一种航空发动机管接嘴夹具及其使用方法与流程
本发明涉及一种航空发动机管接嘴夹具及其使用方法,属于机械加工。
背景技术:
1、管路系统在航空发动机运行过程中起着非常重要的作用,为航空发动机输送流体和能量,管路的可靠性直接影响发动机整机的可靠性和安全性。管路上的管接头或管接嘴将油管连接为整体并固定于机体上,具有一定的支撑、固定和连接作用等。由于管路繁多,空间狭窄,管接头或管接嘴产品的形位尺寸、安装尺寸精度要求较高,待加工管接嘴的结构如图1至图3所示,管接嘴一端的横截面形状呈圆柱形,另一端的横截面形状呈椭圆形,该椭圆包括两直线段和两半圆段,当管接嘴椭圆段的中心线位于竖直位置时,圆柱段的中心线与水平面之间的夹角为17°±20′,在加工管接嘴椭圆段的圆弧端面和外形时,有空间尺寸、空间角度、位置度要求。因此,如何一次装夹完成管接嘴椭圆段的圆弧端面和外形加工,是本领域技术人员亟待解决的技术问题。
技术实现思路
1、为解决上述技术问题,本发明提供了一种航空发动机管接嘴夹具及其使用方法。
2、本发明通过以下技术方案得以实现:
3、本发明提供的一种航空发动机管接嘴夹具,包括底座,所述底座的顶部设有定位组件a和限位组件b,所述底座的顶部在定位组件a和限位组件b之间设有定位组件b。
4、所述定位组件a包括支撑板a和定位板,支撑板a设在底座上,支撑板a上设有定位孔,支撑板a上在定位孔的一端设有凹槽,定位板设在该凹槽内。
5、所述支撑板a上设有辅助限位座。
6、所述限位组件b包括支座b、限位螺杆b和压块a,支座b设在底座上,限位螺杆b与支座b螺纹连接,且限位螺杆b上螺纹连接有锁紧螺母a,压块a与限位螺杆b的一端活动连接。
7、所述定位组件b靠近限位组件b,定位组件b包括支撑螺杆,支撑螺杆与底座螺纹连接,支撑螺杆上固定套装有手柄,且手柄表面滚花,支撑螺杆上在手柄与底座之间螺纹连接有锁紧螺母b。
8、所述限位组件b上设有限位组件a。
9、所述限位组件a包括u型块和两块横板,两块横板并排设在u型块上,且两块横板上远离u型块的一端均螺纹连接有限位螺杆a。
10、所述底座顶部在定位组件a的对侧设有限位组件c。
11、所述限位组件c包括支撑板b、限位螺杆c和压块b,支撑板b设在底座上,限位螺杆c与支撑板b螺纹连接,且限位螺杆c上螺纹连接有锁紧螺母c,压块b与限位螺杆c的一端活动连接。
12、一种航空发动机管接嘴夹具的使用方法,包括以下步骤:
13、a、将夹具中的底座安装固定在数控机床的工作台上;
14、b、调整好支撑螺杆伸出底座的长度,并拧紧锁紧螺母b将支撑螺杆锁紧固定;
15、c、先通过定位组件a对管接嘴的圆柱段进行定位,然后使管接嘴的底部与支撑螺杆的上端接触,再使限位组件b抵靠在管接嘴上;
16、d、通过限位组件a对管接嘴椭圆段的前后方向进行限位,通过限位组件c配合定位组件a共同对管接嘴圆柱段的前后方向进行限位;
17、e、启动数控机床,即可开始加工管接嘴椭圆段的圆弧面和外形。
18、本发明的有益效果在于:
19、1、将支撑螺杆伸出底座的长度调整至所需位置,通过定位组件a对管接嘴的圆柱段进行定位,然后使管接嘴的底部与支撑螺杆上端接触,即可确保管接嘴椭圆段中心线位于竖直位置,有利于一次装夹即可实现管接嘴椭圆段的圆弧端面和外形加工;
20、2、通过压块a和辅助限位座在左右方向上对管接嘴进行限位,通过两根限位螺杆a在前后方向上对管接嘴的椭圆段进行限位,通过压块b和定位板配合在圆柱段轴向上对管接嘴进行限位,确保将管接嘴稳定、可靠装夹固定,防止管接嘴在加工过程中窜动,有助于保证管接嘴的加工精度。
21、3、管接嘴定位、装夹操作简单,有助于提高加工效率。
技术特征:
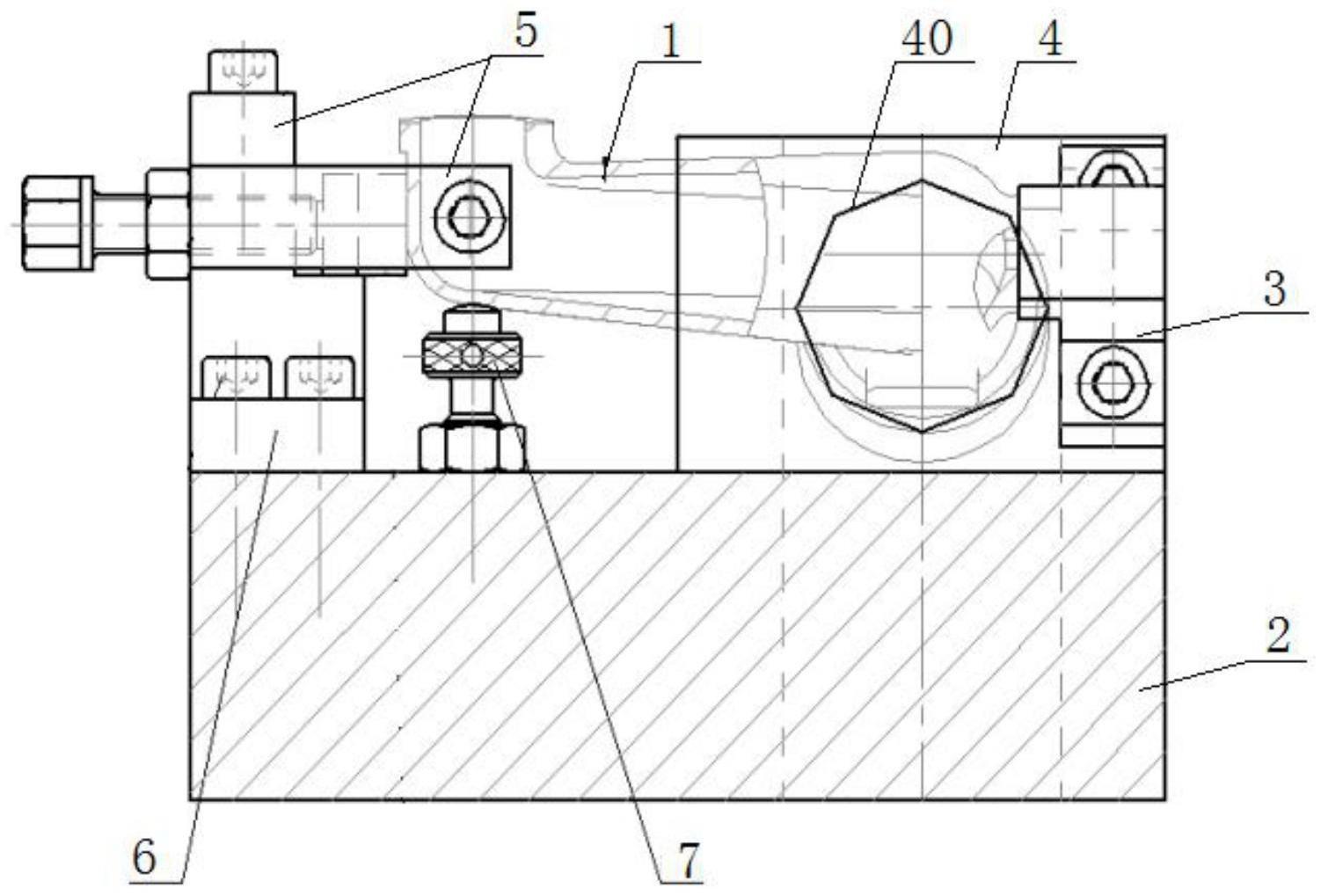
1.一种航空发动机管接嘴夹具,其特征在于:包括底座(2),所述底座(2)的顶部设有定位组件a(4)和限位组件b(6),所述底座(2)的顶部在定位组件a(4)和限位组件b(6)之间设有定位组件b(7)。
2.如权利要求1所述的航空发动机管接嘴夹具,其特征在于:所述定位组件a(4)包括支撑板a(42)和定位板(41),支撑板a(42)设在底座(2)上,支撑板a(42)上设有定位孔(40),支撑板a(42)上在定位孔(40)的一端设有凹槽,定位板(41)设在该凹槽内。
3.如权利要求2所述的航空发动机管接嘴夹具,其特征在于:所述支撑板a(42)上设有辅助限位座(3)。
4.如权利要求1所述的航空发动机管接嘴夹具,其特征在于:所述限位组件b(6)包括支座b(60)、限位螺杆b(61)和压块a(63),支座b(60)设在底座(2)上,限位螺杆b(61)与支座b(60)螺纹连接,且限位螺杆b(61)上螺纹连接有锁紧螺母a(62),压块a(63)与限位螺杆b(61)的一端活动连接。
5.如权利要求1所述的航空发动机管接嘴夹具,其特征在于:所述定位组件b(7)靠近限位组件b(6),定位组件b(7)包括支撑螺杆(70),支撑螺杆(70)与底座(2)螺纹连接,支撑螺杆(70)上固定套装有手柄(72),且手柄(72)表面滚花,支撑螺杆(70)上在手柄(72)与底座(2)之间螺纹连接有锁紧螺母b(71)。
6.如权利要求1所述的航空发动机管接嘴夹具,其特征在于:所述限位组件b(6)上设有限位组件a(5)。
7.如权利要求6所述的航空发动机管接嘴夹具,其特征在于:所述限位组件a(5)包括u型块(50)和两块横板(51),两块横板(51)并排设在u型块(50)上,且两块横板(51)上远离u型块(50)的一端均螺纹连接有限位螺杆a(52)。
8.如权利要求1所述的航空发动机管接嘴夹具,其特征在于:所述底座(2)顶部在定位组件a(4)的对侧设有限位组件c(8)。
9.如权利要求8所述的航空发动机管接嘴夹具,其特征在于:所述限位组件c(8)包括支撑板b(80)、限位螺杆c(81)和压块b(83),支撑板b(80)设在底座(2)上,限位螺杆c(81)与支撑板b(80)螺纹连接,且限位螺杆c(81)上螺纹连接有锁紧螺母c(82),压块b(83)与限位螺杆c(81)的一端活动连接。
10.一种航空发动机管接嘴夹具的使用方法,其特征在于:包括以下步骤:
技术总结
本发明公开了一种航空发动机管接嘴夹具及其使用方法,属于机械加工技术领域。该夹具包括底座,所述底座的顶部设有定位组件A和限位组件B,所述底座的顶部在定位组件A和限位组件B之间设有定位组件B。将支撑螺杆伸出底座的长度调整至所需位置,通过定位组件A对管接嘴的圆柱段进行定位,然后使管接嘴的底部与支撑螺杆上端接触,即可确保管接嘴椭圆段中心线位于竖直位置,有利于一次装夹即可实现管接嘴椭圆段的圆弧端面和外形加工;能够将管接嘴稳定、可靠装夹固定,防止管接嘴在加工过程中窜动,有助于保证管接嘴的加工精度。
技术研发人员:黄明忠,吴祖权,高红,杨勇,付代国,杨芬,杨贵云
受保护的技术使用者:贵州航飞精密制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!