一种五金冲压成型工艺的制作方法
本发明涉及冲压,具体为一种五金冲压成型工艺。
背景技术:
1、金属制品在高温下进行冲压锻造,会使制品成型比较容易。在此操作过程中需要对金属制品表面保护,避免在制造金属的过程中出现高温氧化,故高温氧化防护是热冲压成形工艺需要解决的一个关键问题。在热冲压成形工艺中,高温下的板材与空气接触,表面会严重氧化,生成氧化皮,即使是在具有保护性氛围的加热炉中加热,也难以避免不被氧化。该氧化皮不仅影响零件的表面质量,而且在冲压时容易脱落,附着在模具表面,必须及时清除,否则会影响生产的连续性;而附着在成形件表面的氧化皮,由于与零件基体的结合性差,在进行喷涂等提高零件耐锈性处理之前必须除去氧化皮,增加了成产成本,使生产周期延长;而且氧化皮硬度较高,有可能划伤模具表面。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种五金冲压成型工艺。
3、(二)技术方案
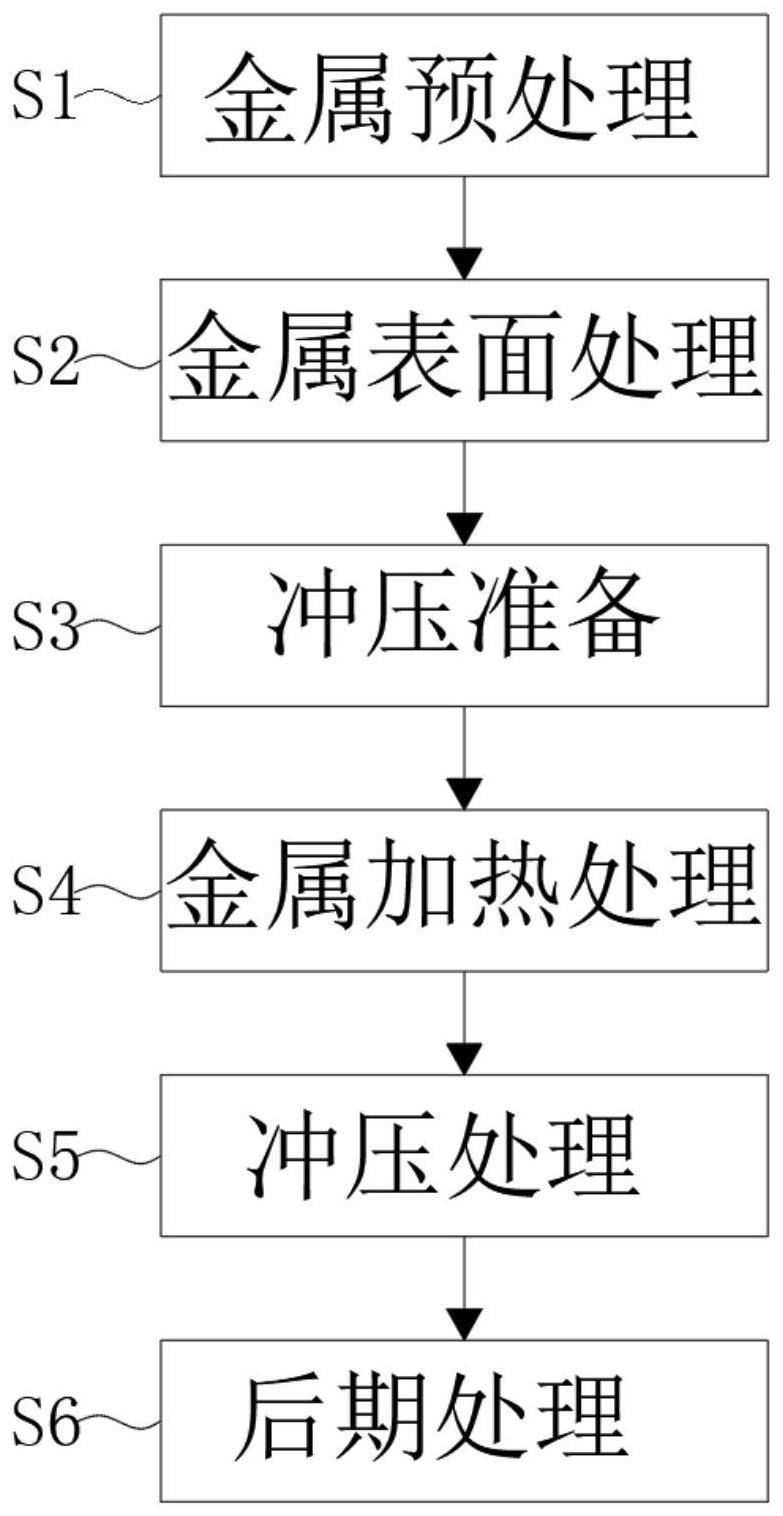
4、为实现上述目的,本发明提供如下技术方案:一种五金冲压成型工艺,其方法为:
5、s1、金属预处理;
6、s2、金属表面处理;
7、s3、冲压准备;
8、s4、金属加热处理;
9、s5、冲压处理;
10、s6、后期处理。
11、优选的,所述s1金属预处理的步骤包括有:清洗、修剪和烘干;
12、具体为:金属制品表面清洗,将金属制品放置在清洗设备内部,并在清洗液的内部添加有机溶剂和表面活性剂,进而对金属制品表面清洗干净,然后将金属修剪成冲压件的规格尺寸,再对金属制品进行烘烤,烘烤的温度控制在100-110℃之间,时间控制在15-20min,干燥完成后再将金属制品冷却至常温。
13、优选的,所述s2金属表面处理的步骤包括有:清洁、烘干和镀膜;
14、具体为:将金属冲压件置于15mol/l的氨水中浸渍处理10-15min,取出后先用清水洗涤2-3遍,然后用蒸馏水洗涤1-2遍,再采用50℃热风烘干;用喷枪或喷雾器依次将喷涂液、桐油喷涂到金属冲压件表面,然后进行烘干固化成膜。
15、优选的,所述喷涂液是由苯甲酸、亚油酸钠皂、硬脂酸聚氧乙烯酯、硝酸镍、聚天冬氨酸钠、脂肪醇聚氧乙烯醚硫酸钠、羟丙基甲基纤维素,于122℃,混合1.5小时,制得金属表面处理剂。
16、优选的,所述s3的步骤包括有:调节好冲压装置,调节好冲压件和基座的参数,并将金属放置到冲压装置上,与固定件焊接,保证金属的稳定性。
17、优选的,所述s4的步骤包括有:加热、浸润和烘干;
18、具体为:金属毛坯置于加热箱中进行加热,加热温度为600-800℃,加热时间为3-6min,然后在金属上喷洒喷涂液,作抗氧化处理,然后将金属再次加热烘干,往复三次操作后,将金属放置到冲压装置上。
19、优选的,所述s5的步骤包括有:冲压、脱模、去毛刺和镀膜;
20、具体为:金属板放置进金属冲压模具的工作位置,并利用金属冲压模具对金属板进行冲压处理,得到基本形状的坯料,然后将坯料从冲压模具上脱模,再将坯料表面进行二次抛光,去除坯料表面因冲压加工产生的毛刺,最后再对坯料表面进行清洗,避免冲压后的废料粘附在坯料表面,用喷枪或喷雾器依次将喷涂液、桐油喷涂到金属冲压件表面,然后进行烘干固化成膜,得到成品。
21、优选的,所述s6的具体步骤为:待s5得到的成品金属板材完全冷却后,再次向金属板材表面喷覆涂料,金属板材表面形成两层保护膜,将涂料喷覆装置从金属板材上方处移除,利用气压顶杆进行金属板材的脱模,然后将成品冲压件进行堆码并进行输送。
22、优选的,在完成冲压后对成品进行检测,从平均板厚,设为tave;最小板厚,设为tmin;最大板厚,设为tmax;从这三个方面对成品进行质量检测,同时通过抗压检测。
23、(三)有益效果
24、与现有技术相比,本发明提供了一种五金冲压成型工艺,具备以下有益效果:
25、1、该五金冲压成型工艺,通过在冲压成型工艺过程中对金属坯件进行了预处理之后还进行了抗氧化涂料的涂覆,抗氧化涂料可以防止金属制品在高温下发生表面氧化脱离,避免了成型过程中氧化皮对模具的破坏。
26、2、该五金冲压成型工艺,表面处理剂以硅溶胶为主要基材,其耐水性、耐热性能明显优于有机涂料,涂膜致密且较硬,不产生静电,空气中各种尘埃难粘附,具有很强的抗污染能力。烷基糖苷、环氧脂肪酸甲酯、端羟基聚二甲基硅氧烷、烷基醇酰胺作为表面活性剂一方面相互配合提高了各组分反应活性,促进与金属冲压件间的结合性能,另一方面提高了总体的防水耐污、防锈耐温、缓蚀等性能,且环氧脂肪酸甲酯与部分金属元素具有协同作用,对于后期的镀锌保护具有显著的提升效果。另外,硅酸锂作用于金属表面处理,有利于提高与金属件的结合力,且硅酸锂具有自干性,提高了涂膜的干燥速率。
27、3、该五金冲压成型工艺,在对金属冲压件进行表面处理剂喷涂后再喷涂桐油,一方面结合桐油性质进一步提高综合防护性能,另一方面桐油在表面处理剂进行覆盖封闭,显著提高了表面处理剂的作用期限。
28、4、该五金冲压成型工艺,能够显著提高模具的热疲劳寿命和抗热磨损性能,然后经过热处理以及表面强化处理,将不同的表面处理方法用于模具,不仅可以发挥各种表面处理的技术优点,还能够显示出组合使用的突出效果,通过复合处理技术来改变模具表面形态、化学成分、组织结构和应力状态,来提高模具的使用性能和寿命。
技术特征:
1.一种五金冲压成型工艺,其特征在于:其方法为:
2.根据权利要求1所述的一种五金冲压成型工艺,其特征在于:所述s1金属预处理的具体步骤为:金属制品表面清洗,将金属制品放置在清洗设备内部,并在清洗液的内部添加有机溶剂和表面活性剂,进而对金属制品表面清洗干净,然后将金属修剪成冲压件的规格尺寸,再对金属制品进行烘烤,烘烤的温度控制在100-110℃之间,时间控制在15-20min,干燥完成后再将金属制品冷却至常温。
3.根据权利要求1所述的一种五金冲压成型工艺,其特征在于:所述s2金属表面处理的步骤具体为:将金属冲压件置于15mol/l的氨水中浸渍处理10-15min,取出后先用清水洗涤2-3遍,然后用蒸馏水洗涤1-2遍,再采用50℃热风烘干;用喷枪或喷雾器依次将喷涂液、桐油喷涂到金属冲压件表面,然后进行烘干固化成膜。
4.根据权利要求3所述的一种五金冲压成型工艺,其特征在于:所述喷涂液是由苯甲酸、亚油酸钠皂、硬脂酸聚氧乙烯酯、硝酸镍、聚天冬氨酸钠、脂肪醇聚氧乙烯醚硫酸钠、羟丙基甲基纤维素,于122℃,混合1.5小时,制得金属表面处理剂。
5.根据权利要求1所述的一种五金冲压成型工艺,其特征在于:所述s3的步骤为:调节好冲压件和基座的参数,并将金属放置到冲压装置上,与固定件焊接,保证金属的稳定性。
6.根据权利要求1所述的一种五金冲压成型工艺,其特征在于:所述s4的步骤具体为:金属毛坯置于加热箱中进行加热,加热温度为600-800℃,加热时间为3-6min,然后在金属上喷洒喷涂液,作抗氧化处理,然后将金属再次加热烘干,往复三次操作后,将金属放置到冲压装置上。
7.根据权利要求1所述的一种五金冲压成型工艺,其特征在于:所述s5的步骤具体为:金属板放置进金属冲压模具的工作位置,并利用金属冲压模具对金属板进行冲压处理,得到基本形状的坯料,然后将坯料从冲压模具上脱模,再将坯料表面进行二次抛光,去除坯料表面因冲压加工产生的毛刺,最后再对坯料表面进行清洗,避免冲压后的废料粘附在坯料表面,用喷枪或喷雾器依次将喷涂液、桐油喷涂到金属冲压件表面,然后进行烘干固化成膜,得到成品。
8.根据权利要求1所述的一种五金冲压成型工艺,其特征在于:所述s6的具体步骤为:待s5得到的成品金属板材完全冷却后,再次向金属板材表面喷覆涂料,金属板材表面形成两层保护膜,将涂料喷覆装置从金属板材上方处移除,利用气压顶杆进行金属板材的脱模,然后将成品冲压件进行堆码并进行输送。
9.根据权利要求1所述的一种五金冲压成型工艺,其特征在于:在完成冲压后对成品进行检测,从平均板厚,设为tave;最小板厚,设为tmin;最大板厚,设为tmax;从这三个方面对成品进行质量检测,同时通过抗压检测。
技术总结
本发明涉及冲压技术领域,且公开了一种五金冲压成型工艺,其方法为:S1、金属预处理;S2、金属表面处理;S3、冲压准备;S4、金属加热处理;S5、冲压处理;S6、后期处理,在对金属冲压件进行表面处理剂喷涂后再喷涂桐油,一方面结合桐油性质进一步提高综合防护性能,另一方面桐油在表面处理剂进行覆盖封闭,显著提高了表面处理剂的作用期限,通过在冲压成型工艺过程中对金属坯件进行了预处理之后还进行了抗氧化涂料的涂覆,抗氧化涂料可以防止金属制品在高温下发生表面氧化脱离,避免了成型过程中氧化皮对模具的破坏。
技术研发人员:谢纯
受保护的技术使用者:萍乡市福瑞精密机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!