一种多功能切割焊接一体机的制作方法
一种多功能切割焊接一体机
1.技术领域
2.本发明属于焊接设备领域,更具体地说,涉及一种多功能切割焊接一体机。
背景技术:
3.对于加工如附图1所示的法兰钢管,需要将整根的长钢材切割成适合尺寸的短钢管,在短钢管两端焊接法兰,钢管与法兰抵接处的外侧面和内侧面均需要焊接,即通常所说的外焊和内焊;一般而言,切割与焊接两道工序是在不同的两个机床上加工的,这样的设置占用了较大的车间用地,对于车间面积较小的企业来说很不利;同时,切割与焊接在不同机床上加工,还会导致工人搬运负担重,加工用时长的问题发生;除此之外,切割与焊接工序完成后,一般的企业都需要人工码垛,工人负担重,自动化程度不高。
技术实现要素:
4.本发明要解决的技术问题在于提供一种多功能切割焊接一体机,它可以实现切割、焊接、码垛在一台机床上完成。
5.本发明的一种多功能切割焊接一体机,用于加工法兰钢管,法兰钢管包括钢管、左法兰和右法兰,钢管两端与法兰接触的端面需要外焊和内焊;所述一体机包括:转动单元,用于夹紧长钢材的一端并驱动长钢材转动;顶紧单元,用于夹紧长钢材的一端并朝转动单元侧顶紧长钢材;加工单元,用于同时地将长钢材切割成至少两段钢管并将钢管和法兰焊接;设备平台,用于支撑转动单元和顶紧单元;移除单元,用于在钢管与法兰完成内焊和外焊后将法兰钢管移出所述一体机,并使法兰钢管沿固定方向移动以完成码垛。
6.作为本发明的进一步改进,转动单元包括转动机箱、转动卡盘、转动定位芯;转动机箱置于设备平台上端,转动机箱内设有转动电机,转动电机的输出端与转动卡盘远离顶紧单元一侧的轴心处固定连接,以驱动转动卡盘自转;转动定位芯固定设置在转动卡盘朝向顶紧单元一侧的轴心处,转动定位芯的外径与法兰内径、钢管内径均一致;转动卡盘的夹持内径是可变的,以夹持法兰的外径;夹持时,法兰靠近转动卡盘的端面与转动卡盘远离转动机箱的端面贴合。
7.作为本发明的进一步改进,顶紧单元包括顶紧机箱、顶紧卡盘、顶紧定位芯;顶紧机箱置于设备平台上端,顶紧机箱内设有顶紧电机,顶紧电机的输出端与顶紧卡盘远离转动单元一侧的轴心处固定连接,以驱动顶紧卡盘伸缩;顶紧定位芯固定设置在顶紧卡盘朝向转动单元一侧的轴心处,顶紧定位芯的外径与法兰内径、钢管内径均一致;顶紧卡盘的夹持内径是可变的,以夹持法兰的外径;夹持时,法兰靠近顶紧卡盘的端面与顶紧卡盘远离顶紧机箱的端面贴合。
8.作为本发明的进一步改进,转动单元和/或顶紧单元与设备平台上端面滑动连接,滑动方向与长钢材的轴向方向一致。
9.作为本发明的进一步改进,转动单元和顶紧单元之间的最短距离小于一根法兰钢管的长度。
10.作为本发明的进一步改进,加工单元包括顶轨、支臂、切割组件、焊接组件;顶轨固定设置在转动单元、顶紧单元和设备平台的上侧;支臂位于设备平台和顶轨之间,支臂一端与顶轨下端面连接,支臂另一端与切割组件或焊接组件连接;切割组件用于将长钢材从中间切断,使得长钢材两侧的管段为钢管,切割组件的数量为两个;焊接组件用于将钢管与被转动单元或顶紧单元夹持的法兰焊接,焊接组件的数量为两个;在切割组件切割长钢材时,焊接组件同步地实现钢管与对应法兰的外焊。
11.作为本发明的进一步改进,顶轨具有环形轨道;支臂可拆连接与环形轨道内,并与环形轨道滑动连接,以使支臂具有沿环形轨道移动的能力。
12.作为本发明的进一步改进,移除单元设置于设备平台上端面,并承托钢管所在的长钢材部分或承托钢管;移除单元包括固定架、左转壁、右转壁、抬升电机和码垛导轨;固定架可拆地设置于设备平台上端面;左转壁一端转动连接于固定架顶端或侧壁的上端,左转壁另一端与右转壁一端转动连接;右转壁另一端与抬升电机的输出轴转动连接;抬升电机的输出轴的移动方向为竖直方向;码垛导轨至少一对,码垛导轨倾斜设置,码垛导轨的上端与固定架的顶端或侧壁的上端连接,码垛导轨的下端固定设置;在承托状态下,左转壁和右转壁构成v型以承托钢管或长钢材;在移除状态下,左转壁保持水平或向上倾斜,以使钢管或长钢材滚落至码垛导轨。
13.作为本发明的进一步改进,设备平台上端面设有废材滑坡;废材滑坡位于转动单元和顶紧单元之间的中部;废材滑坡位于长钢材去除钢管后的部分的下侧;废材滑坡的倾斜方向与移除单元移除钢管的方向不同,或废材滑坡的倾斜角度与移除单元移除钢管的角度不同。
14.作为本发明的进一步改进,所述一体机的操作步骤包括:将两个法兰分别置于转动单元和顶紧单元内进行夹持;将长钢材抵接在两个法兰之间,长钢材与两个法兰同轴,长钢材受顶紧单元顶紧固定;加工单元选定尺寸将长钢材两端部切割成钢管,钢管受移除单元承托,钢管与法兰焊接,切割与焊接同步进行;焊接了法兰的钢管调转方向摆放,转动单元和顶紧单元处新放置法兰,钢管未焊接法兰的一端与新放置的法兰抵接,两根钢管焊接法兰的一端相互抵接,焊接了法兰的钢管受转动单元或顶紧单元的定位和顶紧;加工单元将钢管未焊接法兰的一端与新放置的法兰焊接,形成法兰钢管;移除单元将法兰钢管移除出一体机进行码垛。
15.相比于现有技术,本发明的有益效果在于:本发明先将两个左法兰装夹好之后,将长钢材顶在两个左法兰之间,长钢材与法兰均是同轴的,转动电机和顶紧电机的存在,使得长钢材与两个左法兰能够同时转动且顶紧,那么长钢材就可以边与左法兰外焊边被切割中段,由于受到移除单元的承托,长钢材的
两端部被保留成为钢管,中段为废弃段,无移除单元的承托而掉落;再将焊接了左法兰的两个钢管调转方向,将未焊接法兰的一端朝向外侧,此时将两个右法兰装夹好,将钢管与右法兰同轴设置且顶紧,再进行钢管与右法兰的外焊,由于转动单元和顶紧单元可以移动所以两个钢管可以相互顶紧保持同步转动;再将转动单元和顶紧单元相互远离,外焊了法兰的钢管之间流出间隙,为内焊预留空间,再将左法兰和右法兰分别进行与钢管的内焊,即可实现法兰钢管的制作;最后通过移除单元的设置,法兰钢管可以通过预设的轨迹进行码垛。
附图说明
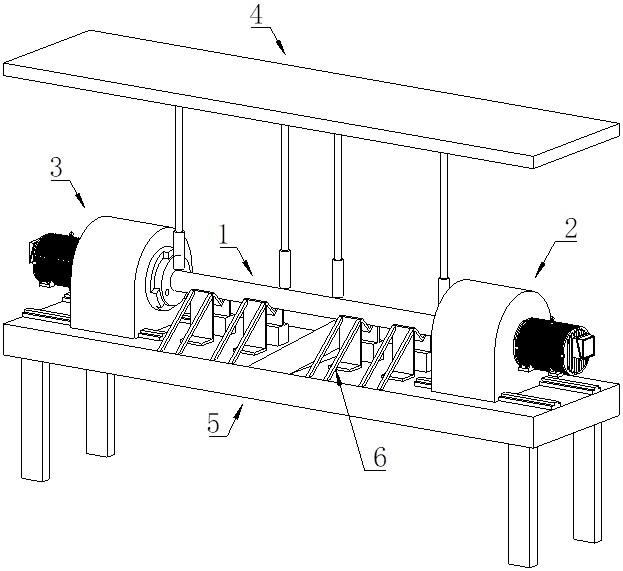
16.图1为本发明的法兰钢管的立体结构即焊接处的示意图;图2为本发明的一体机的立体结构示意图;图3为本发明的转动单元的立体结构示意图;图4为本发明的顶紧单元的立体结构示意图;图5为本发明的一体机未作业时的部分立体结构示意图;图6为本发明的一体机在装夹了法兰时的部分立体结构示意图;图7为本发明的一体机在装夹了长钢材时的部分立体结构示意图;图8为本发明的一体机在将长钢材切割成两个钢管时的部分立体结构示意图;图9为本发明的一体机在将两个长钢管的另一端与法兰装外焊时的部分立体结构示意图;图10为本发明的一体机在将两个长钢管的另一端与法兰内焊时的部分立体结构示意图;图11为本发明的一体机的移除单元在承托钢管时的平面结构示意图;图12为本发明的一体机的移除单元在移除钢管时的平面结构示意图。
17.图中标号说明:法兰钢管1、钢管11、左法兰12、右法兰13、内焊痕迹14、外焊痕迹15、转动单元2、转动卡盘21、转动定位芯22、顶紧单元3、顶紧卡盘31、顶紧定位芯32、加工单元4、设备平台5、移除单元6、固定架61、左转壁62、右转壁63、抬升电机64、码垛导轨65。
具体实施方式
18.具体实施例一:请参阅图1-12的一种多功能切割焊接一体机,用于加工法兰钢管1,法兰钢管1包括钢管11、左法兰12和右法兰13,钢管11两端与法兰接触的端面需要外焊和内焊,如图1中,左法兰12侧的粗线条表示外焊痕迹15,右法兰13侧的粗线条表示内焊痕迹14。
19.所述一体机包括:转动单元2、顶紧单元3、加工单元4、设备平台5、移除单元6。
20.转动单元2用于夹紧长钢材的一端并驱动长钢材转动;本实施例中,转动单元2包括转动机箱、转动卡盘21、转动定位芯22;转动机箱置于设备平台5上端,转动机箱内设有转动电机;转动卡盘21位于转动机箱的内侧,转动机箱的内侧为靠近顶紧单元3的一侧,转动卡盘21可以为三爪卡盘等,转动卡盘21的卡爪可以将呈圆形的法兰锁死,转动卡盘21的外侧端面轴心处与转动电机的输出端固定连接,转动卡盘21的外侧为远离顶紧单元3一侧,以使转动电机启动时,转动电机输出端自转并带动转动卡盘21自转,转动卡盘21的夹持内径
是可变的,以夹持法兰的外径,这里需要说明,转动卡盘21锁紧的方式可以是电控的也可以是手动控制的;转动定位芯22固定设置在转动卡盘21的内侧端面轴心处,转动卡盘21的内侧为朝向顶紧单元3一侧,转动定位芯22的外径与法兰内径、钢管11内径均一致,以使转动定位芯22可以定位法兰和/或钢管11,这里需要说明,转动定位芯22的厚度大于左法兰12或右法兰13的厚度,使得转动定位芯22可以将法兰和钢管11或法兰和长钢材同时定位;夹持时,法兰靠近转动卡盘21的端面与转动卡盘21远离转动机箱的端面贴合。
21.顶紧单元3用于夹紧长钢材的一端并朝转动单元2侧顶紧长钢材;顶紧单元3包括顶紧机箱、顶紧卡盘31、顶紧定位芯32;顶紧机箱置于设备平台5上端,顶紧机箱内设有顶紧电机;顶紧卡盘31位于顶紧机箱的内侧,顶紧机箱的内侧为靠近转动单元2的一侧,顶紧卡盘31与转动卡盘21为相同的部件,以将右法兰13夹持,顶紧电机输出轴与顶紧卡盘31的连接方式与转动电机与转动卡盘21的连接方式相同,不同的是,顶紧电机启动时,顶紧电机输出端向内侧方向伸长并带动顶紧卡盘31向内侧移动,以将右法兰13、左法兰12与长钢材抵接在一起,由于右法兰13、左法兰12与长钢材的紧密连接,使得左法兰12自转时,会带动长钢材、右法兰13一同转动,为了使得右法兰13能够被带动自转,顶紧卡盘31与顶紧电机输出端通过轴承连接,以确保右法兰13也能随转;顶紧定位芯32在顶紧卡盘31上的设置方式,与转动定位芯22在转动卡盘21上的设置方式相同,且顶紧定位芯32与转动定位芯22为相同的部件;夹持时,法兰靠近顶紧卡盘31的端面与顶紧卡盘31远离顶紧机箱的端面贴合。
22.加工单元4用于同时地将长钢材切割成至少两段钢管11并将钢管11和法兰焊接;加工单元4包括顶轨、支臂、切割组件、焊接组件;顶轨固定设置在转动单元2、顶紧单元3和设备平台5的上侧,顶轨类似于桁架线临空设置,顶轨具有环形轨道;支臂位于设备平台5和顶轨之间,支臂可拆连接与环形轨道内,并与环形轨道滑动连接,以使支臂具有沿环形轨道移动的能力,支臂另一端与切割组件或焊接组件连接;在本实施例中,支臂数量四个,切割组件数量两个,焊接组件数量两个;切割组件用于将长钢材从中间切断,使得长钢材两侧的管段为钢管11,切割形式可以是气割,也可以是锯片切割;焊接组件用于将钢管11与被转动单元2或顶紧单元3夹持的法兰焊接,焊接形式可以是电弧焊,也可以是气焊;切割组件与焊接组件均可以参考专利号为cn201820402076.0的一种用于电弧焊的焊接机械手中所述的机械臂结构形式,只需要将焊枪替换为对应的焊接输出件或切割输出件即可,这样的设置对于本领域技术人员来说,属于常规手段,因此不再赘述;其中,切割组件和焊接组件的启停均受控制系统控制,在切割组件切割长钢材时,焊接组件同步地实现钢管11与对应法兰的外焊。
23.设备平台5用于支撑转动单元2和顶紧单元3;设备平台5为工作台面;转动单元2和/或顶紧单元3与设备平台5上端面滑动连接,滑动方向与长钢材的轴向方向一致;转动单元2和顶紧单元3之间的最短距离小于一根法兰钢管1的长度;以上设置使得长钢材切割成两根钢管11后,两根钢管11还可以相互受压抵接,实现随转。
24.移除单元6用于在钢管11与法兰完成内焊和外焊后将法兰钢管1移出所述一体机,并使法兰钢管1沿固定方向移动以完成码垛;移除单元6设置于设备平台5上端面,并承托钢管11所在的长钢材部分或承托钢管11;移除单元6包括固定架61、左转壁62、右转壁63、抬升电机64和码垛导轨65;固定架61可拆地设置于设备平台5上端面;左转壁62一端转动连接于固定架顶端或侧壁的上端,左转壁62另一端与右转壁63一端转动连接;右转壁63另一端与
抬升电机64的输出轴转动连接;抬升电机64的输出轴的移动方向为竖直方向;码垛导轨65至少一对,码垛导轨65倾斜设置,码垛导轨65的上端与固定架61的顶端或侧壁的上端连接,码垛导轨65的下端固定设置;在承托状态下,左转壁62和右转壁63构成v型以承托钢管11或长钢材;在移除状态下,左转壁62保持水平或向上倾斜,以使钢管11或长钢材滚落至码垛导轨65;在本实施例中,移除单元6数量为四个,每两个移除单元6承托一节钢管11,提高承托的稳定性。
25.除了移除单元6外,设备平台5上端面还设有废材滑坡;废材滑坡位于转动单元2和顶紧单元3之间的中部;废材滑坡位于长钢材去除钢管11后的部分的下侧;废材滑坡的倾斜方向与移除单元6移除钢管11的方向不同,或废材滑坡的倾斜角度与移除单元6移除钢管11的角度不同,以使得长钢材的废弃段移除后与法兰钢管1的码垛位置不同。
26.工作原理:一体机的操作步骤包括:s1.将左法兰12置于转动卡盘21中夹持,并受转动定位芯22定位;将右法兰13置于顶紧卡盘31中夹持,并受顶紧定位芯32定位;s2.将长钢材抵接在两个法兰之间,长钢材与两个法兰同轴;顶紧电机启动,右法兰13向内侧靠拢,以将长钢材顶紧固定在左法兰12和右法兰13之间,且长钢材受转动定位芯22和顶紧定位芯32的共同定位;s3.转动电机启动,左法兰12、长钢材、右法兰13同时自转;加工单元4选定尺寸将长钢材两端部切割成钢管11,长钢材的两端部为钢管11,中部为废弃段;钢管11均受移除单元6承托,钢管11与对应的法兰进行外焊,切割与焊接同步进行;s4.焊接了法兰的钢管11调转方向摆放,使得左法兰12和右法兰13相对靠近设置;转动卡盘21中放置右法兰13,顶紧卡盘31中放置左法兰12;钢管11未焊接法兰的一端与新放置的法兰抵接,两根钢管11焊接法兰的一端相互抵接,焊接了法兰的钢管11分别受转动单元2和顶紧单元3的定位和顶紧;由于钢管11与法兰进行外焊后已经具备了一定的连接强度,所以可以进行调转方向摆放而不会发生法兰与钢管11分离的问题;s5.加工单元4将钢管11未焊接法兰的一端与新放置的法兰进行外焊,形成法兰钢管1;转动单元2和顶紧单元3相互远离,使得一根法兰钢管1的左法兰12和另一根法兰钢管1的右法兰13保持距离,以露出间距确保焊接单元可以对法兰与钢管11进行内焊;再调转方向,将法兰钢管1的未进行内焊的另一个法兰进行内焊;由于焊接时受到的外力较小,不需要压紧,只需要定位即可,因此两根法兰钢管1之间保持间距是可行的;且由于焊接组件与切割组件是可以滑动的,因此,可以确保在不同位置对法兰和钢管11进行焊接,确保外焊与内焊在一台设备上进行;s6.转动单元2和顶紧单元3松开对法兰的夹持,移除单元6将法兰钢管1移除出一体机进行码垛。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1