制作方法
1.本发明属于连铸坯热塑性实验技术领域,具体是一种连铸坯热塑性试样精确加工用夹持装置。
背景技术:
2.连铸坯是转炉或电炉炼成的钢水经过连铸机铸造后得到的产品;在连铸坯的缺陷中,中间裂纹、角部裂纹和表面横裂纹是连铸的主要缺陷,裂纹的产生在钢水与钢的高温特性及凝固过程中各种力学行为有关,当连铸过程参数恶化造成钢的高温变形超过其高温热塑性要求就会在铸坯表面和内部产生裂纹。
3.检验铸坯高温塑性通常使用热模拟机进行实验,将试样加工后在金相和电子显微镜下进行检验,热模拟机实验后试样头部呈近圆锥状,在金相切割机内对其横向和纵向切割时很难稳定夹持,无法进行精确定位和切割,容易切斜,造成试样无法进一步分析,而且一组热模拟机实验需要30~40根试样,一根一根切割会浪费大量人力、物力和时间。
技术实现要素:
4.为了克服现有的不足,本技术实施例提供一种连铸坯热塑性试样精确加工用夹持装置。
5.本技术实施例解决其技术问题所采用的技术方案是:
6.一种连铸坯热塑性试样精确加工用夹持装置,包括:包括夹持装置本体、主夹具、定位卡片、滑块、传动丝杆、辅助杆和限位齿轮;
7.所述主夹具滑动式装配于夹持装置本体内壁之间的区域,所述滑块装配于主夹具两端,且主夹具内壁开设有凹槽,供所述滑块装入,所述定位卡片设置于凹槽的端口处;
8.所述传动丝杆和辅助杆分别设置于两组凹槽内,并与定位卡片连接,并贯穿所述滑块,所述限位齿轮装配于传动丝杆延伸到凹槽外的一端,且限位齿轮用于对传动丝杆限位。
9.在一种可能的实现方式中,所述夹持装置本体上的凹槽用于定位主夹具,使所述主夹具作前后线性滑动,所述夹持装置本体的上表面设置有精度为0.5mm的标尺。
10.在一种可能的实现方式中,所述主夹具的表面开设有若干试样孔,且各个所述试样孔的一侧均螺旋式装配有螺栓,用于定位放入试样孔内的试样。
11.在一种可能的实现方式中,所述主夹具两端与滑块连接的位置处设为定位凹槽。
12.在一种可能的实现方式中,所述主夹具表面还刻设有切割定位线。
13.其中,所述滑块的一侧与定位凹槽相嵌合,并通过螺丝固定,所述滑块的另一侧供对应的传动丝杆或辅助杆穿过。
14.在一种可能的实现方式中,所述传动丝杆与滑块螺旋式连接,所述辅助杆贯穿对应的滑块。
15.在一种可能的实现方式中,所述限位齿轮包含两组相互啮合的齿圈,其中一组所
述齿圈与传动丝杆固定连接,另一组所述齿圈插装于夹持装置本体表面。
16.本技术的有益效果为:
17.本方案中,利用该夹持装置可将圆柱形或头部近似锥形的试样,在金相切割机内,沿横向或纵向进行精确切割,具有精度高、夹持方便、可实现批量化切割的优点,工作人员能方便、快捷、省力的完成对试样的加工处理。
附图说明
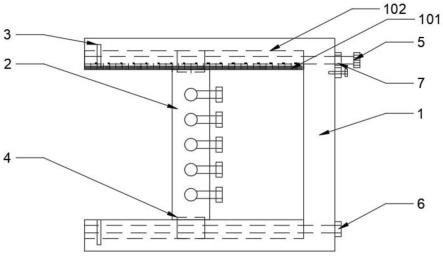
18.图1为本发明的整体结构示意图;
19.图2为本发明的主夹具结构正视图;
20.图3为本发明的主夹具结构侧视图;
21.图4为本发明的限位齿轮结构正视图;
22.图5为本发明的限位齿轮结构侧视图。
23.附图说明:1、夹持装置本体;101、标尺;102、凹槽;2、主夹具;201、试样孔;202、螺栓;203、定位凹槽;204、切割定位线;3、定位卡片;4、滑块;5、传动丝杆;6、辅助杆;7、限位齿轮。
具体实施方式
24.本技术实施例通过提供一种连铸坯热塑性试样精确加工用夹持装置。
25.本技术实施例中的技术方案为解决上述背景技术的问题,总体思路如下:
26.实施例1:
27.本实施例给出一种连铸坯热塑性试样精确加工用夹持装置的具体结构,包括:包括夹持装置本体1、主夹具2、定位卡片3、滑块4、传动丝杆5、辅助杆6和限位齿轮7,
28.主夹具2滑动式装配于夹持装置本体1内壁之间的区域,滑块4装配于主夹具2两端,且主夹具2内壁开设有凹槽102,供滑块4装入,定位卡片3设置于凹槽102的端口处;
29.传动丝杆5和辅助杆6分别设置于两组凹槽102内,并与定位卡片3连接,并贯穿滑块4,限位齿轮7装配于传动丝杆5延伸到凹槽102外的一端,且限位齿轮7用于对传动丝杆5限位。
30.在一些示例中,夹持装置本体1上的凹槽102用于定位主夹具2,使主夹具2作前后线性滑动,夹持装置本体1的上表面设置有精度为0.5mm的标尺101,该处的标尺101方便工作人员进行观察各个试样移动的距离。
31.在一些示例中,主夹具2的表面开设有若干试样孔201,给出的试样孔201数量具体为5组,如图1-图3所示,且各个试样孔201的一侧均螺旋式装配有螺栓202,用于定位放入试样孔201内的试样。
32.在一些示例中,主夹具2两端与滑块4连接的位置处设为定位凹槽203;该处的定位凹槽203与滑块4相匹配。
33.其中,主夹具2表面还刻设有切割定位线204;
34.滑块4的一侧与定位凹槽203相嵌合,并通过螺丝固定,滑块4的另一侧供对应的传动丝杆5或辅助杆6穿过,具体为:
35.如图1即可看出,位于上方的滑块4与传动丝杆5螺丝连接,在转动传动丝杆5时,确
保传动丝杆5位置不动,使得滑块4带动整个主夹具2在凹槽102的限位作用下进行平移式活动;
36.位于下方的滑块4则受到辅助杆6的限位。
37.在一些示例中,传动丝杆5与滑块4螺旋式连接,辅助杆6贯穿对应的滑块4,该处的辅助杆6外表面光滑,起到辅助作用。
38.在一些示例中,限位齿轮7包含两组相互啮合的齿圈,其中一组齿圈与传动丝杆5固定连接,另一组齿圈插装于夹持装置本体1表面。
39.如图5即可看出,右侧的齿圈带动上下拨动的杆体,使得该齿圈可与左侧的齿圈分离。
40.具体的装配过程为:
41.第一步,通过螺丝和定位销将滑块4分别固定在主夹具2两侧;
42.第二步,将热模拟机实验后的试样选取5个放在主夹具2的试样孔201中,利用侧面的螺栓202将各个试样进行固定;
43.第三步,将滑块4放入夹持装置本体1的凹槽102内,滑动至待切割附近的位置;
44.第四步,将辅助杆6和传动丝杆5装入凹槽102,并连接滑块4,利用定位卡片3使辅助杆6和传动丝杆5进入夹持装置本体1内;
45.第五步,将夹持装置本体1固定在金相切割机内,通过调节传动丝杆5,将试样精确调节到切割位置;
46.第六步,将限位齿轮7中位于下方的一组齿圈按下(如图1所示),使得两组齿圈相互啮合,呈现图1所示的状态,从而限制传动丝杆5转动,继而限制切割过程试样的位置,然后沿试样的纵向面进行切割;
47.第七步,将夹持装置本体1垂直放置在金相切割机内进行切割,将试样切断,试样切割完成;
48.第八步,取下传动丝杆5和辅助杆6,将主夹具2取出并去除残余试样,然后重复第二步至七步的步骤,进行第二次切割,如此反复进行。
49.工作原理为:
50.通过螺丝和定位销将滑块4安装在主夹具2两侧,将试样固定在主夹具2上,通过辅助杆6、传动丝杆5和定位卡片3将主夹具2安装在夹持装置本体1上,让后将夹持装置本体1固定在金相切割机内,通过调节传动丝杆5精确控制试样切割位置,按下限位齿轮7限制传动丝杆5转动,从而达到精确切割的目的,每次切割可批量放置多个试样,纵向切割时将夹持装置水平放置,横向切割时将夹持装置垂直限位朝上放置即可。
51.通过采用上述技术方案:
52.利用该夹持装置可将圆柱形或头部近似锥形的试样,在金相切割机内,沿横向或纵向进行精确切割,具有精度高、夹持方便、可实现批量化切割的优点,工作人员能方便、快捷、省力的完成对试样的加工处理。
53.最后应说明的是:显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1