工艺焊丝进给诊断和恢复的制作方法
本公开涉及诸如在焊接和钎焊操作中使用的焊丝进给材料接合系统。
背景技术:
1、焊丝进给系统用于固定和移动工件焊接和钎焊工艺。焊丝进给系统可以是固定的,包括机器人式的,以与静止或移动的工件接合工艺一起使用。在移动工件工艺中,焊丝进给系统在接合期间基本上是静止的。在固定工件工艺中,焊丝进给系统的工作部分可以沿着工件移动。焊丝进给系统可以是不固定的,例如在可由技术人员在现场设置时使用的便携式系统中。材料连接工艺质量和可重复性受益于一致的焊丝进给。
2、因此,期望提供一致且可重复的焊丝进给系统和工艺。
技术实现思路
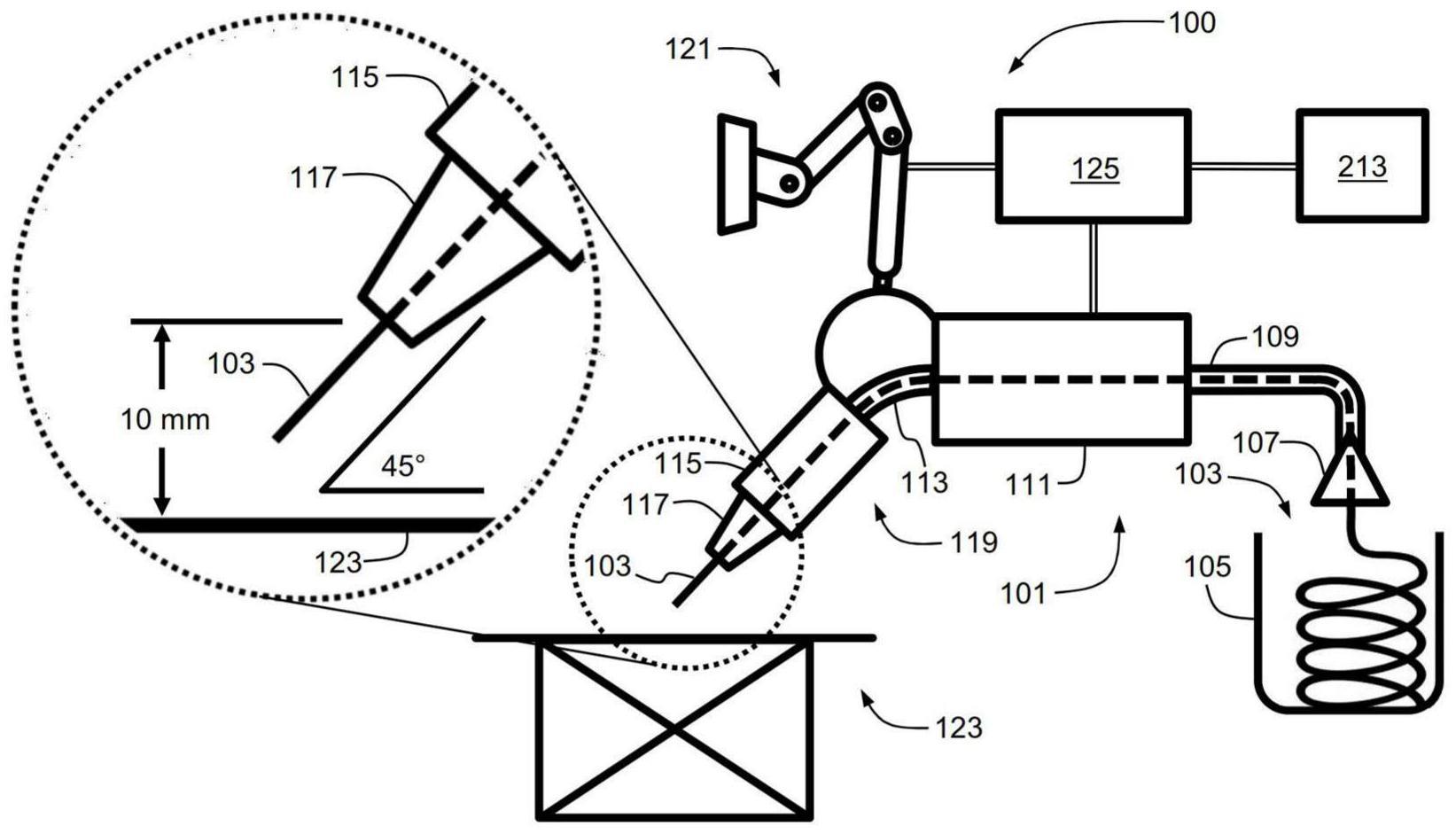
1、在一个示例性实施例中,一种用于焊丝进给诊断的装置可以包括:焊接装备(welding setup),具有用于可消耗焊丝的材料进给系统;速度传感器,用于测量焊丝通过材料进给系统的速度;以及控制模块,控制材料进给系统将焊丝拉入材料进给系统并使焊丝前进到焊接装备的工作端,在预定诊断持续时间期间从速度传感器采样速度数据,并从速度数据和参考速度确定焊丝滑移故障。
2、除了本文中所描述的一个或多个特征之外,参考速度可以基于材料进给系统的标称焊丝速度。
3、除了本文中所描述的一个或多个特征之外,速度数据可以包括在第一时间采样的速度数据,并且参考速度可以基于在第一时间之前采样的速度数据。
4、除了本文中所描述的一个或多个特征之外,从速度数据和参考速度确定焊丝滑移故障可以包括将在第一时间采样的速度数据与加权参考速度进行比较。
5、除了本文中所描述的一个或多个特征之外,参考速度可以包括在第一时间之前的第二时间采样的速度数据。
6、除了本文中所描述的一个或多个特征之外,参考速度可以包括在第一时间之前采样的滤波速度数据。
7、除了本文中所描述的一个或多个特征之外,滤波速度数据可以包括在第一时间之前采样的速度数据的移动平均值。
8、除了本文中所描述的一个或多个特征之外,材料进给系统可以包括具有可调辊进给机构的焊丝进给机构,以及辊进给机构调节致动器,其中控制模块还可以响应于焊丝滑移故障来控制调节致动器。
9、除了本文中所描述的一个或多个特征之外,焊接装备可以包括激光焊接装备和激光钎焊装备中的一种。
10、除了本文中所描述的一个或多个特征之外,焊接装备可以包括mig焊接装备。
11、除了本文中所描述的一个或多个特征之外,焊接装备可以包括塑料焊接装备。
12、在另一示例性实施例中,一种用于操作焊接装备的方法可以包括:利用控制模块命令焊丝进给机构使焊丝前进通过焊丝进给末端;利用控制模块在预定诊断持续时间期间周期性地采样焊丝通过焊丝进给末端的速度数据;利用控制模块将焊丝的周期性采样的速度数据与参考速度进行比较;以及利用控制模块基于焊丝的周期性采样的速度数据与参考速度的比较来确定焊丝滑移故障。
13、除了本文中所描述的一个或多个特征之外,方法还可以包括响应于焊丝滑移故障,利用控制模块命令调节致动器调节焊丝进给机构。
14、除了本文中所描述的一个或多个特征之外,操作焊接装备可以包括在工件上的生产使用期间操作焊接装备。
15、除了本文中所描述的一个或多个特征之外,方法还可以包括将焊丝进给末端定位在接近工件支撑件的处理空间中。
16、除了本文中所描述的一个或多个特征之外,参考速度可以基于焊丝进给机构的标称焊丝进给速度。
17、除了本文中所描述的一个或多个特征之外,周期性采样的速度数据可以包括在第一时间采样的速度数据,并且参考速度可以基于在第一时间之前采样的速度数据。
18、除了本文中所描述的一个或多个特征之外,基于焊丝的周期性采样的速度数据与参考速度的比较来确定焊丝滑移故障可以包括将在第一时间采样的速度数据与加权参考速度进行比较。
19、除了本文中所描述的一个或多个特征之外,参考速度可以包括在第一时间之前采样的速度数据的移动平均值。
20、在又一示例性实施例中,一种用于操作焊接装备的方法可以包括:利用控制模块命令可调辊进给机构使焊丝前进通过焊丝进给末端;利用控制模块在预定诊断持续时间期间对焊丝通过焊丝进给末端的速度数据进行采样,速度数据包括在第一时间采样的速度数据,基于在第一时间之前的第二时间采样的速度数据确定参考速度;利用所述控制模块基于在第一时间采样的速度数据与加权参考速度的比较来确定焊丝滑移故障;以及利用控制模块命令调节致动器响应于焊丝滑移故障来调节辊进给机构。
21、当结合附图时,根据以下详细说明书,本公开的上述特征和优点以及其他特征和优点是显而易见的。
技术特征:
1.一种用于焊丝进给诊断的装置,包括:
2.根据权利要求1所述的装置,其中,所述参考速度基于所述材料进给系统的标称焊丝速度。
3.根据权利要求1所述的装置,其中,所述速度数据包括在第一时间处采样的速度数据,并且所述参考速度基于在所述第一时间之前采样的速度数据。
4.根据权利要求3所述的装置,其中,从所述速度数据和所述参考速度确定所述焊丝滑移故障包括将在所述第一时间处采样的所述速度数据与加权参考速度进行比较。
5.根据权利要求3所述的装置,其中,所述参考速度包括在所述第一时间之前的第二时间处采样的速度数据。
6.根据权利要求3所述的装置,其中,所述参考速度包括在所述第一时间之前采样的滤波速度数据。
7.根据权利要求6所述的装置,其中,所述滤波速度数据包括在所述第一时间之前采样的速度数据的移动平均值。
8.根据权利要求1所述的装置,其中,所述材料进给系统包括具有可调辊进给机构的焊丝进给机构和辊进给机构调节致动器,其中所述控制模块还响应于所述焊丝滑移故障控制所述调节致动器。
9.根据权利要求1所述的装置,其中,所述焊接装备包括激光焊接装备和激光钎焊装备中的一种。
10.根据权利要求1所述的装置,其中,所述焊接装备包括mig焊接装备。
技术总结
一种焊接装备包括用于可消耗焊丝的可调节材料进给系统。速度传感器测量穿过材料进给系统的焊丝的速度。控制模块控制材料进给系统以将焊丝拉入材料进给系统中并使焊丝前进到焊接装备的工作端。在诊断持续时间期间从速度传感器采样速度数据,并且可以从速度数据和参考速度确定焊丝滑移。
技术研发人员:J.弗雷斯特,B.德拉莫拉
受保护的技术使用者:通用汽车环球科技运作有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!