焊接输送设备的制作方法
本申请涉及建材生产,特别是涉及一种焊接输送设备。
背景技术:
1、混凝土方桩一般用来加固地基,方桩两头设有方形抱箍,以增加方桩的结构强度。方形抱箍的制备工艺一般采用如下步骤:钢带切断成钢段-钢段卷压压型成抱箍-折边-焊缝对齐-焊缝焊接。
2、在钢段卷压压型成抱箍后,人工在焊接工位将焊缝对齐并焊接,且人工将焊接好后形成的抱箍运输出焊接工位。这种通过人工将焊缝对齐及运输的方式,常导致焊缝对齐效果不理想,从而导致焊接质量不符合要求。同时通过人工方式进行上述操作,增加了作业人员的劳动强度且导致生产效率低。
技术实现思路
1、基于此,有必要针对上述问题,提供一种能够改善上述问题的焊接输送设备。
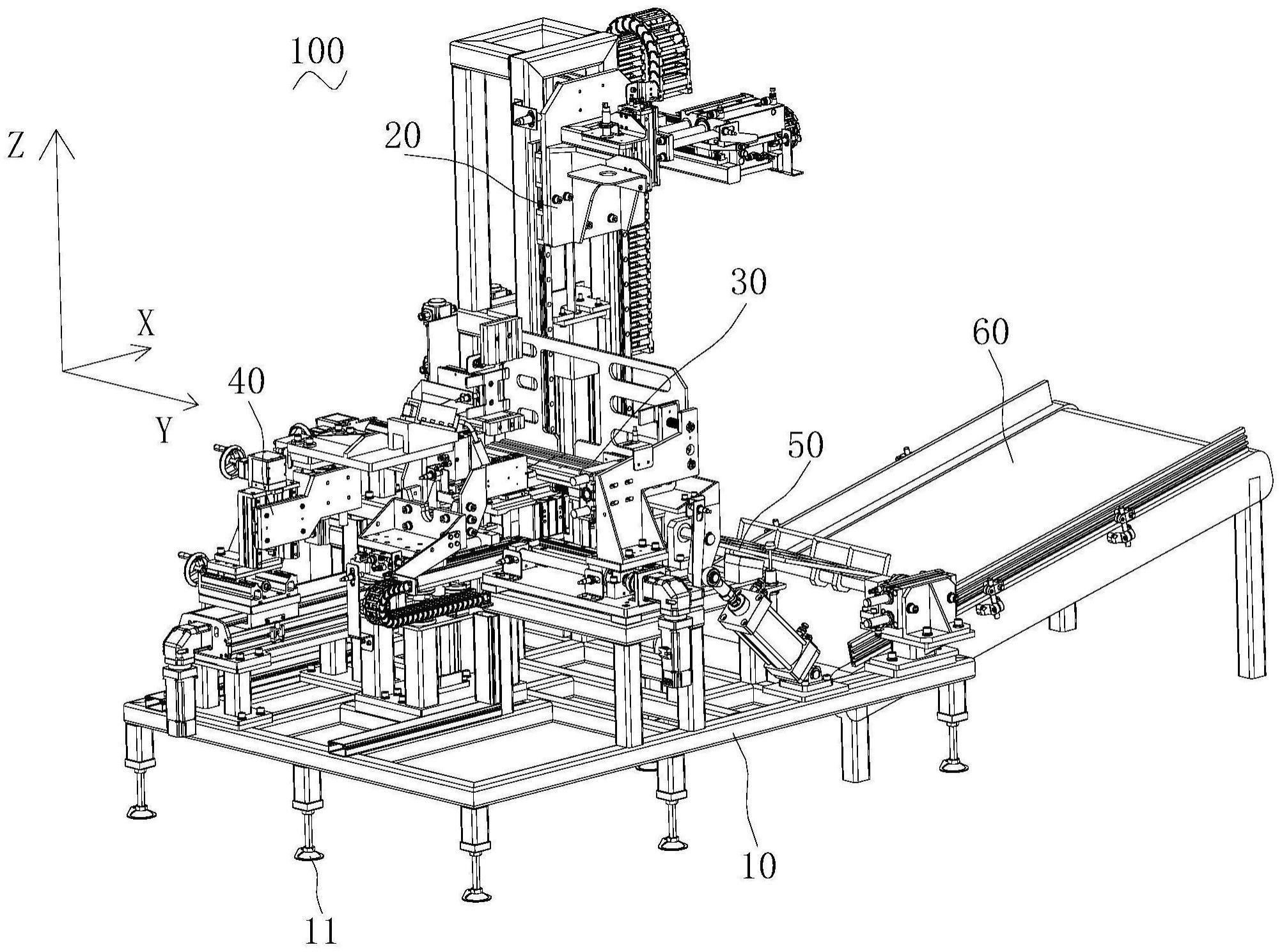
2、一种焊接输送设备,用于焊接及输送工件,所述焊接输送设备包括机架以及安装于所述机架上的接料装置、夹紧装置、焊接装置、旋转装置及输送装置;
3、所述接料装置用于夹持工件并将其放置于所述夹紧装置上,所述夹紧装置用于夹紧工件并使其焊缝对齐,所述焊接装置用于焊缝焊接,所述夹紧装置用于将焊接后的工件翻转至所述旋转装置上,所述旋转装置使得工件旋转至所述输送装置上,所述输送装置用于输出工件。
4、上述焊接输送装置,接料装置将工件放置于夹紧装置上,夹紧装置自动将焊缝对齐,焊接装置进行焊缝的焊接。焊接装置将工件的焊缝焊接后,夹紧装置使得工件翻转至旋转装置上,旋转装置将工件旋转至输送装置输出。相对于现有技术中人工对齐焊缝及运输工件的方式,夹紧装置自动将焊缝对齐,焊缝对齐效果好,提高了焊接质量。同时,焊接输送设备自动完成工件的输送,降低了作业人员的劳动强度且提高了生产效率。
5、在其中一个实施例中,所述接料装置包括接料机构及夹持机构,所述接料机构与所述机架相连,所述夹持机构与所述接料机构相连;
6、所述接料机构用于带动所述夹持机构沿第一方向、第二方向及第三方向往复运动,所述夹持机构具有夹爪,以用于夹持或放松工件;
7、所述第一方向、所述第二方向及所述第三方向两两相交。
8、在其中一个实施例中,所述接料机构包括第一接料组件、第二接料组件及第三接料组件,所述第一接料组件安装于所述机架上,所述第二接料组件与所述第一接料组件连接,所述第三接料组件与所述第二接料组件连接,所述夹持机构与所述第三接料组件连接;
9、所述第一接料组件用于驱动所述第二接料组件、所述第三接料组件及所述夹持机构沿所述第三方向往复运动,所述第二接料组件用于驱动所述第一接料组件及所述夹持机构沿所述第二方向往复运动,所述第三接料组件用于驱动所述夹持机构沿所述第一方向往复运动。
10、在其中一个实施例中,所述夹紧装置包括挡板机构,所述挡板机构包括挡板、转臂及底板,所述转臂与所述机架转动连接,所述底板与所述转臂相连,所述挡板与所述底板沿第一方向的一端相连;所述底板用于承载工件,所述挡板用于抵挡工件;
11、所述挡板机构能够相对于所述机架在夹紧位置与所述翻转位置之间切换;在所述挡板机构处于所述夹紧位置时,所述底板能够承载工件,所述挡板能够沿所述第一方向抵挡工件;在所述挡板机构处于所述翻转位置时,所述挡板机构能够将工件翻转至所述旋转装置上。
12、在其中一个实施例中,所述夹紧装置还包括第一夹紧机构、第二夹紧机构、第一压紧机构及第二压紧机构;沿所述第一方向,所述第一压紧机构与所述第二压紧机构均设于所述底板远离所述挡板的另一端;沿第二方向,所述第一夹紧机构与所述第二夹紧机构相对且间隔设于所述底板的两端;
13、所述第一夹紧机构与所述第二夹紧机构分别用于沿所述第二方向的两侧夹紧或放松工件,所述第一夹紧机构及所述第二夹紧机构还用于沿所述第一方向的一侧夹紧工件至与所述挡板抵接或放松工件;所述第一压紧机构用于沿第三方向压紧形成焊缝的第一边至所述底板上或放松工件,所述第二压紧机构用于沿所述第三方向压紧形成焊缝的第二边至所述底板上或放松工件;
14、所述第一方向、所述第二方向及所述第三方向两两相交。
15、在其中一个实施例中,所述底板包括基板及承载板,所述挡板及所述转臂均与所述基板相连,所述承载板设于所述基板上,所述承载板包括分体设置的第一子板及第二子板,所述第一子板与所述第二子板之间形成接缝;
16、所述夹紧装置还包括沿所述第三方向活动设于所述机架上的定位块,所述定位块能够相对于所述机架在定位位置与释放位置之间切换;在所述定位块处于所述定位位置时,所述定位块经所述接缝插入工件的焊缝中;在所述定位块处于所述释放位置时,所述定位块从焊缝及所述接缝中拔出。
17、在其中一个实施例中,所述第一压紧机构还用于沿所述第一方向压紧与第一边连接的第一折边与所述挡板抵接,所述第二压紧机构还用于沿所述第一方向压紧于第二边连接的第二折边与所述挡板抵接。
18、在其中一个实施例中,所述焊接装置包括焊接机构及焊枪,所述焊接机构安装于所述机架上,所述焊枪与所述焊接机构连接,所述焊接机构能够驱动所述焊枪沿工件的焊缝的延伸方向运动;
19、所述焊枪相对于所述焊枪机构的倾斜角度可调,以调节所述焊枪的焊接角度。
20、在其中一个实施例中,所述旋转机构包括架设于所述输送机构上的旋转网栅,所述旋转网栅与所述机架转动连接以在承接位置与输送位置之间切换;
21、在所述旋转网栅处于承接位置时,所述旋转网栅能够承接所述夹紧装置翻转输送的工件;在所述旋转网栅处于所述输送位置时,所述旋转网栅能够将工件旋转至所述输送装置上。
22、在其中一个实施例中,所述焊接装置与所述旋转装置沿所述第一方向布置于所述夹紧装置的两侧,所述接料装置与所述旋转装置位于所述夹紧装置的同一侧;
23、所述旋转装置沿所述第三方向架设于所述输送装置的上方,并从所述旋转装置在所述第一方向背离所述夹紧装置的一侧输出工件;
24、所述第一方向与所述第三方向相交。
技术特征:
1.一种焊接输送设备,用于焊接及输送工件,其特征在于,所述焊接输送设备包括机架(10)以及安装于所述机架(10)上的接料装置(20)、夹紧装置(30)、焊接装置(40)、旋转装置(50)及输送装置(60);
2.根据权利要求1所述的焊接输送设备,其特征在于,所述接料装置(20)包括接料机构(21)及夹持机构(22),所述接料机构(21)与所述机架(10)相连,所述夹持机构(22)与所述接料机构(21)相连;
3.根据权利要求2所述的焊接输送设备,其特征在于,所述接料机构(21)包括第一接料组件(211)、第二接料组件(212)及第三接料组件(213),所述第一接料组件(211)安装于所述机架(10)上,所述第二接料组件(212)与所述第一接料组件(211)连接,所述第三接料组件(213)与所述第二接料组件(212)连接,所述夹持机构(22)与所述第三接料组件(213)连接;
4.根据权利要求1所述的焊接输送设备,其特征在于,所述夹紧装置(30)包括挡板机构(31),所述挡板机构(31)包括挡板(311)、转臂(313)及底板(312),所述转臂(313)与所述机架(10)转动连接,所述底板(312)与所述转臂(313)相连,所述挡板(311)与所述底板(312)沿第一方向的一端相连;所述底板(312)用于承载工件,所述挡板(311)用于抵挡工件;
5.根据权利要求4所述的焊接输送设备,其特征在于,所述夹紧装置(30)还包括第一夹紧机构(34)、第二夹紧机构(35)、第一压紧机构(32)及第二压紧机构(33);沿所述第一方向,所述第一压紧机构(32)与所述第二压紧机构(33)均设于所述底板(312)远离所述挡板(311)的另一端;沿第二方向,所述第一夹紧机构(34)与所述第二夹紧机构(35)相对且间隔设于所述底板(312)的两端;
6.根据权利要求5所述的焊接输送设备,其特征在于,所述底板(312)包括基板(3121)及承载板(3122),所述挡板(311)及所述转臂(313)均与所述基板(3121)相连,所述承载板(3122)设于所述基板(3121)上,所述承载板(3122)包括分体设置的第一子板(3123)及第二子板(3124),所述第一子板(3123)与所述第二子板(3124)之间形成接缝;
7.根据权利要求6所述的焊接输送设备,其特征在于,所述第一压紧机构(32)还用于沿所述第一方向压紧与第一边(2011)连接的第一折边(2031)与所述挡板(311)抵接,所述第二压紧机构(33)还用于沿所述第一方向压紧于第二边(2012)连接的第二折边(2032)与所述挡板(311)抵接。
8.根据权利要求1所述的焊接输送设备,其特征在于,所述焊接装置(40)包括焊接机构(41)及焊枪(42),所述焊接机构(41)安装于所述机架(10)上,所述焊枪(42)与所述焊接机构(41)连接,所述焊接机构(41)能够驱动所述焊枪(42)沿工件的焊缝(202)的延伸方向运动;
9.根据权利要求1所述的焊接输送设备,其特征在于,所述旋转机构包括架设于所述输送机构上的旋转网栅(54),所述旋转网栅(54)与所述机架(10)转动连接以在承接位置与输送位置之间切换;
10.根据权利要求1所述的焊接输送设备,其特征在于,所述焊接装置(40)与所述旋转装置(50)沿第一方向布置于所述夹紧装置(30)的两侧,所述接料装置(20)与所述旋转装置(50)位于所述夹紧装置(30)的同一侧;
技术总结
本申请涉及一种焊接输送设备,包括机架以及安装于机架上的接料装置、夹紧装置、焊接装置、旋转装置及输送装置;接料装置用于夹持工件并将其放置于夹紧装置上,夹紧装置用于夹紧工件并使其焊缝对齐,焊接装置用于焊缝焊接,夹紧装置用于将焊接后的工件翻转至旋转装置上,旋转装置使得工件旋转至输送装置上,输送装置用于输出工件。接料装置将工件放置于夹紧装置上,夹紧装置自动将焊缝对齐,焊接装置进行焊缝的焊接。焊接装置将工件的焊缝焊接后,夹紧装置使得工件翻转至旋转装置上,旋转装置将工件旋转至输送装置输出。相对于现有技术中人工对齐焊缝及运输工件的方式,夹紧装置自动将焊缝对齐,焊缝对齐效果好,提高了焊接质量。
技术研发人员:马进元,代冬生,伏旭宗
受保护的技术使用者:汤始建华建材(上海)有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!