一种封头上支承结构的装配工装、焊接方法及封头与流程
本发明涉及封头焊接,具体而言,涉及一种封头上支承结构的装配工装、焊接方法及封头。
背景技术:
1、核电石化压力容器产品中常在球形封头上焊接支承结构,此类部件的支承结构一般设计多个,例如八个,八个支承结构均要焊接在封头上,且均匀分布,支承结构不易同时固定,一个一个焊接支承结构,焊接效率低,封头中心开设有连通管,焊接时,支承结构与封头焊缝整圈呈现椭圆形结构,坡口两侧的焊接量不同以及焊接位置的差异,导致焊接后支承结构容易向着封头的中心的连通管倾斜,焊接效果差,需要重新焊接,焊接效率低。
技术实现思路
1、本发明所要解决的问题是如何提高将支承结构焊接在封头上的焊接效率。
2、为此,本发明提供了一种封头上支承结构的装配工装及焊接方法,包括支架结构和固定结构,所述固定结构均布连接在所述支架结构下方,所述支架结构的中心用于与封头的中心同轴设置,所述固定结构用于与支承结构可拆卸连接,所述固定结构的数量用于与所述支承结构的数量相对应,所述固定结构连接在所述支架结构下方的位置用于与所述支承结构连接在所述封头上的位置相对应。
3、可选地,封头上支承结构的装配工装还包括吊耳,所述吊耳连接在所述支架结构上方。
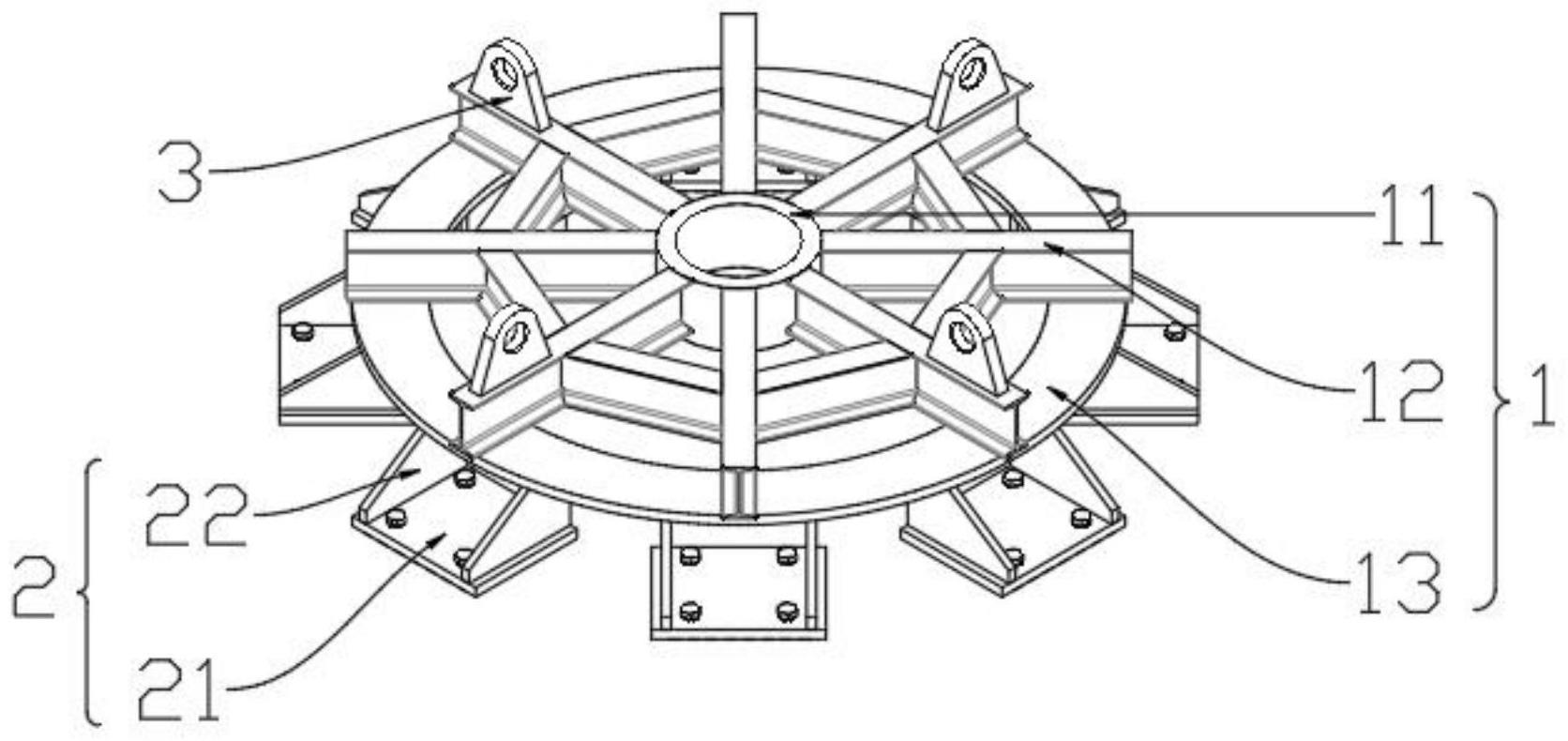
4、可选地,所述支架结构包括内支架、外支架及防变形支板,所述内支架、所述外支架及所述防变形支板均为同心设置的环型结构,所述防变形支板的內侧与所述内支架的外侧连接,所述防变形支板的外侧与所述外支架连接,所述内支架的中心用于与所述封头的中心同轴设置,所述固定结构连接在所述外支架的下方。
5、可选地,所述内支架为空心环型结构。
6、可选地,所述防变形支板为米字型结构。
7、可选地,所述固定结构包括固定板与连接板,两个所述连接板垂直连接在所述固定板两侧,所述连接板与所述支架结构连接,所述固定板用于与所述支承结构可拆卸连接。
8、可选地,所述固定板上设有螺栓,所述固定板用于与所述支承结构通过所述螺栓连接。
9、与现有技术相比,本发明所述的封头上支承结构的装配工装的有益效果是:
10、本发明通过设置支架结构与固定结构,固定结构连接在支架结构下方,固定结构用于连接支承结构,支承结构为八个时,固定结构的数量也为八个,且八个固定结构均布在支架结构下方,在需要焊接支承结构时,可将八个支撑结构分别连接在八个固定结构上,支架结构的中心可移动至与封头的中心同轴设置,即支架结构的中心位于封头中心的正上方,此时八个支承结构的位置正对封头上的焊接处,固定结构可同时将八个支承结构固定,使八个支承结构在焊接到封头上时不易摇晃,焊接后不易偏斜,且可将八个支承结构同时焊接,提高焊接效率。
11、此外,为了解决上述问题,本发明还提供了一种封头上支承结构的焊接方法,基于上述的封头上支承结构的装配工装,支承结构为八个,按顺时针排布分别为第一支承结构、第二支承结构、第三支承结构、第四支承结构、第五支承结构、第六支承结构、第七支承结构及第八支承结构,所述支承结构的焊接方法包括如下步骤:
12、将八个所述支承结构连接在所述封头上支承结构的装配工装上;
13、移动所述封头上支承结构的装配工装,至所述封头上支承结构的装配工装的中心位于封头中心的正上方,所述八个所述支承结构的下表面均与所述封头抵接;
14、将所述第一支承结构、所述第三支承结构、所述第五支承结构及所述第七支承结构焊接在所述封头上;
15、将所述第二支承结构、所述第四支承结构、所述第六支承结构及所述第八支承结构焊接在所述封头上。
16、可选地,八个所述支承结构的下表面均包括第一区域、第二区域、第三区域、第四区域、第五区域、第六区域、第七区域及第八区域,所述第一区域和所述第二区域朝向远离所述封头中心的一侧,所述第三区域与所述第一区域相邻,所述第四区域与所述第二区域相邻,所述第五区域与所述第三区域相邻,所述第六区域与所述第四区域相邻,所述第八区域与所述第六区域相邻,所述第七区域与所述第五区域相邻,将任一支承结构焊接在所述封头上,包括:
17、焊接第一区域和第二区域;
18、焊接第三区域和第四区域;
19、焊接第五区域和第六区域;
20、焊接第七区域和第八区域。
21、本发明所述的封头上支承结构的焊接方法通过先焊接第一支承结构、第三支承结构、第五支承结构、第七支承结构,后焊接第二支承结构、第四支承结构、第六支承结构、第八支承结构,可使八个支承结构的焊接位置更准确,无需重焊,提升焊接效果。提升焊接效率。
22、此外,为了解决上述问题,本发明还提供了一种封头,基于上述的封头上支承结构的装配工装。
23、与现有技术相比,本发明所述的封头的有益效果和上述封头上支承结构的装配工装的有益效果大致相同,在此不再赘述。
技术特征:
1.一种封头上支承结构的装配工装,其特征在于,包括支架结构(1)和固定结构(2),所述固定结构(2)均布连接在所述支架结构(1)下方,所述支架结构(1)的中心用于与封头(4)的中心同轴设置,所述固定结构(2)用于与支承结构可拆卸连接,所述固定结构(2)的数量用于与所述支承结构的数量相对应,所述固定结构(2)连接在所述支架结构(1)下方的位置用于与所述支承结构连接在所述封头(4)上的位置相对应。
2.根据权利要求1所述的封头上支承结构的装配工装,其特征在于,还包括吊耳(3),所述吊耳(3)连接在所述支架结构(1)上方。
3.根据权利要求1所述的封头上支承结构的装配工装,其特征在于,所述支架结构(1)包括内支架(11)、外支架(13)及防变形支板(12),所述内支架(11)、所述外支架(13)及所述防变形支板(12)均为同心设置的环型结构,所述防变形支板(12)的內侧与所述内支架(11)的外侧连接,所述防变形支板(12)的外侧与所述外支架(13)连接,所述内支架(11)的中心用于与所述封头(4)的中心同轴设置,所述固定结构(2)连接在所述外支架(13)的下方。
4.根据权利要求3所述的封头上支承结构的装配工装,其特征在于,所述内支架(11)为空心环型结构。
5.根据权利要求3所述的封头上支承结构的装配工装,其特征在于,所述防变形支板(12)为米字型结构。
6.根据权利要求1所述的封头上支承结构的装配工装,其特征在于,所述固定结构(2)包括固定板(21)与连接板(22),两个所述连接板(22)垂直连接在所述固定板(21)两侧,所述连接板(22)与所述支架结构(1)连接,所述固定板(21)用于与所述支承结构可拆卸连接。
7.根据权利要求6所述的封头上支承结构的装配工装,其特征在于,所述固定板(21)上设有螺栓,所述固定板(21)用于与所述支承结构通过所述螺栓连接。
8.一种封头上支承结构的焊接方法,其特征在于,基于权利要求1至7任一项所述的封头上支承结构的装配工装,支承结构为八个,按顺时针排布分别为第一支承结构(51)、第二支承结构(52)、第三支承结构(53)、第四支承结构(54)、第五支承结构(55)、第六支承结构(56)、第七支承结构(57)及第八支承结构(58),所述支承结构的焊接方法包括如下步骤:
9.根据权利要求8所述的封头上支承结构的焊接方法,其特征在于,八个所述支承结构的下表面均包括第一区域(61)、第二区域(62)、第三区域(63)、第四区域(64)、第五区域(65)、第六区域(66)、第七区域(67)及第八区域(68),所述第一区域(61)和所述第二区域(62)朝向远离所述封头(4)中心的一侧,所述第三区域(63)与所述第一区域(61)相邻,所述第四区域(64)与所述第二区域(62)相邻,所述第五区域(65)与所述第三区域(63)相邻,所述第六区域(66)与所述第四区域(64)相邻,所述第八区域(68)与所述第六区域(66)相邻,所述第七区域(67)与所述第五区域(65)相邻,将任一支承结构焊接在所述封头(4)上,包括:
10.一种封头,其特征在于,基于权利要求1至7任一项所述的封头上支承结构的装配工装。
技术总结
本发明提供了一种封头上支承结构的装配工装、焊接方法及封头,涉及封头焊接技术领域,封头上支承结构的装配工装包括支架结构和固定结构,所述固定结构均布连接在所述支架结构下方,所述支架结构的中心用于与封头的中心同轴设置,所述固定结构用于与支承结构可拆卸连接,所述固定结构的数量用于与所述支承结构的数量相对应,所述固定结构连接在所述支架结构下方的位置用于与所述支承结构连接在所述封头上的位置相对应。本发明可同时将八个支承结构固定,使八个支承结构在焊接到封头上时不易摇晃,焊接后不易偏斜,且可将八个支承结构同时焊接,提高焊接效率。
技术研发人员:唐中杰,吴琼,黄正凤,刘云飞,李玉波
受保护的技术使用者:一重集团大连核电石化有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!