一种异型精密框架的加工方法与流程
本发明涉及异型精密框架,具体为一种异型精密框架的加工方法。
背景技术:
1、铝型材因为其具有强度高、防冲击、易成型、防生锈、耐候等特点广泛应用与各个行业,特别在异型的精密框架的制造行业,应用十分广泛。
2、异型精密框架在加工时,为了保证其框架结构的稳定性,需要增加斜梁对其进行支撑,而这些斜梁在进行加工时会对框架的整体组装造成影响,从而造成框架的加工十分复杂,在框架的组装上就需要耗费较多的时间和精力,从而影响异型框架的加工效率,使用十分不方便;且异型框架加工的精度受到横梁和加工方法的影响,浮动较大,影响异型精密框架的正常使用,为此提出一种异型精密框架的加工方法来解决上述问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种异型精密框架的加工方法,解决了框架加工时组装耗费大量时间和精力,影响框架加工效率的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种异型精密框架的加工方法,包括以下步骤:
3、s1、将型材放置到矫直机中进行矫直;
4、s2、将型材放置到切割装置上进行切割,并对切割口进行打磨去毛刺;
5、s3、将部分型材放置到折弯机进行折弯,并对边角和连接处切角处理;
6、s4、测量确定需要连接位置,并型材上做出标记;
7、s5、根据连接位置准备连接块,并对型材的连接处进行开槽,具体步骤如下;
8、s5-1、根据型材的宽度准备连接块,平行连接处准备直型连接块,弯口连接处准备弯型连接块;
9、s5-2、在型材的连接处通过开槽装置进行开槽,开槽大小为连接块的一半,并将与之相连接的型材的侧边同步进行开槽,且槽口尺寸相同。
10、s6、根据异型精密框架的成品形状对型材进行摆放,并通过连接块将型材相互连接,先整体后局部,先将大体框架进行组装,组装后测量框架具体数据,并根据异型精密框架的成品要求进行调整,然后对框架其他位置的型材进行连接;
11、s7、将型材连接处进行焊接,将连接块外露部分进行切割,并将连接块焊接进槽口中,加固框架整体连接;
12、s8、通过打磨机对框架焊接处进行打磨;
13、s9、将框架整体进行电解抛光;
14、s10、将框架整体放入烘干箱内加热,蒸发电解抛光残液;
15、s11、将框架通过振动时效仪去应力。
16、优选的,所述型材为通过铝、铜、锌并含少量锰的合金材料制成,型材为中空且具有十字加强筋的矩形型材;具体步骤为:
17、s1-1、将铝进行高温融化,然后加入融化后的锌,得到a溶液,锌所占比
18、重为0.2%;
19、s2-2、将融化后的铜加入到a溶液中,得到b溶液,铜占比重的0.3%~0.4%;
20、s3-3、将融化的锰加入到b溶液中,得到c溶液,锰占比重的0.01%~0.02%;s4-4、在c溶液中加入精炼剂并对其进行搅拌,得到d溶液;
21、s5-5、取出模具,将d溶液浇注到模具中待其冷却。
22、优选的,所述s2步骤后,所述型材切割后的成品型材尺寸误差在0.5mm内。
23、优选的,所述s3步骤中,对型材的边角和连接处进行切角,折弯后的铝型材需要根据相邻型材的角度进行切割,切角角度与型材连接处角度之间的平行度小于0.2%。
24、优选的,所述s5、s7步骤中,所述连接块为两端为等腰梯形,中间为长方体的锲型块。
25、优选的,所述s7步骤时,通过先进行点焊对型材和连接块进行焊接,点焊后再次对大体框架进行测量,然后再对连接处进行连续焊接。
26、优选的,所述s8步骤后,框架整体平面度不大于0.1mm。
27、优选的,所述s11具体步骤为,先通过频谱分析,优选五个以上频率的振型,再通过将激振器夹在框架上,然后通过激振器振动消除框架内的应力。
28、本发明提供了一种异型精密框架的加工方法。具备以下有益效果:
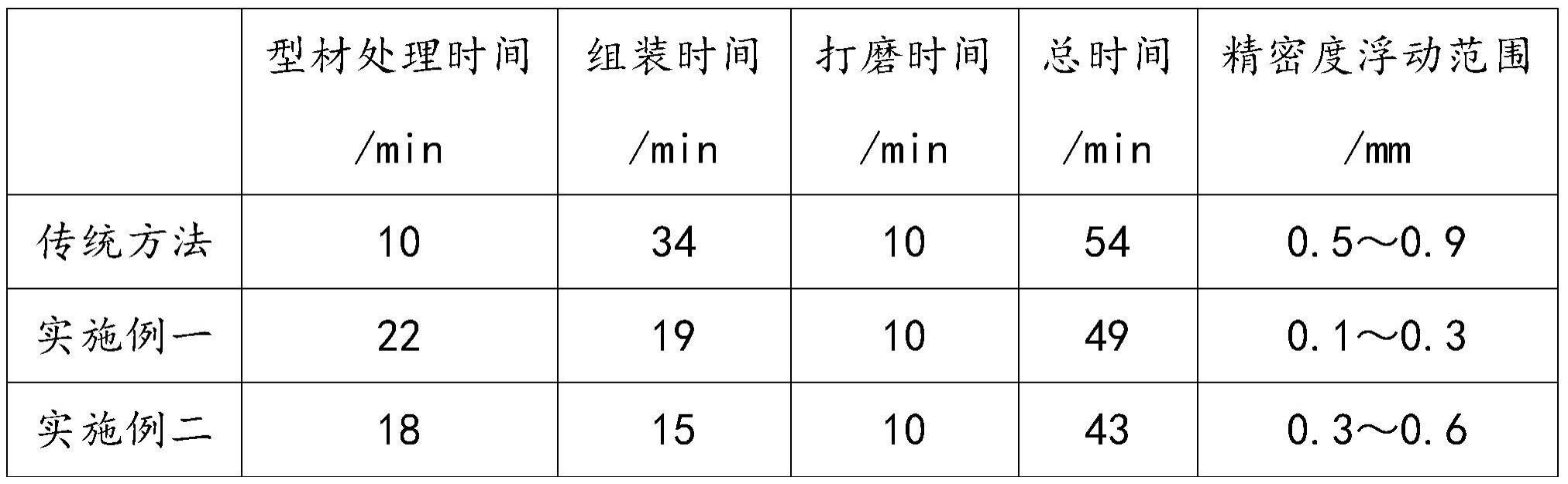
29、1、本发明通过,将型材的连接处先进行开槽,然后通过连接块将型材与型材之间进行预连接,根据框架尺寸进行调整后,再通过焊接方式进行焊接,从而减少框架在组装时所需要的时间,从而提高框架的加工效率,使用更加方便。
30、2、本发明通过,通过先整体在局部的方式,先将整体框架进行拼接后再对内部横梁进行组装,减少在安装时横梁对框架整体形状造成的影响,从而降低框架加工时的浮动范围,提高异型框架的精度,保证框架的正常使用。
技术特征:
1.一种异型精密框架的加工方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种异型精密框架的加工方法,其特征在于:所述型材为通过铝、铜、锌并含少量锰的合金材料制成,型材为中空且具有十字加强筋的矩形型材;具体步骤为:
3.根据权利要求1所述的一种异型精密框架的加工方法,其特征在于:所述s2步骤后,所述型材切割后的成品尺寸误差在0.5mm内。
4.根据权利要求1所述的一种异型精密框架的加工方法,其特征在于:所述s3步骤中,对型材的边角和连接处进行切角,折弯后的型材需要根据相邻型材的角度进行切割,切角角度与型材连接处角度之间的平行度小于0.2%。
5.根据权利要求1所述的一种异型精密框架的加工方法,其特征在于:所述s5、s7步骤中,所述连接块为两端为等腰梯形,中间为长方体的锲型块。
6.根据权利要求1所述的一种异型精密框架的加工方法,其特征在于:所述s7步骤时,通过先进行点焊对型材和连接块进行焊接,点焊后再次对大体框架进行测量,然后再对连接处进行连续焊接。
7.根据权利要求1所述的一种异型精密框架的加工方法,其特征在于:所述s8步骤后,框架整体平面度不大于0.1mm。
8.根据权利要求1所述的一种异型精密框架的加工方法,其特征在于:所述s11具体步骤为,先通过频谱分析,优选五个以上频率的振型,再通过将激振器夹在框架上,然后通过激振器振动消除框架内的应力。
技术总结
本发明提供一种异型精密框架的加工方法,涉及异型精密框架技术领域。该一种异型精密框架的加工方法,包括S2、将型材放置到切割装置上进行切割,S5‑1、再根据型材的宽度准备连接块,平行连接处准备直型连接块,弯口连接处准备弯型连接块,S5‑2、在型材的连接处通过开槽装置进行开槽,开槽大小为连接块的一半,并将与之相连接的型材的侧边同步进行开槽,且槽口尺寸相同。通过对型材预先进行开槽,然后通过连接块进行连接,减少框架在组装时所需要的时间,从而提高框架的加工效率,通过先整体在局部的组装方式,先将大体框架进行拼接后再对内部横梁进行组装,减少横梁对框架安装造成的影响,提高框架的精度,保证框架的正常使用。
技术研发人员:张红强,班学峰,张国强,丁晓东,杜斌伟,段成龙,何继红,郭忠华,王超,刘妍,徐伟
受保护的技术使用者:三河建华高科有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!