一种采用激光阻值精修的合金电阻的设备与方法与流程
1.本发明涉及半导体制造的技术领域,具体涉及一种采用激光阻值精修的合金电阻的设备与方法。
背景技术:
2.传统的合金料片阻值精修是使用磨头磨削合金料片的电阻本体,在工作时会产生刺耳的噪音和伴随着较多的金属碎屑,而金属碎屑较大而重不能及时的被吸尘器吸走从而在设备上堆积废屑。在磨削合金时磨头会接触电阻本体,在特定的情况下会造成微欧计的误判。磨头属于易损件需要频繁的更换。
技术实现要素:
3.针对现有技术的不足,本发明旨在提供一种采用激光阻值精修的合金电阻的设备,通过本发明实现在不破坏外观产生缺口的同时从而减少电阻本体的体积以达到阻值精修的目的。
4.为了实现上述目的,本发明采用如下技术方案:
5.一种采用激光阻值精修的合金电阻的设备,所述设备具有机柜,以及设置于所述机柜中的检测与阻值精修工位和激光头焦距调整组件;所述检测与阻值精修工位包括针架支架、测试针架和料条工位,所述激光头焦距调整组件的激光头位于所述检测与阻值精修工位的上方。
6.需要说明的是,所述料条工位上设有用于固定合金电阻料条的夹具。
7.本发明还提供一种实现采用激光阻值精修的合金电阻的设备的方法,所述方法包括以下步骤:
8.s1将所需要分选外观的合金电阻料条从上工序取出,放入激光阻值精设备进行阻值精修;
9.s2将合金电阻料条按类别分方向平整摆放在对应的专用的工装板上;
10.s3打开设备,选择对应的产品型号文件;
11.s4将装好料条的工装板,摆放在检测与阻值精修工位,并使用夹具夹稳固定;
12.s5在新的电阻需要进行阻值精修是,需要进行调机,首先将摆好合金电阻的工装装上料条工位,打开计算机里的激光镭射软件,新建新的型号名,设置所需要的各项参数以及修阻图形,打开激光头的红光指示位与和合金电阻所需要扫射的位置进行校准,校准完成后按下标刻按键进行激光扫射
13.s6将分选好的产品打包做好标识,做好流转下一工序的准备。
14.需要说明的是,在调机的过程,会出现扫射过后合金电阻表面过烧或者扫射量过少的现象,需点击扫射的图形在界面右方调整扫射时激光头的功率,在调整完成后保存当前文件。
15.需要说明的是,精修后的合金电阻料条的热电动势为≤1μv/℃,寄生电感低至
1nh,响应速度快,极限电流负载阻值差值1.8
‰
之内,通电负载表面最大温度比常规产品低4-10℃。
16.本发明的有益效果在于:
17.1、生产过程安全环保,成本低、效率高、操作简单、能耗小以及非接触式的加工方式是作业过程的重点。
18.2、激光镭射阻值精修具有操作简单(只要在计算机软件内设置好参数以及修阻图形即可)、稳定性好、精度高,有效提高工作效率的优势。
19.3、采用非接触式加工:激光头无需直接接触工件表面,可以避免工件外观的损伤。
20.4、镭射阻值精修系统具有极高的工作效率,激光扫射速度可达 12000mm/s。非特殊性修阻能在几秒内完成。
21.5、镭射阻值精修系统:由伺服电机、主轴、激光头、测试针架及相关配件组成,实现阻值精修系统平稳且高效的工作。
22.6、产品外表无工艺性缺口,很好地预防性能方面的缺陷。
附图说明
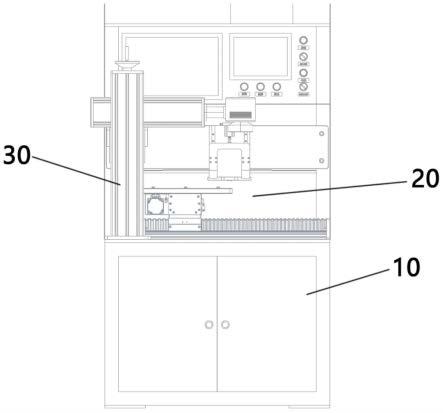
23.图1为本发明的主的结构示意图;
24.图2为本发明的检测与阻值精修工位结构示意图。
具体实施方式
25.以下将结合附图对本发明作进一步的描述,需要说明的是,以下实施例以本技术方案为前提,给出了详细的实施方式和具体的操作过程,但本发明的保护范围并不限于本实施例。
26.如图1、图2所示,本发明为一种采用激光阻值精修的合金电阻的设备,所述设备具有机柜10,以及设置于所述机柜10中的检测与阻值精修工位20和激光头焦距调整组件30;所述检测与阻值精修工位20包括针架支架2、测试针架3和料条工位4,所述激光头焦距调整组件的激光头1位于所述检测与阻值精修工位20的上方。
27.需要指出的是,所述激光头焦距调整组件还包括用于调整激光头焦距的螺杆组件。
28.进一步的,本发明的所述料条工位上设有用于固定合金电阻料条的夹具。
29.本发明还提供一种实现采用激光阻值精修的合金电阻的设备的方法,所述方法包括以下步骤:
30.s1将所需要分选外观的合金电阻料条从上工序取出,放入激光阻值精设备进行阻值精修;
31.s2将合金电阻料条按类别分方向平整摆放在对应的专用的工装板上;
32.s3打开设备,选择对应的产品型号文件;
33.s4将装好料条的工装板,摆放在检测与阻值精修工位,并使用夹具夹稳固定;
34.s5在新的电阻需要进行阻值精修是,需要进行调机,首先将摆好合金电阻的工装装上料条工位,打开计算机里的激光镭射软件,新建新的型号名,设置所需要的各项参数以及修阻图形,打开激光头的红光指示位与和合金电阻所需要扫射的位置进行校准,校准完
成后按下标刻按键进行激光扫射
35.s6将分选好的产品打包做好标识,做好流转下一工序的准备。
36.进一步的,本发明在调机的过程,会出现扫射过后合金电阻表面过烧或者扫射量过少的现象,需点击扫射的图形在界面右方调整扫射时激光头的功率,在调整完成后保存当前文件。
37.进一步的,本发明的精修后的合金电阻料条的热电动势为≤1μ v/℃,寄生电感低至1nh,响应速度快,极限电流负载阻值差值1.8
‰
之内,通电负载表面最大温度比常规产品低4-10℃。
38.对于本领域的技术人员来说,可以根据以上的技术方案和构思,给出各种相应的改变和变形,而所有的这些改变和变形,都应该包括在本发明权利要求的保护范围之内。
技术特征:
1.一种采用激光阻值精修的合金电阻的设备,其特征在于,所述设备具有机柜,以及设置于所述机柜中的检测与阻值精修工位和激光头焦距调整组件;所述检测与阻值精修工位包括针架支架、测试针架和料条工位,所述激光头焦距调整组件的激光头位于所述检测与阻值精修工位的上方。2.根据权利要求1所述的采用激光阻值精修的合金电阻的设备,其特征在于,所述料条工位上设有用于固定合金电阻料条的夹具。3.一种实现如权利要求1所述的采用激光阻值精修的合金电阻的设备的方法,其特征在于,所述方法包括以下步骤:s1将所需要分选外观的合金电阻料条从上工序取出,放入激光阻值精设备进行阻值精修;s2将合金电阻料条按类别分方向平整摆放在对应的专用的工装板上;s3打开设备,选择对应的产品型号文件;s4将装好料条的工装板,摆放在检测与阻值精修工位,并使用夹具夹稳固定;s5在新的电阻需要进行阻值精修是,需要进行调机,首先将摆好合金电阻的工装装上料条工位,打开计算机里的激光镭射软件,新建新的型号名,设置所需要的各项参数以及修阻图形,打开激光头的红光指示位与和合金电阻所需要扫射的位置进行校准,校准完成后按下标刻按键进行激光扫射。s6将获得的精修后的合金电阻料条分选好的产品打包做好标识,做好流转下一工序的准备。4.根据权利要求3所述的采用激光阻值精修的合金电阻的设备的方法,其特征在于,在调机的过程,会出现扫射过后合金电阻表面过烧或者扫射量过少的现象,需点击扫射的图形在界面右方调整扫射时激光头的功率,在调整完成后保存当前文件。5.根据权利要求3所述的采用激光阻值精修的合金电阻的设备的方法,其特征在于,精修后的合金电阻料条的热电动势为≤1μv/℃,寄生电感低至1nh,响应速度快,极限电流负载阻值差值1.8
‰
之内。
技术总结
本发明公开了一种采用激光阻值精修的合金电阻的设备,所述设备具有机柜,以及设置于所述机柜中的检测与阻值精修工位和激光头焦距调整组件;所述检测与阻值精修工位包括针架支架、测试针架和料条工位,所述激光头焦距调整组件的激光头位于所述检测与阻值精修工位的上方。本发明在工作时可以减少噪音,细化金属碎屑,不会造成微欧计的误判以及不需要频繁的更换易损件。能提高工作效率,起到增产降本的作用。的作用。的作用。
技术研发人员:黄民博 刘志显 朱社光 王龙磊 洪发猛 詹健新
受保护的技术使用者:佛山好运电器配件有限公司
技术研发日:2022.09.23
技术公布日:2022/12/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1