电子元件成型装置的制作方法
本发明涉及非标自动化,特别是涉及一种电子元件成型装置。
背景技术:
1、自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。自动化系统中的大型成套设备,又称自动化装置。是指机器或装置在无人干预的情况下按规定的程序或指令自动进行操作或控制的过程。
2、电子元件二极管在生产过程中,需要在外部套入套管,并将引脚折弯成型到指定形状,现有此过程大都是通过人工操作完成,引脚折弯是通过治具完成,在折弯过程中效率低,而且人工操作成本高,成型精度也较难掌握。
技术实现思路
1、为解决上述问题,本发明提供一种解决了现有对电子元件引脚成型难度高,尤其是异形引脚成型,实现自动化引脚成型,成型效果好,结构精度高的电子元件成型装置。
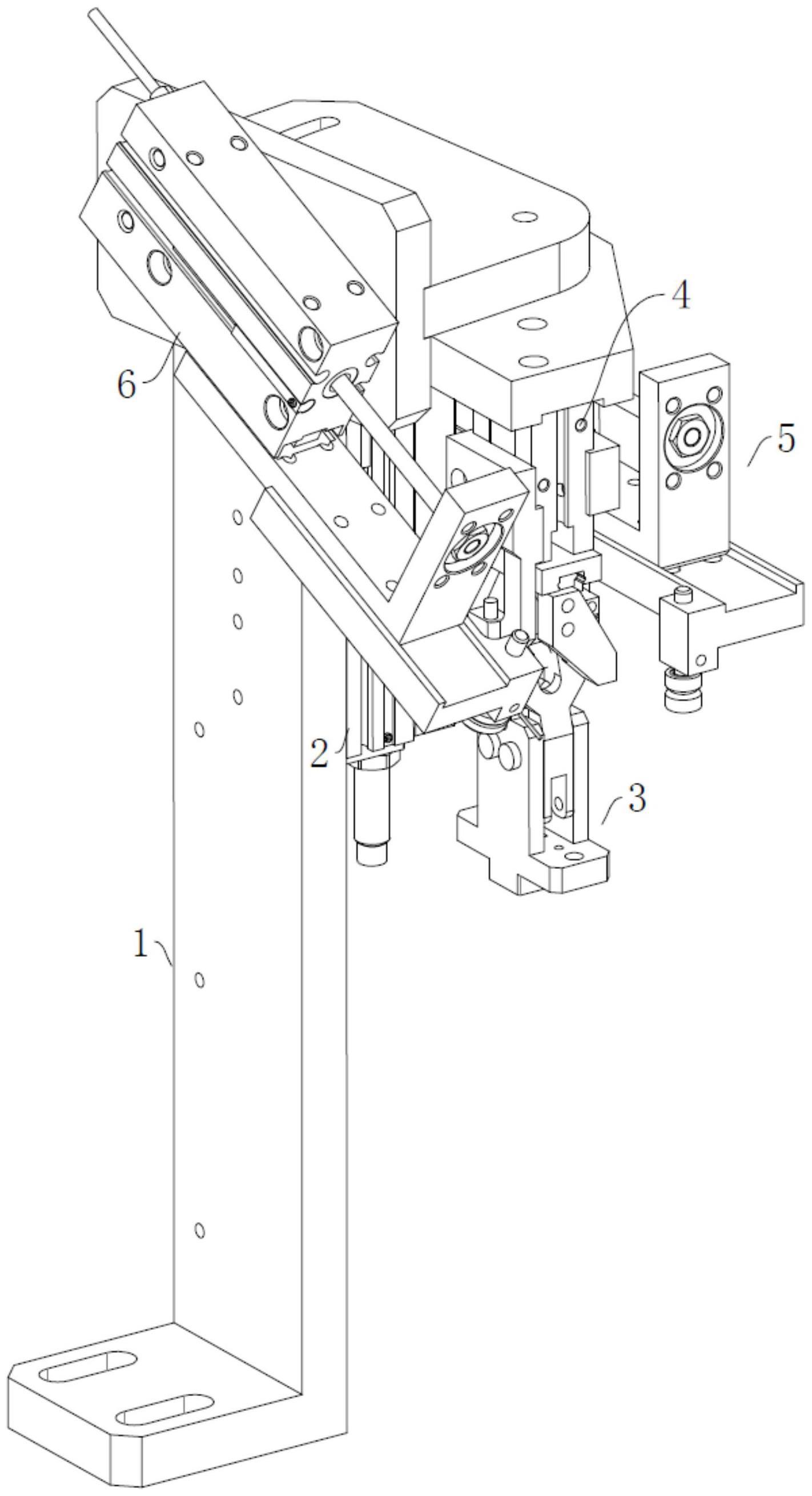
2、本发明所采用的技术方案是:一种电子元件成型装置,包括成型支撑架,升降组件,固定组件,夹持定位组件,第一辊压成型组件,以及第二辊压成型组件,所述升降组件包括安装在成型支撑架的升降驱动模组、以及安装在升降驱动模组的驱动端的升降支架;所述固定组件用于将电子元件固定;所述夹持定位组件包括安装在升降支架上、并朝向固定组件的夹持模组、位于夹持模组两侧并用于电子元件的引脚定位的定位模组、以及连接于夹持模组并用于电子元件的两端夹紧固定的夹持爪,所述定位模组用于电子元件引脚的一侧定位;所述第一辊压成型组件安装在升降支架、并位于夹持模组的一侧,所述第一辊压成型组件设有第一压辊,所述第一压辊用于将夹持爪和定位模组定位的一个引脚辊压成型;所述第二辊压成型组件安装在升降支架、并远离第一辊压成型组件的一侧,所述第二辊压成型组件设有第二压辊,所述第二压辊用于将夹持爪和定位模组定位的另一个引脚辊压成型。
3、对上述方案的进一步改进为,所述成型支撑架为l型支撑架,所述成型支撑架的一侧设有安装面板,所述安装面板开设有固定拉槽,所述升降驱动模组安装在成型支撑架的顶端。
4、对上述方案的进一步改进为,所述升降驱动模组为滑台气缸,所述升降支架包括连接于升降驱动模组的基板、以及可调节安装在基板的t型板,所述夹持定位组件和第一辊压成型组件均安装在基板,所述第二辊压成型组件安装在t型板的一侧。
5、对上述方案的进一步改进为,所述t型板开设有用于连接基板的主轴孔、以及调节拉槽,所述调节拉槽呈弧形,所述t型板以主轴孔为中心通过调节拉槽可调节安装在基板上。
6、对上述方案的进一步改进为,所述固定组件包括基座、以及安装在基座上的固定夹爪,所述固定夹爪用于将电子元件夹持固定,所述基座连接有转盘,所述转盘用于带动固定组件旋转输送。
7、对上述方案的进一步改进为,所述夹持模组为气爪,所述定位模组为安装在夹持模组两侧的定位板,所述定位板朝向固定组件延伸有定位块,所述定位块安装有定位轴销,所述定位轴销设有定位针头,所述定位针头用于引脚的一侧定位。
8、对上述方案的进一步改进为,所述夹持爪为l型夹爪,所述l型夹爪包括夹持面、以及定位面,所述夹持面用于电子元件的端面夹持固定,所述定位面用于电子元件的引脚一侧定位。
9、对上述方案的进一步改进为,所述第一辊压成型组件设有第一辊压驱动气缸、以及连接于第一辊压驱动气缸的第一辊压块,所述第一压辊安装在第一辊压块,所述第一压辊的外径开设有第一辊压槽,所述第一压辊设有第一调节轴,所述第一压辊通过第一调节轴可调节安装在第一辊压块。
10、对上述方案的进一步改进为,所述第二辊压成型组件设有第二辊压驱动气缸、以及连接于第二辊压驱动气缸的第二辊压块,所述第二压辊安装在第二辊压块,所述第二辊压驱动气缸呈斜向安装在升降支架。
11、对上述方案的进一步改进为,所述第二压辊的外径开设有第二辊压槽,所述第二压辊设有第二调节轴,所述第二压辊通过第二调节轴可调节安装在第二辊压块。
12、本发明的有益效果是:
13、相比现有的电子元件引脚成型,本发明用于电子元件二极管的引脚成型,在成型过程中通过夹持定位组件将二极管两端和引脚进行固定和定位,定位后通过两组的辊压成型组件对二极管两端的引脚进行辊压成型,在此过程中固定组件将电子元件夹紧固定,保证了结构成型的稳定性,解决了现有对电子元件引脚成型难度高,尤其是异形引脚成型,实现自动化引脚成型,成型效果好,结构精度高。具体是,设置了成型支撑架,升降组件,固定组件,夹持定位组件,第一辊压成型组件,以及第二辊压成型组件,所述升降组件包括安装在成型支撑架的升降驱动模组、以及安装在升降驱动模组的驱动端的升降支架;所述固定组件用于将电子元件固定;所述夹持定位组件包括安装在升降支架上、并朝向固定组件的夹持模组、位于夹持模组两侧并用于电子元件的引脚定位的定位模组、以及连接于夹持模组并用于电子元件的两端夹紧固定的夹持爪,所述定位模组用于电子元件引脚的一侧定位;所述第一辊压成型组件安装在升降支架、并位于夹持模组的一侧,所述第一辊压成型组件设有第一压辊,所述第一压辊用于将夹持爪和定位模组定位的一个引脚辊压成型;所述第二辊压成型组件安装在升降支架、并远离第一辊压成型组件的一侧,所述第二辊压成型组件设有第二压辊,所述第二压辊用于将夹持爪和定位模组定位的另一个引脚辊压成型。整个成型过程是,固定组件在转盘作用下旋转至夹持模组下方,在升降驱动模组的作用下带动升降支架下降,下降到指定位置时定位模组对电子元件两端的引脚定位,夹持模组驱动夹持爪将电子元件的两端和引脚同时定位,进而定位模组和夹持爪配合对引脚的两侧进行了定位,定位后在两组的辊压成型组件的作用下对两端的引脚进行辊压成型,实现了全自动化的引脚成型。
技术特征:
1.一种电子元件成型装置,其特征在于:包括
2.根据权利要求1所述的电子元件成型装置,其特征在于:所述成型支撑架为l型支撑架,所述成型支撑架的一侧设有安装面板,所述安装面板开设有固定拉槽,所述升降驱动模组安装在成型支撑架的顶端。
3.根据权利要求1所述的电子元件成型装置,其特征在于:所述升降驱动模组为滑台气缸,所述升降支架包括连接于升降驱动模组的基板、以及可调节安装在基板的t型板,所述夹持定位组件和第一辊压成型组件均安装在基板,所述第二辊压成型组件安装在t型板的一侧。
4.根据权利要求3所述的电子元件成型装置,其特征在于:所述t型板开设有用于连接基板的主轴孔、以及调节拉槽,所述调节拉槽呈弧形,所述t型板以主轴孔为中心通过调节拉槽可调节安装在基板上。
5.根据权利要求1所述的电子元件成型装置,其特征在于:所述固定组件包括基座、以及安装在基座上的固定夹爪,所述固定夹爪用于将电子元件夹持固定,所述基座连接有转盘,所述转盘用于带动固定组件旋转输送。
6.根据权利要求1所述的电子元件成型装置,其特征在于:所述夹持模组为气爪,所述定位模组为安装在夹持模组两侧的定位板,所述定位板朝向固定组件延伸有定位块,所述定位块安装有定位轴销,所述定位轴销设有定位针头,所述定位针头用于引脚的一侧定位。
7.根据权利要求6所述的电子元件成型装置,其特征在于:所述夹持爪为l型夹爪,所述l型夹爪包括夹持面、以及定位面,所述夹持面用于电子元件的端面夹持固定,所述定位面用于电子元件的引脚一侧定位。
8.根据权利要求1所述的电子元件成型装置,其特征在于:所述第一辊压成型组件设有第一辊压驱动气缸、以及连接于第一辊压驱动气缸的第一辊压块,所述第一压辊安装在第一辊压块,所述第一压辊的外径开设有第一辊压槽,所述第一压辊设有第一调节轴,所述第一压辊通过第一调节轴可调节安装在第一辊压块。
9.根据权利要求1所述的电子元件成型装置,其特征在于:所述第二辊压成型组件设有第二辊压驱动气缸、以及连接于第二辊压驱动气缸的第二辊压块,所述第二压辊安装在第二辊压块,所述第二辊压驱动气缸呈斜向安装在升降支架。
10.根据权利要求9所述的电子元件成型装置,其特征在于:所述第二压辊的外径开设有第二辊压槽,所述第二压辊设有第二调节轴,所述第二压辊通过第二调节轴可调节安装在第二辊压块。
技术总结
本发明涉及非标自动化技术领域,具体涉及一种电子元件成型装置,包括成型支撑架,升降组件,固定组件,夹持定位组件,第一辊压成型组件,以及第二辊压成型组件,升降组件包括安装在成型支撑架的升降驱动模组、以及安装在升降驱动模组的驱动端的升降支架;夹持定位组件包括安装在升降支架上、并朝向固定组件的夹持模组、位于夹持模组两侧并用于电子元件的引脚定位的定位模组、以及连接于夹持模组并用于电子元件的两端夹紧固定的夹持爪;第一辊压成型组件设有第一压辊;第二辊压成型组件设有第二压辊。本发明解决了现有对电子元件引脚成型难度高,尤其是异形引脚成型,实现自动化引脚成型,成型效果好,结构精度高。
技术研发人员:冯嘉,翟保利,李万安
受保护的技术使用者:东莞市冠佳电子设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!