隐形切割透明硬脆材料中封闭空心结构的加工方法与流程
本发明涉及激光切割透明硬脆材料领域,主要涉及一种隐形切割透明硬脆材料中封闭空心结构的加工方法。
背景技术:
1、近年来硬脆性材料,如石英、金刚石、蓝宝石玻璃、碳化硅等在军用及民用工业等领域应用越来越广泛。硬脆材料由于硬度高、韧性差,因此加工难度很大,加工时容易产生裂纹、崩边等问题。硬脆材料的传统加工方法主要是锯切、金刚石砂轮磨削和单点金刚石切削等。加工过程中工具磨损严重,工件容易产生裂纹、崩边等缺陷,且加工效率低、成本高,严重限制了硬脆材料在高精尖领域的应用。
2、采用超快激光隐形加工,在合适的激光脉冲能量照射下,在材料内部引起强烈的非线性吸收,打断部分材料的分子键,使焦点附近的材料发生改质,改质后材料的强度远远低于未改质区域的强度,这时采用长脉冲或连续激光照射改质带,使其受热膨胀,在拉应力的作用下使材料沿着改质带裂开,实现目标元素与周围材料的分离。但由于脆性材料无法发生塑性变形,改质带受热膨胀时,如果受到周围材料的限制,则无法实现分离,因此这种方法仅适用于开放式图形的加工(此处的开放式图形指图形轮廓与材料边界有交点),无法实现封闭空心图案(此处的闭合图形指图形轮廓与材料边界没有交点,如各种形状的孔)的加工。
3、激光加工由于灵活性好、加工效率高,得到了广泛的应用。激光加工透明硬脆材料时,在透明电介质材料表面激发电离过程,使得材料中被束缚的价电子通过吸收多个激光光子而跃迁到导带,成为导带自由电子,并通过电子-晶格相互作用使激光能量沉积到材料表面。透明电介质材料的电离机制主要分为雪崩电离和多光子电离,通过这两种电离效应所形成的自由电子会强烈的吸收激光能量,当电介质材料中的导带电子密度达到或超过临界密度值使,会造成对电介质材料的损伤,形成烧蚀切割效果。激光烧蚀切割虽然加工效率高,但易形成较宽切割道和大量不均匀的崩边等缺陷,难以实现硬脆材料的精密加工。
技术实现思路
1、本发明提出了一种隐形切割透明硬脆材料中封闭空心结构的加工方法,在合适的超快激光作用下使脆性材料充分改质,再将其浸入化学溶液中,同时辅以超声震动,不需要施加任何外力,封闭空心结构内的材料就会沿着扫描路径与周围材料自动分离;该方法大大提升了透明硬脆材料的加工精度,崩边小、无锥度,对封闭空心结构的形状具有极强的适应性和灵活性。
2、隐形切割透明硬脆材料中封闭空心结构的加工方法,具体步骤如下:
3、1)使用cad专业制图软件绘制透明硬脆材料的切割轮廓图形和填充切割图形;
4、2)使用无水乙醇清洁透明硬脆材料表面,去除表面灰尘油污,干燥后固定在精密加工平台上;
5、3)超快激光器产生的光束经过扩束准直后,进入切割头,配合三维加工台的移动,将激光聚焦到透明硬脆材料的下表面;
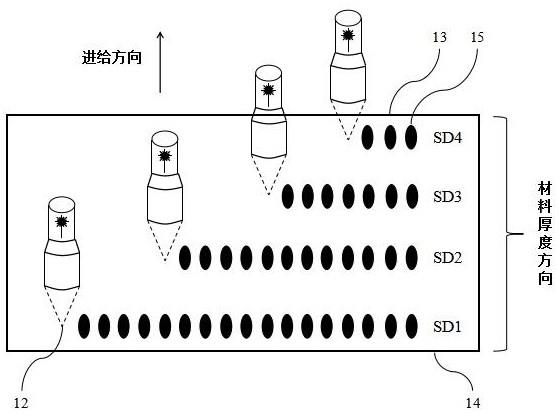
6、4)通过控制三维精密加工台,使激光照射在透明硬脆材料下表面并沿着设计图案扫描,扫描完一层后,向上进给一定距离,重复扫描,使材料在整个厚度方向上充分均匀改质;沿着外轮廓线和填充线扫描待切透明硬脆材料,在切割过程中采用从下往上逐层改质的方法切割,使材料在整个厚度方向上充分改质;
7、5)根据透明硬脆材料的成分配制一定浓度的化学溶液;
8、6)将上述溶液倒入烧杯中,将烧杯放入超声清洗机中并固定,向超声清洗机中加入适量的水;
9、7)将激光改质后的材料浸入装有化学溶液的烧杯中,在进行化学腐蚀的同时进行超声振动;
10、8)待超声振动一段时间后,封闭空心结构中需要填充的部分被腐蚀脱落,在超声振动的作用下实现自动分离;
11、9)取出材料,并用清水冲洗干净,烘干后包装、保存。
12、所述的透明硬脆材料是石英、金刚石、蓝宝石玻璃、碳化硅中的任意一种。
13、所述的激光是红外皮秒贝塞尔光束,激光的波长1064nm,脉冲宽度10~15ps,重复频率50~100khz,平均功率14~20w;所述激光进行直线或曲线扫描速度都设为50mm/s,采用分层进给方式加工,从下表面开始。
14、所述的化学溶液是浓度为10%的氢氟酸溶液。
15、所述的启动超声振动后,每隔20分钟取出石英片观察腐蚀情况,切缝由于化学溶液作用而延展,当观察到石英片片上的填充部分分离后立即停止超声振动,取出透明硬脆材料。
16、所述的填充切割图形是中心圆孔、矩形孔或“c”形结构孔;中心圆孔采用间距为0.1mm的激光直线填充,矩形孔和 “c”形结构采用间距为0.5mm的激光直线填充。
17、所述的激光在纵横两个方向扫描,将待分离材料划分为若干个小的矩形元素,加快化学溶液的腐蚀速率。
18、本发明具有以下优点:
19、1)本发明通过超快激光实现对透明硬脆材料的充分改质,避免了传统方法中的崩边、裂纹的产生。
20、2)本发明激光隐形切割道极窄,切割速度快,可大大提高透明硬脆材料的加工精度和加工效率。
21、3)本发明通过超快激光在材料厚度方向上形成改质层,结合化学溶液腐蚀和超声振动,可以实现封闭空心结构内部材料与周围材料的自动分离,加工的封闭空心结构无锥度,崩边小,不引入额外的机械应力,提高了构件的形状精度,避免了传统方法中不可控的机械损伤。
技术特征:
1.隐形切割透明硬脆材料中封闭空心结构的加工方法,其特征在于,具体步骤如下:
2.根据权利要求1所述的隐形切割透明硬脆材料中封闭空心结构的加工方法,其特征在于,所述的透明硬脆材料是石英、金刚石、蓝宝石玻璃、碳化硅中的任意一种。
3.根据权利要求1所述的隐形切割透明硬脆材料中封闭空心结构的加工方法,其特征在于,所述的激光是红外皮秒贝塞尔光束,激光的波长1064nm,脉冲宽度10~15ps,重复频率50~100khz,平均功率14~20w;所述激光进行直线或曲线扫描速度都设为50mm/s,采用分层进给方式加工,从下表面开始。
4.根据权利要求1所述的隐形切割透明硬脆材料中封闭空心结构的加工方法,其特征在于,所述的化学溶液是浓度为10%的氢氟酸溶液。
5.根据权利要求1所述的隐形切割透明硬脆材料中封闭空心结构的加工方法,其特征在于,所述的启动超声振动后,每隔20分钟取出石英片观察腐蚀情况,切缝由于化学溶液作用而延展,当观察到石英片片上的填充部分分离后立即停止超声振动,取出透明硬脆材料。
6.根据权利要求1所述的隐形切割透明硬脆材料中封闭空心结构的加工方法,其特征在于,所述的填充切割图形是中心圆孔、矩形孔或“c”形结构孔;中心圆孔采用间距为0.1mm的激光直线填充,矩形孔和 “c”形结构采用间距为0.5mm的激光直线填充。
7.根据权利要求1所述的隐形切割透明硬脆材料中封闭空心结构的加工方法,其特征在于,所述的激光在纵横两个方向扫描,将待分离材料划分为若干个小的矩形元素,加快化学溶液的腐蚀速率。
技术总结
本发明公开了一种隐形切割透明硬脆材料中封闭空心结构的加工方法,其利用超快激光在透明硬脆材料中进行隐形加工,打断材料的分子键,形成改质带,然后使用化学溶液进行腐蚀,同时辅以超声振动,使封闭空心结构内部的材料尺寸减小,并沿着扫描路径与周围材料自动分离,实现各种封闭空心结构的高效、精密加工。本发明具有切割精度高、无锥度、崩边小、可重复性好等优点。
技术研发人员:张新峰,德米特罗维奇·德米特里,王权,任云鹏,龙安泽,高欣,杜陈,应艳阳,汪淑芬,叶元霞
受保护的技术使用者:江苏卓远半导体有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!