一种毛细芯结构均温板扩散焊-钎焊复合连接方法与流程
本发明属于均温板制造,具体涉及一种毛细芯结构均温板扩散焊-钎焊复合连接方法。
背景技术:
1、随着航天等电子产品朝着集成化、小型化方面发展,高热流密度的问题随之产生,使得电子产品的寿命减少,无法正常工作。因此对电子产品的高热流密度散热问题提出了更高的要求。均温板是利用工质的相变原理,通过潜热的吸收与释放,达到高效传热的目的,同时能把高热流密度位置的热量有效地均匀分散开,从而形成一个相对均匀的温度场,因此均温板在电子产品散热领域已经得到广泛应用,尤其是铝合金均温板。
2、铝合金均温板中添加毛细芯可以借助毛细作用显著提高均温板的传热系数。在常见的毛细芯中,相较于烧结金属毛细芯,金属泡沫或纤维毡状毛细芯成本较低、布置方便,在均温板中应用较多。若直接将毛细芯置于均温板内腔,不与底板焊接结合,这无疑会由于界面热阻而使均温板的传热效率有损失;而若先通过钎焊实现毛细芯与底板的焊接,再经机加工后进行扩散焊,虽然降低了界面热阻,但由于钎焊、扩散焊单独进行,增加了生产工序,且铝合金经钎焊后会软化,扩散焊过程中的焊接压力极易引起大的变形,因此钎焊后需进行热处理强化才便于进行扩散焊,无疑会进一步增加制造周期和成本。
技术实现思路
1、本发明的目的在于提供一种毛细芯结构均温板扩散焊-钎焊复合连接方法,提高毛细芯结构均温板制造效率。
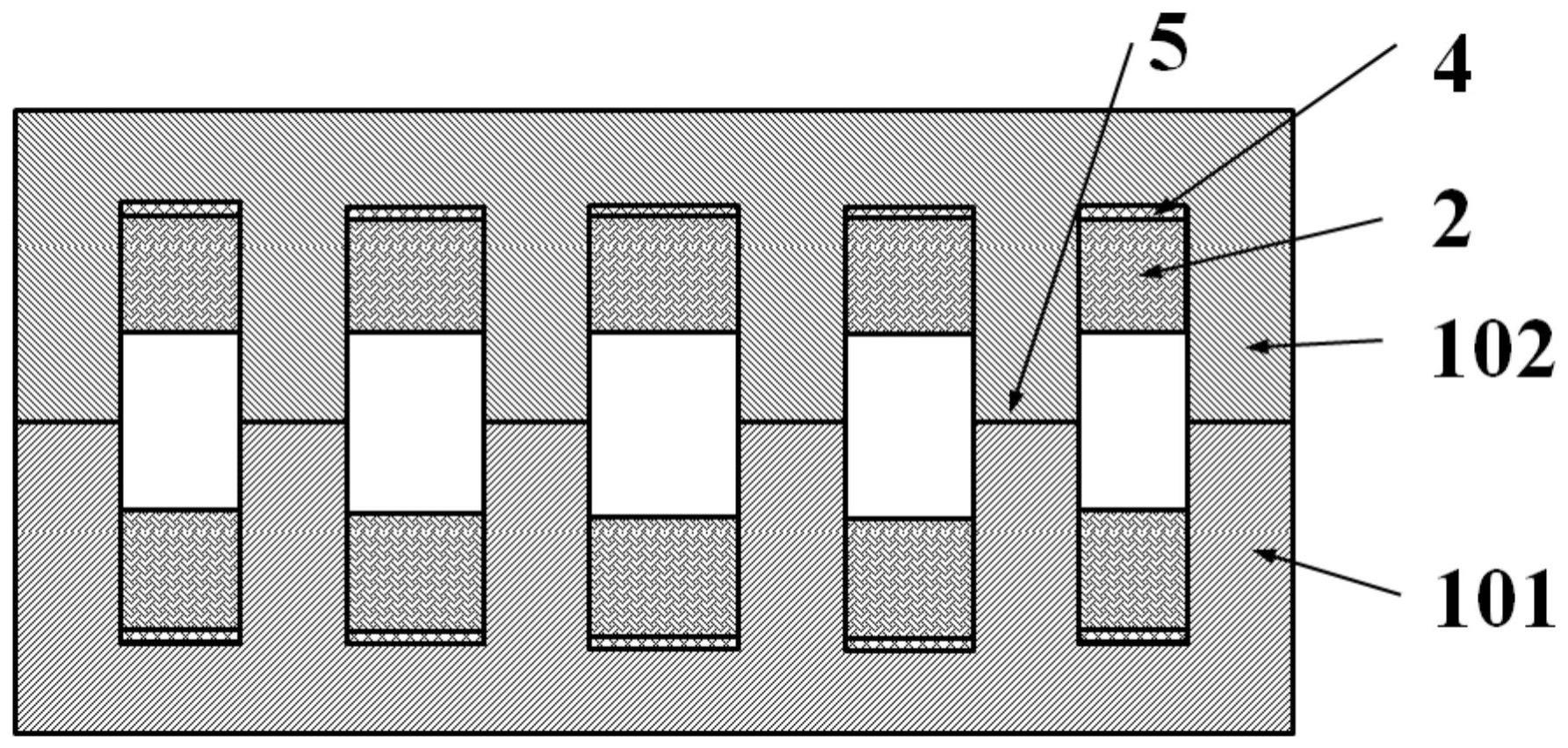
2、为了达到上述的目的,本发明提供一种毛细芯结构均温板扩散焊-钎焊复合连接方法,包括:(1)将机加工好的上底板和下底板待焊接部位进行表面处理;(2)按设计的均温板内部结构裁剪钎料和毛细芯,将毛细芯和钎料清洗干净并烘干;(3)将毛细芯和钎料通过电阻点焊固定到上底板和下底板型腔内;(4)上底板和下底板装配好后入炉进行真空扩散焊;(5)扩散焊结束后继续升温至钎焊温度进行钎焊;(6)钎焊结束并冷却出炉后将均温板壳体精加工到设计尺寸。
3、上述一种毛细芯结构均温板扩散焊-钎焊复合连接方法,其中,所述步骤(1)中,表面处理包括除油、除氧化膜和表面改性。
4、上述一种毛细芯结构均温板扩散焊-钎焊复合连接方法,其中,所述步骤(2)中,钎料选用箔材,厚度≤200μm,钎料熔化温度高于均温板壳体扩散焊温度20℃以上,所述均温板壳体指上底板和下底板;毛细芯采用金属泡沫或纤维毡状结构,置于上底板型腔中的毛细芯的厚度≤上底板型腔深度,置于下底板型腔中的毛细芯的厚度≤下底板型腔深度。
5、上述一种毛细芯结构均温板扩散焊-钎焊复合连接方法,其中,所述步骤(3)中,分别往上底板和下底板的型腔中依次嵌入钎料和毛细芯,压紧后用电阻点焊通过焊点将钎料和毛细芯固定到上底板和下底板型腔中。
6、上述一种毛细芯结构均温板扩散焊-钎焊复合连接方法,其中,所述步骤(3)中,电阻点焊电极尖端直径≤2mm,焊点间距在5mm~20mm之间,并均匀布满毛细芯。
7、与现有技术相比,本发明的有益技术效果是:
8、本发明的毛细芯结构均温板扩散焊-钎焊复合连接方法,在焊接具有毛细芯的均温板壳体结构时,可在一个焊接热循环过程中实现壳体上下底板间的扩散焊,毛细芯、钎料与底板间的钎焊,显著提高均温板壳体的生产效率。
技术特征:
1.一种毛细芯结构均温板扩散焊-钎焊复合连接方法,其特征在于,包括:
2.如权利要求1所述的一种毛细芯结构均温板扩散焊-钎焊复合连接方法,其特征在于,所述步骤(1)中,表面处理包括除油、除氧化膜和表面改性。
3.如权利要求1所述的一种毛细芯结构均温板扩散焊-钎焊复合连接方法,其特征在于,所述步骤(2)中,钎料选用箔材,厚度≤200μm,钎料熔化温度高于均温板壳体扩散焊温度20℃以上,所述均温板壳体指上底板和下底板;毛细芯采用金属泡沫或纤维毡状结构,置于上底板型腔中的毛细芯的厚度≤上底板型腔深度,置于下底板型腔中的毛细芯的厚度≤下底板型腔深度。
4.如权利要求1所述的一种毛细芯结构均温板扩散焊-钎焊复合连接方法,其特征在于,所述步骤(3)中,分别往上底板和下底板的型腔中依次嵌入钎料和毛细芯,压紧后用电阻点焊通过焊点将钎料和毛细芯固定到上底板和下底板型腔中。
5.如权利要求4所述的一种毛细芯结构均温板扩散焊-钎焊复合连接方法,其特征在于,所述步骤(3)中,电阻点焊电极尖端直径≤2mm,焊点间距在5mm~20mm之间,并均匀布满毛细芯。
技术总结
本发明的毛细芯结构均温板扩散焊‑钎焊复合连接方法包括:(1)将机加工好的上底板和下底板待焊接部位进行表面处理;(2)按设计的均温板内部结构裁剪钎料和毛细芯,将毛细芯和钎料清洗干净并烘干;(3)将毛细芯和钎料通过电阻点焊固定到上底板和下底板型腔内;(4)上底板和下底板装配好后入炉进行真空扩散焊;(5)扩散焊结束后继续升温至钎焊温度进行钎焊;(6)钎焊结束并冷却出炉后将均温板壳体精加工到设计尺寸。本发明提高了毛细芯结构均温板制造效率。
技术研发人员:马平义,陈旭,石文展,彭赫力,罗志强,戴铮
受保护的技术使用者:上海航天精密机械研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!