连续冷冲锻工艺及产品的制作方法
本申请涉及冷锻压加工领域,特别涉及一种连续冷冲锻工艺及产品。
背景技术:
1、相关技术中,需要批量地对坯料进行冷锻、冲压时,需要将单个坯料分别移动至冷锻机和冲压机中,分别进行冷锻加工和冲压加工,冲压加工也可能包括多个冲切、成形的冲压机,从而使得坯料需要在相应的冷锻设备和多个冲压设备之间移动,不管是通过人工进行移动还是通过机械手进行移动,都会降低加工效率,也会增加加工成本。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本申请提出一种连续冷冲锻工艺,能够提高对产品冷锻和冲压的自动化加工程度。
2、本发明还提出一种通过这种连续冷冲锻工艺加工的产品。
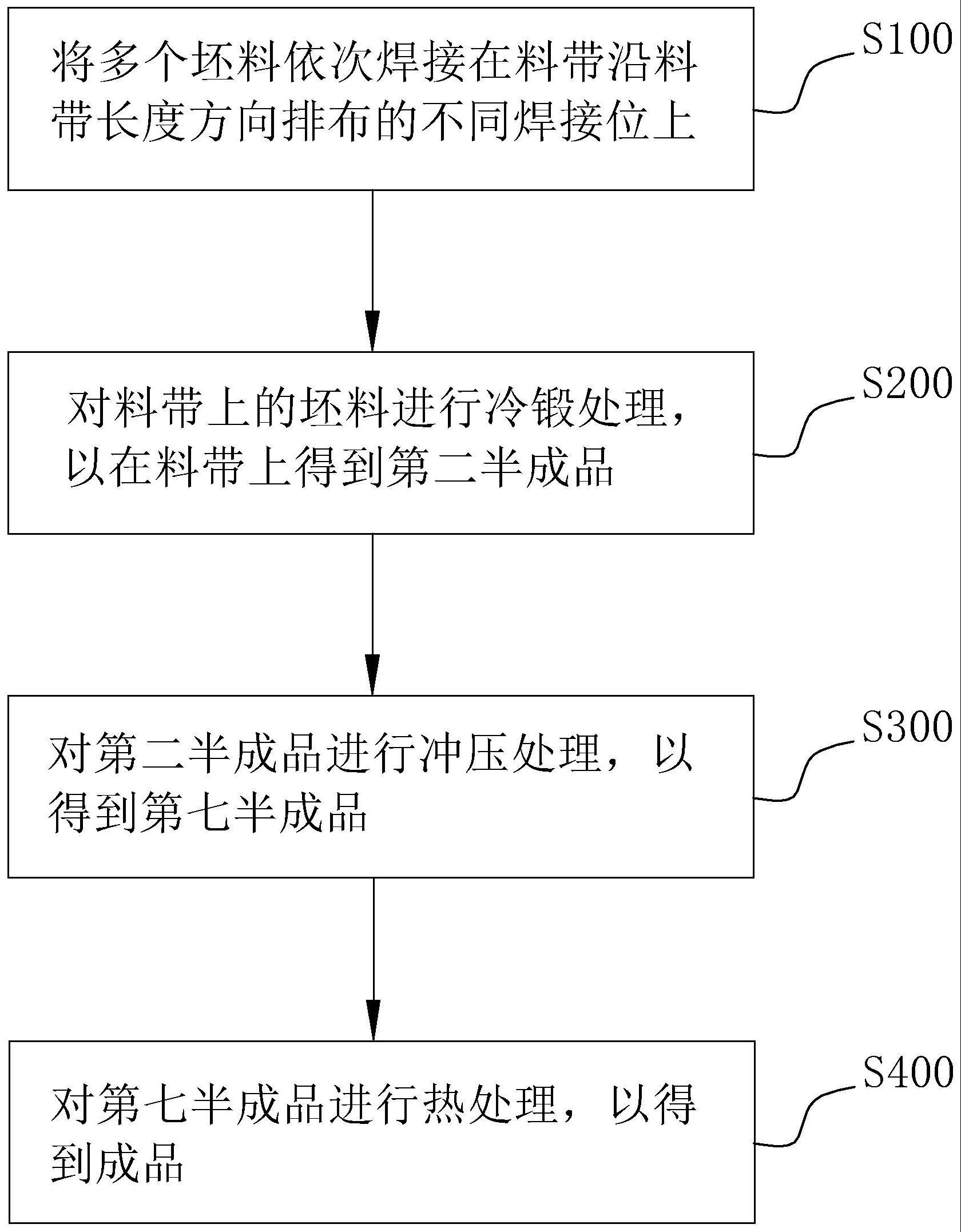
3、根据本发明的第一方面实施例的连续冷冲锻工艺,包括如下步骤:将多个坯料依次焊接在料带沿所述料带长度方向排布的不同焊接位上;对所述料带上的所述坯料进行冷锻处理,使得在所述料带上得到第二半成品;对所述第二半成品进行冲压处理,以得到加工品;其中,对所述坯料进行冷锻的冷锻模块和对所述第二半成品进行冲压的冲压模块依次沿所述料带的走料方向设置。
4、根据本发明实施例的连续冷冲锻工艺,至少具有如下有益效果:首先准备好一个料带,将多个坯料依次焊接在沿料带长度方向的排布的焊接位上,从而得到一个带有多个坯料的料带;随后通过冷锻模块将料带上的坯料进行冷锻处理,从而使得料带上的坯料经过冷锻处理后形成第二半成品;随后将经过冷锻处理的第二半成品再经过冲压模块进行冲压处理,从而得到加工品;由于冷锻模块和冲压模块均沿料带的走料方向设置,从而在料带走料的过程中,可以不断实现冷锻和冲压加工,从而避免了移动加工半成品的工序,也就提高了加工效率,同时也降低了加工成本。
5、根据本发明的一些实施例,所述料带上的所述坯料连续经过两次所述冷锻处理。
6、根据本发明的一些实施例,所述对所述第二半成品进行冲压处理,包括如下步骤:对所述第二半成品进行第一次切边,以形成第三半成品。
7、根据本发明的一些实施例,所述对所述第二半成品进行冲压处理,还包括如下步骤:对所述第三半成品进行整形,以形成第四半成品;对所述第四半成品进行第二次切边,以形成第五半成品。
8、根据本发明的一些实施例,所述对所述第二半成品进行冲压处理,还包括如下步骤:对所述第五半成品冲孔,以形成第六半成品。
9、根据本发明的一些实施例,所述对所述第二半成品进行冲压处理,还包括如下步骤:
10、对所述第六半成品冲压落料,以得到所述加工品。
11、根据本发明的一些实施例,还包括如下步骤:对所述加工品进行热处理,以得到成品。
12、根据本发明的一些实施例,所述对所述加工品进行热处理,包括如下步骤:将所述加工品置于真空腔内;将所述真空腔内的温度加热至610°后保温1小时;随炉冷却至50°取出,以得到成品;其中,所述坯料的材质为不锈钢材质。
13、根据本发明的一些实施例,多个坯料通过激光焊接依次焊接在所述料带沿所述料带长度方向排布的不同焊接位上。
14、根据本发明的第二方面实施例的产品,所述产品由上述第一方面实施例所述连续冷冲锻工艺加工而成。
15、根据本发明实施例的产品,至少具有如下有益效果:这种产品由焊接在料带上的坯料经过连续冷锻和冲压处理而成。
16、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.连续冷冲锻工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的连续冷冲锻工艺,其特征在于,所述料带上的所述坯料连续经过两次所述冷锻处理。
3.根据权利要求1所述的连续冷冲锻工艺,其特征在于,所述对所述第二半成品进行冲压处理,包括如下步骤:
4.根据权利要求3所述的连续冷冲锻工艺,其特征在于,所述对所述第二半成品进行冲压处理,还包括如下步骤:
5.根据权利要求4所述的连续冷冲锻工艺,其特征在于,所述对所述第二半成品进行冲压处理,还包括如下步骤:
6.根据权利要求5所述的连续冷冲锻工艺,其特征在于,所述对所述第二半成品进行冲压处理,还包括如下步骤:
7.根据权利要求1所述的连续冷冲锻工艺,其特征在于,还包括如下步骤:
8.根据权利要求7所述的连续冷冲锻工艺,其特征在于,所述对所述加工品进行热处理,包括如下步骤:
9.根据权利要求1所述的连续冷冲锻工艺,其特征在于,多个坯料通过激光焊接依次焊接在所述料带沿所述料带长度方向排布的不同焊接位上。
10.一种产品,其特征在于,所述产品由上述权利要求1-9中任一所述连续冷冲锻工艺加工而成。
技术总结
本申请公开了一种连续冷冲锻工艺及产品,连续冷冲锻工艺包括如下步骤:将多个坯料依次焊接在料带沿料带长度方向排布的不同焊接位上;对料带上的坯料进行冷锻处理,使得在料带上得到第二半成品;对第二半成品进行冲压处理,以得到加工品;其中,对坯料进行冷锻的冷锻模块和对第二半成品进行冲压的冲压模块依次沿料带的走料方向设置。本申请的连续冷冲锻工艺能够实现对产品冷锻和冲压的连续加工,提高加工效率,降低成本,达到高效自动化。
技术研发人员:樊卓志
受保护的技术使用者:东莞领益精密制造科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!