一种用于加工牵引销盘的装置的制作方法
本发明涉及一种加工装置,尤其是涉及一种用于加工五轮牵引销盘钻孔攻丝的装置。
背景技术:
1、在五轮牵引销盘的钻孔攻丝加工过程中,原有的工艺顺序是采用钻攻两用机进行加工,固定工件的方式为使用三爪卡盘夹紧工件外径,需采用两道工序,使用钻模板,钻头来钻孔,再使用丝锥攻丝。这种加工方式的设备利用率低,需要手工人为夹紧,对操作员要求高且工时较长,而且人为操作会带来误差和不稳定性。因此,有必要对牵引销盘的加工装置进行改进,提高加工效率和加工精度。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种用于加工牵引销盘的装置。
2、本发明的目的可以通过以下技术方案来实现:
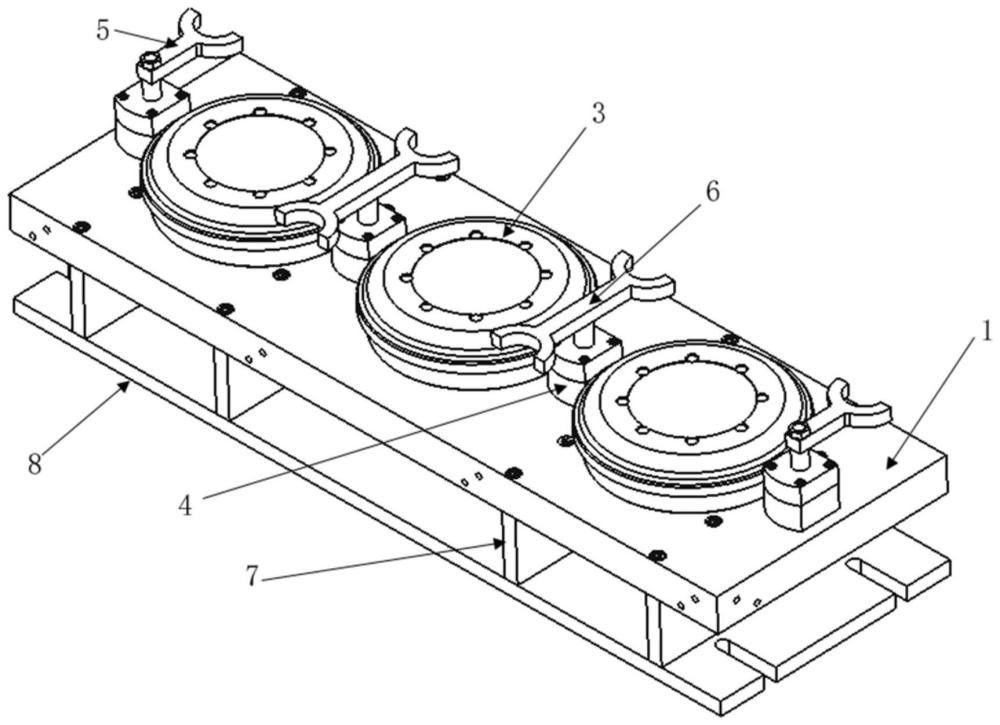
3、一种用于加工牵引销盘的装置,包括底板、定位机构和限位机构;
4、所述定位机构安装在底板上,用于对工件进行x轴、y轴方向上的定位,所述限位机构安装在底板上,与定位机构配合,用于对工件进行z轴方向上的限位。
5、进一步地,所述定位机构为中心定位圆台,所述中心定位圆台的外径与工件的内径相配合。
6、进一步地,所述限位机构为转角油缸,所述转角油缸包括油缸和压板,所述压板在油缸的驱动下转动和升降。
7、进一步地,所述底板上设有多个中心定位圆台,每个定位圆台的两侧均布置有转角油缸。
8、进一步地,所述中心定位圆台平行设置在底板上,设置在两个中心定位圆台之间的转角油缸为双边转角油缸,所述双边转角油缸上的压板为双边压板,设置在中心定位圆台与底板边缘之间的转角油缸为单边转角油缸,所述单边转角油缸上的压板为单边压板。
9、进一步地,在所述压板压紧工件的部位处设置有刀具避让部。
10、进一步地,所述转角油缸与底板之间还设置有油缸底座。
11、进一步地,所述底板上安装有油路通道,所述油路通道连通转角油缸。
12、进一步地,还包括底座,底板安装在所述底座上。
13、进一步地,所述底座包括接地板和竖板,所述竖板的两端分别连接接地板和底板。
14、与现有技术相比,本发明具有以下有益效果:
15、(1)加工效率高,不需要人为调整夹具,方便效率,整个钻孔攻丝过程通过液压夹具自动夹紧。
16、(2)通过液压夹具精确定位后加工,排除了因人为操作导致的孔位尺寸超差且尺寸不稳定的问题,故钻孔攻丝加工尺寸稳定性好,孔位的尺寸精度也高。
17、(3)压板压紧工件的部位处设置有刀具避让部,压板不影响刀具对工件的加工。
18、(4)转角油缸与底板之间设置有油缸底座,可以提升转角油缸的高度,使得转角油缸的压板位于待加工的牵引销盘上方。
19、(5)底板安装在所述底座上,增加了底板在加工中心中的高度,便于放置工件在加工中心进行加工。
20、(6)底板上设有多个中心定位圆台,转角油缸设计为双边转角油缸和单边转角油缸,一个双边转角油缸可以对相邻的两个中心定位圆台进行限位,提高了利用率,减少了部件数量。
技术特征:
1.一种用于加工牵引销盘的装置,其特征在于,包括底板、定位机构和限位机构;
2.根据权利要求1所述的一种用于加工牵引销盘的装置,其特征在于,所述定位机构为中心定位圆台,所述中心定位圆台的外径与工件的内径相配合。
3.根据权利要求2所述的一种用于加工牵引销盘的装置,其特征在于,所述限位机构为转角油缸,所述转角油缸包括油缸和压板,所述压板在油缸的驱动下转动和升降。
4.根据权利要求3所述的一种用于加工牵引销盘的装置,其特征在于,所述底板上设有多个中心定位圆台,每个定位圆台的两侧均布置有转角油缸。
5.根据权利要求4所述的一种用于加工牵引销盘的装置,其特征在于,所述中心定位圆台平行设置在底板上,设置在两个中心定位圆台之间的转角油缸为双边转角油缸,所述双边转角油缸上的压板为双边压板,设置在中心定位圆台与底板边缘之间的转角油缸为单边转角油缸,所述单边转角油缸上的压板为单边压板。
6.根据权利要求3所述的一种用于加工牵引销盘的装置,其特征在于,在所述压板压紧工件的部位处设置有刀具避让部。
7.根据权利要求3所述的一种用于加工牵引销盘的装置,其特征在于,所述转角油缸与底板之间还设置有油缸底座。
8.根据权利要求3所述的一种用于加工牵引销盘的装置,其特征在于,所述底板上安装有油路通道,所述油路通道连通转角油缸。
9.根据权利要求1所述的一种用于加工牵引销盘的装置,其特征在于,还包括底座,底板安装在所述底座上。
10.根据权利要求9所述的一种用于加工牵引销盘的装置,其特征在于,所述底座包括接地板和竖板,所述竖板的两端分别连接接地板和底板。
技术总结
本发明涉及一种用于加工牵引销盘的装置,包括底板、定位机构和限位机构;定位机构安装在底板上,用于对工件进行X轴、Y轴方向上的定位,限位机构安装在底板上,与定位机构配合,用于对工件进行Z轴方向上的限位;定位机构为中心定位圆台,中心定位圆台的外径与工件的内径相配合;限位机构为转角油缸,转角油缸包括油缸和压板,压板在油缸的驱动下转动和升降。与现有技术相比,本发明加工效率高,不需要人为调整夹具,方便效率,整个钻孔攻丝过程通过液压夹具自动夹紧;通过液压夹具精确定位后加工,排除了因人为操作导致的孔位尺寸超差且尺寸不稳定的问题,故钻孔攻丝加工尺寸稳定性好,孔位的尺寸精度也高。
技术研发人员:胡晓桦
受保护的技术使用者:上海国上机电科技有限公司
技术研发日:
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!