高温共烧陶瓷扁平外壳焊接方法与流程
本发明涉及大功率微组装电路,具体地,涉及一种高温共烧陶瓷扁平外壳焊接方法。
背景技术:
1、高温共烧陶瓷是一种半导体集成电路使用的基板,它以采用将其材料为钨、钼、钼、锰等高熔点金属发热电阻浆料按照发热电路设计的要求印刷于92~96%的氧化铝流延陶瓷生坯上,4~8%的烧结助剂然后多层叠合,在1500~1600℃下高温下共烧成一体,从而具有耐腐蚀、耐高温、寿命长、高效节能、温度均匀、导热性能良好、热补偿速度快等优点,并且不含铅、镉、汞、六价铬、多溴联苯、多溴二苯醚等有害物质,符合环境保护的要求。
2、高温共烧陶瓷扁平外壳是一种小型化的贴装外壳,其翼形引线有利于缓解外壳与pcb之间的应力,提高可靠性。但是,现有的高温共烧陶瓷扁平外壳焊接操作复杂,焊接效果不佳,焊接牢固性差,直接导致生产加工过程中的合格率低下。
技术实现思路
1、本发明的目的是提供一种高温共烧陶瓷扁平外壳焊接方法,该高温共烧陶瓷扁平外壳焊接方法操作简单易掌握,焊接牢固性强,避免了焊料和工装的粘连问题,大大提升了焊接的合格率。
2、为了实现上述目的,本发明提供了一种高温共烧陶瓷扁平外壳焊接方法,该焊接方法包括:
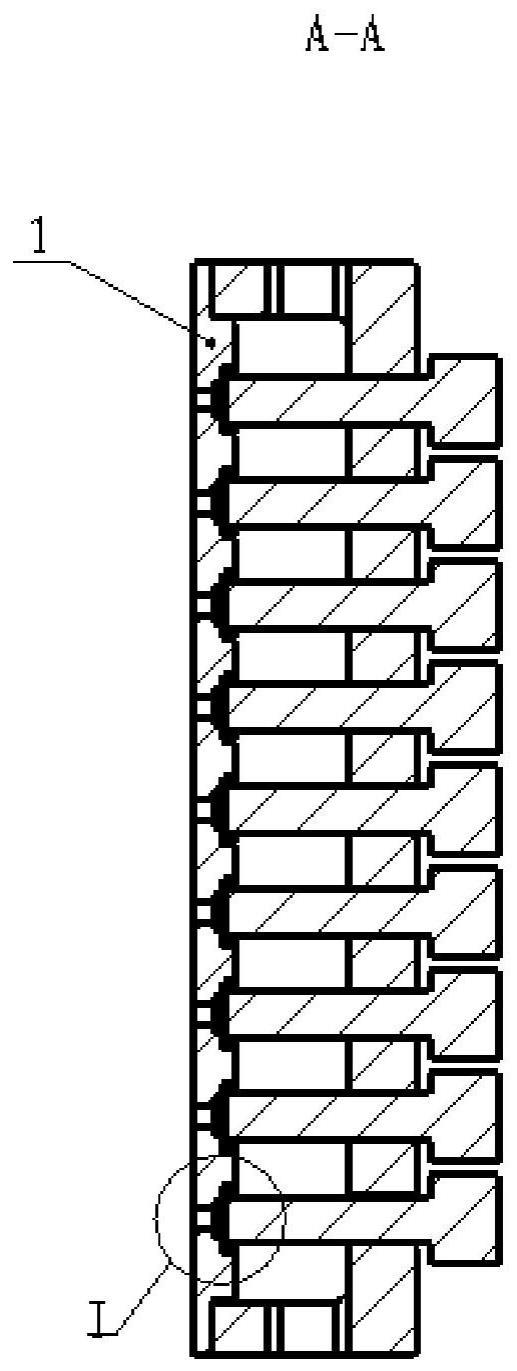
3、步骤1、将高温共烧扁平陶瓷体放入工装基座上预留的陶瓷卡槽中,并使得高温共烧扁平陶瓷体需要焊接的金属化引线区面朝上;
4、步骤2、将焊料片放置在高温共烧扁平陶瓷体的焊接面上;
5、步骤3、将扁平外壳放置在工装基座上预留的外壳卡槽中并同时压住焊料片;
6、步骤4、将框架装入工装基座上的定位卡槽中;
7、步骤5、将压块装入框架的导向槽中,导向槽和工装基座中的外壳卡槽位置一一对应,使得压块通过导向槽压住工装基座外壳卡槽中的扁平外壳;
8、步骤6、将通过上述步骤装配好的工装组件放入高温炉加热;
9、其中,步骤6中加热的温度曲线为:
10、0-45min,持续加热至585℃;
11、45-60min,维持585℃;
12、60-64min,继续加热升温至855℃;
13、64-68min,维持855℃;
14、68-72min,逐渐降温至550℃;
15、72-74min,维持550℃;
16、74min以后逐渐降温至25℃。
17、优选地,在步骤2中,焊料片的外轮廓和高温共烧扁平陶瓷体的引线区轮廓一致。
18、优选地,焊料片为厚度为0.05mm的环状银铜铟锡焊料片。
19、优选地,工装基座由三高石墨制成。
20、优选地,压块为石墨压块,由三高石墨制成。
21、优选地,框架为石墨框架,由三高石墨制成。
22、优选地,工装基座上的陶瓷卡槽中开设有透气孔。
23、根据上述技术方案,本发明使用三高石墨作为焊接的工装,工装基座内部放置高温共烧陶瓷,陶瓷的引线区放置焊料片,焊料片上放置扁平外壳,在基座上放上定位所需的石墨框架,通过石墨框架上的导向槽放入压块,对扁平外壳施加一个压力,保证焊料浸润过程中陶瓷和扁平外壳的有效焊接,将装有工件的工装放入高温炉按照特定的温度曲线进行加热。这样,利用石墨导热系数高的特性,配合高温炉将工装和工件快速升温快速降温,既能保证工件的焊接牢固性,又能保证焊料在工件上不溢出扩散,提升陶瓷扁平外壳的合格率。
24、本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种高温共烧陶瓷扁平外壳焊接方法,其特征在于,所述焊接方法包括:
2.根据权利要求1所述的高温共烧陶瓷扁平外壳焊接方法,其特征在于,在步骤2中,所述焊料片(5)的外轮廓和所述高温共烧扁平陶瓷体(4)的引线区轮廓一致。
3.根据权利要求2所述的高温共烧陶瓷扁平外壳焊接方法,其特征在于,所述焊料片(5)为厚度为0.05mm的环状银铜铟锡焊料片。
4.根据权利要求1所述的高温共烧陶瓷扁平外壳焊接方法,其特征在于,所述工装基座(1)由三高石墨制成。
5.根据权利要求1所述的高温共烧陶瓷扁平外壳焊接方法,其特征在于,所述压块(2)为石墨压块,由三高石墨制成。
6.根据权利要求1所述的高温共烧陶瓷扁平外壳焊接方法,其特征在于,所述框架(3)为石墨框架,由三高石墨制成。
7.根据权利要求1所述的高温共烧陶瓷扁平外壳焊接方法,其特征在于,所述工装基座(1)上的陶瓷卡槽中开设有透气孔。
技术总结
本发明公开了一种高温共烧陶瓷扁平外壳焊接方法,包括:步骤1、将高温共烧扁平陶瓷体放入工装基座上预留的陶瓷卡槽中,并使得高温共烧扁平陶瓷体需要焊接的金属化引线区面朝上;步骤2、将焊料片放置在高温共烧扁平陶瓷体的焊接面上;步骤3、将扁平外壳放置在工装基座上预留的外壳卡槽中并同时压住焊料片;步骤4、将框架装入工装基座上的定位卡槽中;步骤5、将压块装入框架的导向槽中,导向槽和工装基座中的外壳卡槽位置一一对应,使得压块通过导向槽压住工装基座外壳卡槽中的扁平外壳;步骤6、将通过上述步骤装配好的工装组件放入高温炉加热。该方法操作简单易掌握,焊接牢固性强,避免了焊料和工装的粘连问题,大大提升了焊接的合格率。
技术研发人员:袁璟春,卢希跃,陆芳燕,赵艳珩,王芮,侯信磊,王冰冰,余才
受保护的技术使用者:安徽华东光电技术研究所有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!