一种端淬试样取样快速定位方法与流程
1.本发明属于试样加工定位领域,涉及了一种端淬试样取样快速定位方法;具体的是,涉及了一种使用空心钻快速定位取样位置的方法。
背景技术:
2.现有技术中,端淬试验是测定钢铁材料淬透性的常用方法之一,端淬试样的尺寸通常直径为φ25mm、长度为100mm,将其加热完全奥氏体化后,在端淬机上对其一端进行喷水冷却,再测定硬度值和距水冷断面的距离关系曲线,以此来衡量实验钢种的淬透性;在圆形钢棒取样,先用空心钻在钢棒上掏取一根直径为φ28mm~φ35mm,长度为110mm的毛坯料,正火热处理后在其基础上加工成φ25mm
×
100mm,一端带有凸缘的试样。在掏取φ28mm~φ35mm的毛坯料时,要求毛坯料的中心距离原始钢棒表面15~25mm,通过传统尺子测量位置,容易出错,并且效率低。
技术实现要素:
3.发明目的:本发明的目的是能够实现利用空心钻掏取端淬试样毛坯料时,准确快速的定位取样位置,解决加工过程中取样位置不准、定位困难的实际问题。
4.本发明通过辅助块,能够快速的定位距离钢棒边缘相同距离的试样,满足试验要求。辅助块加工方便,安装快捷,为端淬试样掏取快速定位提供了一套方便快捷的方法。
5.技术方案:本发明所述的一种端淬试样取样快速定位方法,其具体操作步骤如下:
6.(1.1)、测量得到空心钻的内径d1,将其安置在钻床上;
7.(1.2)、加工定位块,选取一根钢棒;
8.(1.3)、将加工好的定位块的一端插入至空心钻的钻孔内,移动空心钻的钻头,使定位块的另一端的边缘与钢棒的外缘相切;
9.(1.4)、将钢棒位置锁定,取下定位块,即可掏取符合标准要求的毛坯料。
10.进一步的,在步骤(1.2)中,所述定位块的形状为圆柱体状。
11.进一步的,在步骤(1.2)中,所述定位块一端的直径为d
1-0.5mm、长度为l1;
12.另一端的直径为d1+2h、长度为l2;
13.其中,h的尺寸满足15mm≤(d1/2+h)≤25mm,l1和l2长度不限。
14.进一步的,在步骤(1.3)中,所述先插入空心钻钻孔内一端的定位块的直径为d
1-0.5mm;
15.移动空心钻的钻头后,定位块与钢棒相切的另一端的直径为d1+2h。
16.进一步的,在步骤(1.4)中,所述毛坯料中心距离原始钢棒表面距离为15-25mm之间。
17.有益效果:本发明与现有技术相比,1、采用本发明,操作方便,定位准确,加工好定位块后可以重复使用,无需对设备进行改造,投入成本小;2、采用本发明,对人员的要求较低,由原来的尺寸测量定位,转变为直观可见的对齐定位,加工过程出错率大大降低;3、采
用本发明,定位的时间缩短为原来的1/3,定位误差减少到0.5mm以内。
附图说明
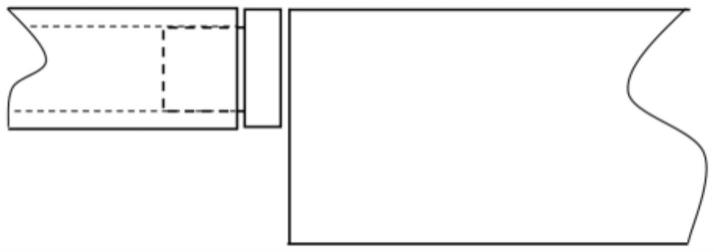
18.图1是本发明中定位块的俯视图;
19.图2是本发明中定位块的主视图;
20.图3是本发明中加工时定位示意图。
具体实施方式
21.下面结合附图及实施例对本发明作进一步的说明。
22.如图所述,本发明所述的一种端淬试样取样快速定位方法,包括以下步骤:
23.(1)、测量得到空心钻的内径d1;
24.(2)、加工定位块,为圆柱体,其中一端的直径为d
1-0.5mm、长度为l1,另一端的直径为d1+2h、长度为l2,其中h的尺寸需满足15mm≤(d1/2+h)≤25mm,l1和l2长度不限,以方便使用为宜,如图1~图2所示;
25.(3)、将加工好的定位块,直径为(d
1-0.5mm)的一端插入空心钻的钻孔内,移动空心钻的钻头,使定位块直径为(d1+2h)的一端的边缘与钢棒的外缘相切;
26.(4)、将钢棒位置锁定,取下定位块,即可正常掏取满足标准要求的毛坯料。
27.本发明在利用现有的加工设备,无需对设备进行改造,只需要利用现有的设备加工一个简单的定位配件,能够快速的完成端淬试样的定位,提高加工的精度和效率。
28.实施例1:
29.在直径为φ75mm的20crmntih钢棒上掏取端淬毛坯试样,毛坯试样直径为φ30mm,具体过程如下:
30.(1)、选取内径尺寸为φ30mm的空心钻头,并将其安装在钻床上;
31.(2)、加工定位块,选取一根钢棒,将其一端加工直径为(d
1-0.5mm)=29.5mm,另一端的直径为d1+2h=40mm,总长度为50mm,不同直径段的长度分别为l1=40mm、l2=10mm,如图1~图2所示;
32.(3)、将定位块插入空心钻的中间孔内,将钢棒夹持在工作台上,移动空心钻的钻头使定位块边缘与钢棒的外缘相切,如图3所示;
33.(4)、将钢棒位置锁定,取下定位块,掏取出直径为φ30mm的毛坯料,该毛坯料中心距离原始钢棒表面距离为20mm。
34.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
技术特征:
1.一种端淬试样取样快速定位方法,其特征在于,其具体操作步骤如下:(1.1)、测量得到空心钻的内径d1,将其安置在钻床上;(1.2)、加工定位块,选取一根钢棒;(1.3)、将加工好的定位块的一端插入至空心钻的钻孔内,移动空心钻的钻头,使定位块的另一端的边缘与钢棒的外缘相切;(1.4)、将钢棒位置锁定,取下定位块,即可掏取符合标准要求的毛坯料。2.根据权利要求1所述的一种端淬试样取样快速定位方法,其特征在于,在步骤(1.2)中,所述定位块的形状为圆柱体状。3.根据权利要求1所述的一种端淬试样取样快速定位方法,其特征在于,在步骤(1.2)中,所述定位块一端的直径为d
1-0.5mm、长度为l1;另一端的直径为d1+2h、长度为l2;其中,h的尺寸满足15mm≤(d1/2+h)≤25mm,l1和l2长度不限。4.根据权利要求1所述的一种端淬试样取样快速定位方法,其特征在于,在步骤(1.3)中,所述先插入空心钻钻孔内一端的定位块的直径为d
1-0.5mm;移动空心钻的钻头后,定位块与钢棒相切的另一端的直径为d1+2h。5.根据权利要求1所述的一种端淬试样取样快速定位方法,其特征在于,在步骤(1.4)中,所述毛坯料中心距离原始钢棒表面距离为15-25mm之间。
技术总结
本发明公开了一种端淬试样取样快速定位方法。属于试样加工定位领域,步骤:测量得到空心钻的内径D1;加工定位块,一端直径为D
技术研发人员:李建宾 钦祥斗 韦建新 汪夕荣 潘宇洁
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:2022.10.26
技术公布日:2023/2/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1