一种柔性接头用薄壁双球面增强件的生产制造方法与流程
本发明涉及增强件的加工方法,具体是一种柔性接头用薄壁双球面增强件的生产制造方法。
背景技术:
1、在海洋水下资源勘探与开采系统中,立管系统作为水上平台和水下设备的连接通道,是平台和海底之间介质传输的“咽喉”,是水下生产系统的关键组成部分。柔性接头作为立管的重要连接部件而具有广泛的应用需求。由于柔性接头的材料特殊、设计理论复杂,制造难度很大,导致我国海洋石油开发中使用的柔性接头完全依赖进口。随着国际关系的日益复杂化,柔性接头已经成为我国自主设计建造立管系统中的“卡脖子”技术之一。近几年,国家大力支持高端海洋装备的国产化研究,其中柔性接头已经初步国产化开发并进入工程试应用阶段。
2、柔性接头是一种非刚性承压密封转动连接件,由若干同心的环状球体的弹性件(橡胶)和薄壁双球面增强件(钢或复合材料)相互交替地粘接在一起,前后各有法兰组成的一个完整的弹性体组件,柔性接头在受到轴向载荷以及转动载荷作用时,增强件是使柔性接头保持基本结构形状的承力件,因此,增强件应满足保护柔性接头、防止柔性接头有受压变形的要求,保证柔性接头保持球形面,有助于柔性接头的转动要求。
3、依据增强件的工作环境,增强件主要承受压缩和转动的作用,破坏多由压缩应力或层间剪切应力所致,因此,增强件的材质多选力学性能较高的高强度钢(屈服强度mys≥835mpa,抗拉强度mts≥950mpa)。作为柔性接头的增强件应当具有高比强度、高比模量、且良好的力学性能和工艺性能,因此,选用30crmsia锻件或aisi sae 8630进行加工。由于柔性接头是由增强件与弹性件相互叠加而成,组装后要求柔性接头上、下法兰两端面的平行度不大于0.5mm,同轴度不大于0.2mm,这就对组成柔性接头的n(≥15)个增强件提出很高的精度要求。对于每个球半径不同的双球面增强件来说,要求它们的厚度均匀性好且外、内球面的同轴度高。为了保证产品精度满足要求,需要在产品的生产制造加工方面设计最佳的工艺流程。
4、目前,增强件的加工主要依靠专用夹具先加工内球面和外球面,这种加工方法的内外球面的同轴度差,壁厚的均匀度差,且需要加工很多套专用夹具,且夹具的利用率较低。
技术实现思路
1、本发明的目的在于提供一种柔性接头用薄壁双球面增强件的生产制造方法,采用用数控车床进行加工制造过程中不需要特殊专用夹具,提高了加工精度。
2、为了实现上述目的,本发明采用以下技术方案予以实现:
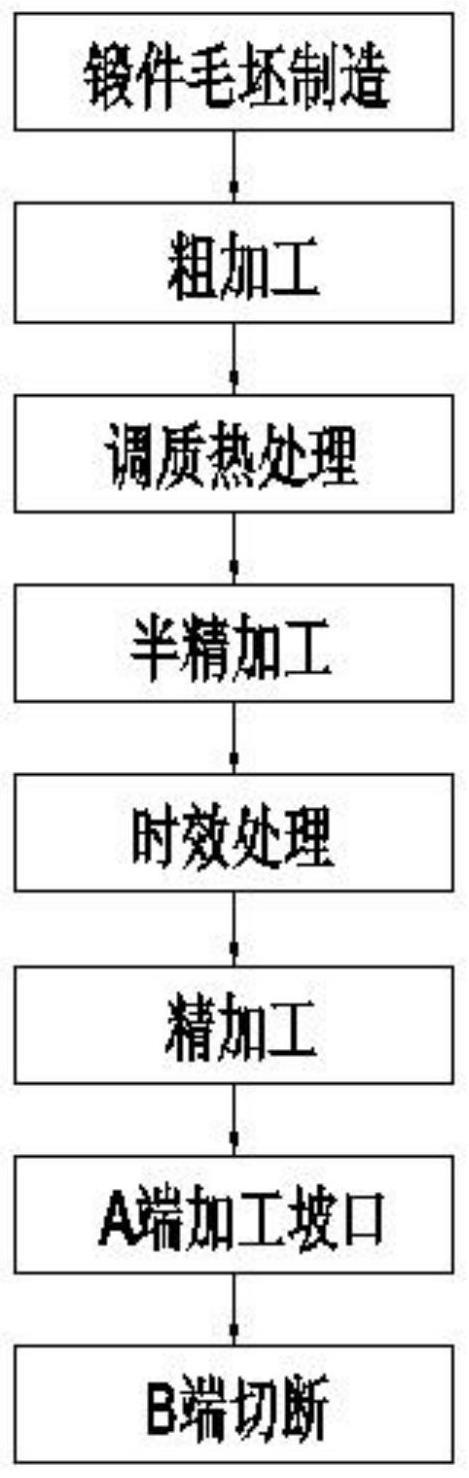
3、一种柔性接头用薄壁双球面增强件的生产制造方法,包括以下步骤:
4、(1)锻件毛坯制造:按照产品的最大内外径尺寸留单面加工余量10-15mm,高度尺寸按照产品高度加40-50mm,采用常规锻造工艺方法锻造圆环形锻件毛坯;
5、(2)粗加工:按照产品的外形利用机械加工去除毛坯锻件的表面缺陷以及加工余量,粗加工留后续加工余量10-15mm从而保证后续调质热处理的淬透性和热处理引起的变形留足加工余量,并在b端加工出后续装夹用的工艺夹头;
6、(3)调质热处理:按照常规的热处理方法对粗加工后的零件进行淬火和回火热处理,其中:淬火的温度为900±10℃,回火的温度为500±10℃;
7、(4)半精加工:按照产品的外形形状机械加工去除加工余量,精加工留后续加工余量2-5mm;
8、(5)时效处理:释放零件的残余应力;
9、(6)精加工:按照产品的外形尺寸精度要求利用机械加工去除加工余量;
10、(7)端面加工:按照产品的端面坡口角度要求,分别加工出a端面和b端面,得到柔性接头用薄壁双球面增强件。
11、进一步地,所述步骤(2)淬火保温时间为5h,回火保温时间为10h。
12、进一步地,所述步骤(4)先对b端的工艺夹头进行找正加工,再进行半精加工。
13、进一步地,所述步骤(5)中先采用振动去应力设备振动5h进行振动时效处理,再放置120h进行自然时效处理。
14、进一步地,所述步骤(6)精加工后的内球面、外球面的均布4点跳动不大于0.03mm。
15、进一步地,所述步骤(6)精加工后的内球面、外球面的同轴度不大于0.02mm。
16、进一步地,所述步骤(6)精加工后的薄壁双球面增强件厚度的均匀度为±0.06mm。
17、进一步地,所述步骤(7)用坡口刀加工a端面,用切断刀加工b端面。
18、本发明具有如下有益效果:
19、本发明制造增强件的过程中,不仅不需要特殊的专用夹具,从而常用的数控车床就可以满足加工要求;而且可以实现增强件的内外环球面的粗加工、半精加工和精加工的同步进行,加工精度较高。此外,将工艺夹持头设置在增强件的端部,一则,虽然增加了锻件的高度,但是浪费的材料较少;二则,在时效去处理工序前,实现增强件的内外环球面的粗加工和半精加工的同步完成,使得时效去应力处理可以充分释放增强件的残余应力,让增强件在精加工工序前充分的变形,进一步确保了增强件的加工尺寸精度,使其形状与位置公差完全满足产品设计精度要求。利用本发明的制造加工方法不仅可以用于加工制造薄壁双球面增强件,还可以用于加工制造其他类似于薄壁球面的产品。
20、采用振动时效处理和自然时效处理去除应力,既不会对增强件材料的力学性能有任何影响,又适用于任何材料的增强件。
技术特征:
1.一种柔性接头用薄壁双球面增强件的生产制造方法,包括以下步骤:
2.根据权利要求1所述柔性接头用薄壁双球面增强件的生产制造方法,其特征在于:所述步骤(2)淬火保温时间为5h,回火保温时间为10h。
3.根据权利要求1所述柔性接头用薄壁双球面增强件的生产制造方法,其特征在于,所述步骤(4)先对b端的工艺夹头进行找正加工,再进行半精加工。
4.根据权利要求1所述柔性接头用薄壁双球面增强件的生产制造方法,其特征在于,所述步骤(5)中先采用振动去应力设备振动5h进行振动时效处理,再放置120h进行自然时效处理。
5.根据权利要求1所述柔性接头用薄壁双球面增强件的生产制造方法,其特征在于,所述步骤(6)精加工后的内球面、外球面的均布4点跳动不大于0.03mm。
6.根据权利要求1所述柔性接头用薄壁双球面增强件的生产制造方法,其特征在于,所述步骤(6)精加工后的内球面、外球面的同轴度不大于0.02mm。
7.根据权利要求1所述柔性接头用薄壁双球面增强件的生产制造方法,其特征在于,所述步骤(6)精加工后的薄壁双球面增强件厚度的均匀度为±0.06mm。
8.根据权利要求1所述柔性接头用薄壁双球面增强件的生产制造方法,其特征在于,所述步骤(7)用坡口刀加工a端面,用切断刀加工b端面。
技术总结
本发明公开了一种柔性接头用薄壁双球面增强件的生产制造方法,包括以下步骤:1、按产品的最大内外径尺寸留单面加工余量10‑15mm,高度尺寸按产品高度加40‑50mm锻造圆环形锻件毛坯;2、按产品的外形去除毛坯表面缺陷及加工余量,留后续加工余量10‑15mm从而保证后续调质热处理的淬透性和热处理引起的变形留足加工余量,并在B端加工出工艺夹头;3、对粗加工后的零件进行淬火和回火热处理,淬火的温度为900±10℃,回火的温度为500±10℃;4、按产品的外形形状去除加工余量并留后续加工余量2‑5mm;5、时效处理;6、按产品的外形尺寸精度要求工去除加工余量;7、按产品的端面坡口角度要求加工出A端面和B端面,得到柔性接头用薄壁双球面增强件,提高了加工精度。
技术研发人员:李华军,杜卫锋,傅海,薛培婧,袁伟,袁玉峰,寇颖,李宁,高光军,吕永超,李云帅,朱少林
受保护的技术使用者:西安向阳航天材料股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!