PCD锯片锯齿刃口的精加工方法与流程
本发明属于金刚石锯片生产领域,具体地说,尤其涉及一种pcd锯片锯齿刃口的精加工方法。
背景技术:
1、pcd锯片也称为金刚石锯片。现有的金刚石锯片主要包括锯片本体11,锯片本体11作为底座,用于安装锯齿5,如图2所示,锯片本体11的外周上焊接有多个锯齿5,锯片本体11主要采用钢板制作而成,锯齿5包括合金层52,合金层52上焊接有pcd金刚石层51,pcd金刚石层51因具有较高的耐磨性和硬度,所以锯齿5主要通过pcd金刚石层51切割固体材料。
2、如图3所示,锯齿5的pcd金刚石层51上远离合金层52的一侧为锯齿前角面1,锯齿前角面1两侧为锯齿侧面3,锯齿前角面1远离锯片本体11的一端为锯齿后角面2,锯齿侧面3、锯齿后角面2与锯齿前角面1的交线为锯齿刃口4。由于锯齿5上的pcd金刚石层51的硬度和耐磨性很高,因此其加工要求也较高,目前主要采用磨削或电火花的方式进行磨削加工,但是pcd金刚石的导电性差,甚至不导电,导致磨削或电火花加工效率很低,同时磨削或电火花加工出的锯齿轮廓度差,锯齿在存在微小崩口,产品质量难以得到保证。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种pcd锯片锯齿刃口的精加工方法,其采用激光加工代替原有的磨削或电火花加工方式,克服了pcd金刚石不导电难加工的现状,使得加工效率和加工精度大幅提升,避免了现有技术磨削液污染环境的问题。
2、所述的pcd锯片锯齿刃口的精加工方法,包括以下步骤:
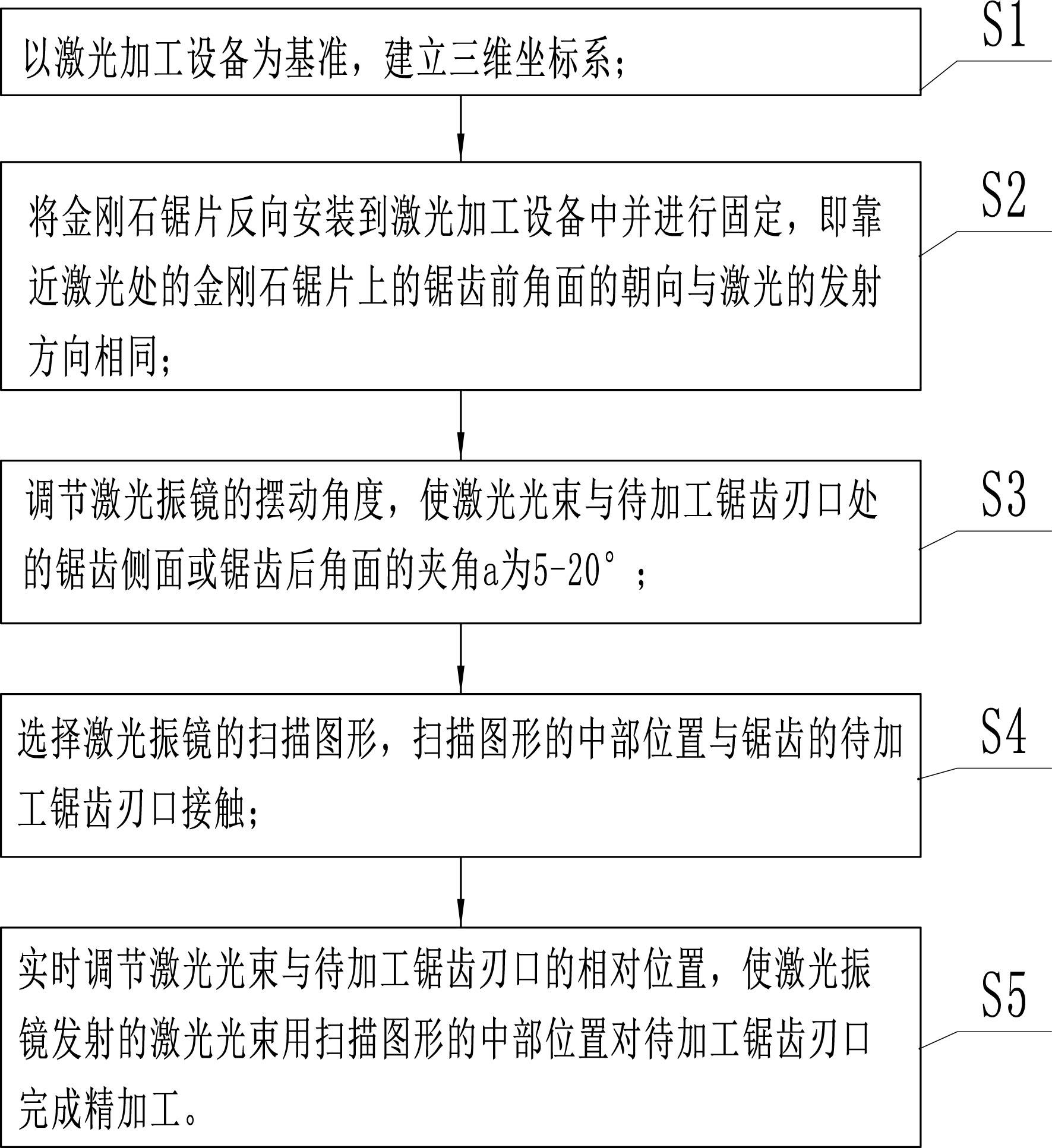
3、s1、以激光加工设备为基准,建立三维坐标系,三维坐标系的x轴、y轴和z轴上分别安装可在相应坐标轴方向移动的激光平移机构、锯片平移机构和激光升降机构,x轴、y轴和z轴用于表示激光平移机构、锯片平移机构和激光升降机构在三维空间中的相对位置关系的参考坐标轴;
4、s2、将金刚石锯片反向安装到激光加工设备中并进行固定,即靠近激光处的金刚石锯片上的锯齿前角面的朝向与激光的发射方向相同;
5、s3、调节激光振镜的摆动角度,使激光光束与待加工锯齿刃口处的锯齿侧面的夹角a为5-20°;
6、s4、选择激光振镜的扫描图形,扫描图形的中部位置与锯齿的待加工锯齿刃口接触;激光在扫描时,会沿扫描图形迅速地逐行往复移动,与此同时,直到扫描完整个扫描图形所在的区域;
7、s5、加工时,实时调节激光光束与待加工锯齿刃口的相对位置,使激光振镜发射的激光光束从锯齿一侧,靠近锯片本体一端的刃口端点p1向后角方向的刃口加工,直到激光光束完全经过锯齿后角面处的刃口;
8、再次调节激光光束与待加工锯齿刃口的相对位置,同步调节激光振镜的摆动角度,满足s3的要求,使激光振镜发射的激光光束从锯齿另一侧,靠近锯片本体一端的刃口端点p4再次向后角方向的刃口加工,直到激光光束经过锯齿后角面处的刃口。
9、优选地,所述s1中,激光加工设备的工作平台水平放置,激光升降机构所在的z轴垂直于工作平台。
10、优选地,所述s2中,锯片本体所在平面垂直于加工平台。
11、优选地,在s4之前,调整激光振镜的场镜大小,使激光光束的焦点处于激光振镜摆动轴的延长线上。
12、优选地,所述s5中,激光光束经过待加工锯齿刃口处的速度为200-1200mm/s,激光频率为80-200khz,脉冲宽度为30-150ns。
13、优选地,所述s5中,经过待加工锯齿刃口处的激光光束速度处于均速状态。
14、优选地,所述s4中,扫描图形为矩形,扫描图形的发射方向与激光发射方向相同。
15、优选地,还包括s6,激光加工设备将金刚石锯片拨动一个锯齿的距离,重复s2至s5的动作,直到完成金刚石锯片上所有锯齿刃口的精加工,最后取下金刚石锯片。
16、优选地,所述激光振镜通过光纤与激光器连接,激光器为脉冲激光器。
17、与现有技术相比,本发明的有益效果是:
18、1、本发明主要用于锯齿激光粗加工后的锯齿刃口精磨加工,相对于锯齿激光粗加工,将金刚石锯片反向安装,使待加工锯齿刃口处的锯齿前角面的朝向与激光发射方向相同,利用脉冲激光沿两侧锯齿侧面的刃口从靠近锯片本体的后方向前方分别照射一遍,完成锯齿刃口的修磨,使修磨后的锯齿刃口(锯齿侧面及锯齿后角面与锯齿前角面的夹角)变成锋利的尖角结构;
19、2、本发明采用脉冲激光分两步加工金刚石锯齿的锯齿刃口, 大大提高了金刚石锯齿的加工精度和产品质量;
20、3、本发明采用扫描图形的中部位置磨削待加工锯齿刃口,扫描图形中部位置的激光处于匀速状态,加工出的刃口质量稳定,防止扫描图形两端位置与待加工锯齿刃口接触,从而避免激光换向停顿时激光长时间停留而导致的刃口过度磨削,大大提高了产品质量。
技术特征:
1.一种pcd锯片锯齿刃口的精加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的pcd锯片锯齿刃口的精加工方法,其特征在于:所述s1中,激光加工设备的工作平台水平放置,激光升降机构(7)所在的z轴垂直于工作平台。
3.根据权利要求2所述的pcd锯片锯齿刃口的精加工方法,其特征在于:所述s2中,锯片本体所在平面垂直于加工平台。
4.根据权利要求1所述的pcd锯片锯齿刃口的精加工方法,其特征在于:在s4之前,调整激光振镜(13)的场镜大小,使激光光束(131)的焦点处于激光振镜(13)摆动轴的延长线上。
5.根据权利要求1所述的pcd锯片锯齿刃口的精加工方法,其特征在于:所述s5中,激光光束(131)经过待加工锯齿刃口(4)处的速度为200-1200mm/s,激光频率为80-200khz,脉冲宽度为30-150ns。
6.根据权利要求1所述的pcd锯片锯齿刃口的精加工方法,其特征在于:所述s5中,经过待加工锯齿刃口(4)处的激光光束(131)速度处于均速状态。
7.根据权利要求1所述的pcd锯片锯齿刃口的精加工方法,其特征在于:所述s4中,扫描图形为矩形,扫描图形的发射方向与激光发射方向相同。
8.根据权利要求1至7中任一项所述的pcd锯片锯齿刃口的精加工方法,其特征在于:还包括s6,激光加工设备将金刚石锯片拨动一个锯齿(5)的距离,重复s2至s5的动作,直到完成金刚石锯片上所有锯齿刃口(4)的精加工,最后取下金刚石锯片。
9.根据权利要求8所述的pcd锯片锯齿刃口的精加工方法,其特征在于:所述激光振镜(13)通过光纤与激光器连接,激光器为脉冲激光器。
技术总结
本发明公开了一种PCD锯片锯齿刃口的精加工方法,其属于金刚石锯片生产领域。它主要包括调节激光振镜的摆动角度,使激光光束与待加工锯齿刃口处的锯齿侧面的夹角a为5‑20°,选择激光振镜的扫描图形,用扫描图形的中部位置磨削待加工锯齿刃口,加工出的锯齿刃口质量稳定、精度高。本发明采用激光加工代替原有的磨削或电火花加工方式,克服了PCD金刚石不导电难加工的现状,使得加工效率和加工精度大幅提升,避免了现有技术磨削液污染环境的问题。本发明主要用于锯齿刃口的激光精加工。
技术研发人员:请求不公布姓名
受保护的技术使用者:临沂友诚制锯技术服务有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!