一种橡胶密封垫片的激光切割方法与流程
本发明涉及橡胶密封垫片的精密加工,尤其涉及一种橡胶密封垫片的激光切割方法。
背景技术:
1、橡胶密封垫片是一种用在全钒液流电池中防止正极与负极电解液之间互相渗透,主要常用材质为氟橡胶,聚四氟乙烯包衬橡胶,三元乙丙橡胶等。
2、现有技术对橡胶密封垫片的加工方法多为刀具切割或模压成型或激光切割。但是,采用这些加工方法的橡胶密封垫片都存在一定缺陷,刀具切割适用于简单的横平竖直曲线,复杂的圆及圆弧难以切割,刀具切割不易控制刀头的行进速度,速度不均匀会导致橡胶密封垫片鼓起,影响切割精度;模压成型时,由于橡胶密封垫片有弹性,受压后会有一定的形变量,模压工艺的压力难以控制导致橡胶密封垫片厚度不一,成本较高,不实用;激光切割方法可以利用切割软件导入不同图形进行橡胶密封垫片的切割,但是切割温度高,会导致切割轨迹周边橡胶密封垫片烧糊;与激光发射器同轴的气流快,气压大,需要单独设计固定结构确保橡胶密封垫片在切割过程中不会移动,结构复杂,成本高。因此,我们提出一种橡胶密封垫片的激光切割方法用于解决上述问题。
技术实现思路
1、本发明的目的是为了解决现有的技术难以切割复杂的圆及圆弧、刀头的行经速度不易控制、速度不均匀影响切割精度、橡胶密封垫片受压变形、切割温度高导致切割轨迹周边橡胶密封垫片烧糊等问题,而提出的一种橡胶密封垫片的激光切割方法。
2、为了实现上述目的,本发明采用了如下技术方案:
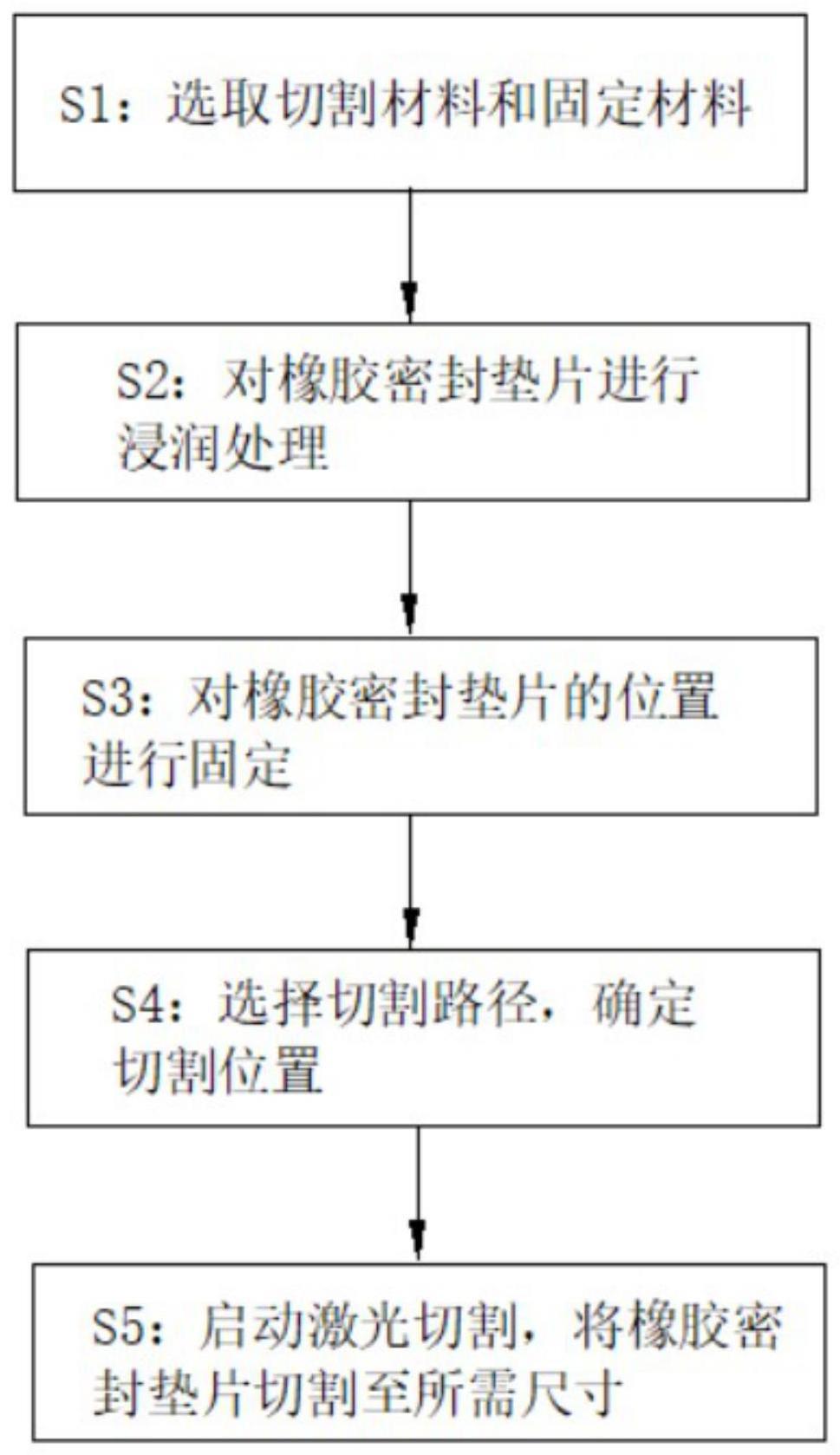
3、一种橡胶密封垫片的激光切割方法,包括以下步骤:
4、s1:选取切割材料和固定材料;
5、s2:对橡胶密封垫片进行浸润处理;
6、s3:对橡胶密封垫片的位置进行固定;
7、s4:选择切割路径,确定切割位置;
8、s5:启动激光切割,将橡胶密封垫片切割至所需尺寸。
9、优选的,所述s1中,准备设定尺寸的橡胶密封垫片,选择不锈钢板作为垫板,所选取的不锈钢钢板尺寸大小与橡胶密封垫片相同。
10、优选的,所述s2中,将橡胶密封垫片放入2l去离子水溶液中浸润处理,在不锈钢钢板上均匀滴入15ml的去离子水。
11、优选的,所述s3中,对橡胶密封垫片的位置进行固定;将浸润的橡胶密封垫片取出,平铺在不锈钢钢板上,利用去离子水的表面张力将橡胶密封垫片固定在钢板上。
12、优选的,所述s4中,选择切割路径,确定切割位置,以设定的轨迹为切割路径,选择手动开关压缩空气阀门来调节气流大小。
13、优选的,所述s4中,选择切割路径时,不开激光,开红光空走对准切割位置,切割位置确定后,以20mm/s速度空走对准切割位置,设定功率为45w。
14、优选的,所述s5中,启动激光切割,关闭气体阀门,气流管路的气压为0.636mpa,激光发射器走过设定路径,气流管路中的气压降为0mpa,激光发射器关闭激光,抬升激光头高度后移动到下一个切割起点开始切割,关闭激光的同时打开阀门,整个气流管路气压重新升高至0.636mpa,关闭气体阀门,激光发射器移动至需要切割的另一边起点,激光发射器开始出光,经过7s切割完成。
15、优选的,所述s5中,所述激光启动时,通过电脑导入图形,转轴继电器控制激光发射器的前后左右移动,移动至橡胶密封垫的设定位置,通过气瓶控制气流大小。
16、与现有技术相比,本发明的有益效果是:
17、1、本发明将橡胶密封垫片利用去离子水的界面张力固定到不锈钢钢板上,保证激光的正常切割轨迹。
18、2、采用纳秒级红外脉冲激光一次切割橡胶密封垫片,手动开关压缩空气阀门调节运行气体压力,防止切割过程产生的杂物污染镜片头,保证切割工件不被吹离加工位置。
19、本发明的有益效果在于通过不锈钢板和去离子水产生张力对橡胶密封垫片位置进行固定,纳秒级红外脉冲激光对橡胶密封垫片进行切割,一次切割成型,结构简单,成本低廉,实用性高。
技术特征:
1.一种橡胶密封垫片的激光切割方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种橡胶密封垫片的激光切割方法,其特征在于,所述s1中,准备设定尺寸的橡胶密封垫片,选择不锈钢板作为垫板,所选取的不锈钢钢板(3)尺寸大小与橡胶密封垫片相同。
3.根据权利要求1所述的一种橡胶密封垫片的激光切割方法,其特征在于,所述s2中,将橡胶密封垫片放入2l去离子水溶液中浸润处理,在不锈钢钢板(3)上均匀滴入15ml的去离子水。
4.根据权利要求1所述的一种橡胶密封垫片的激光切割方法,其特征在于,所述s3中,对橡胶密封垫片的位置进行固定;将浸润的橡胶密封垫片取出,平铺在不锈钢钢板(3)上,利用去离子水的表面张力将橡胶密封垫片固定在不锈钢钢板(3)上。
5.根据权利要求1所述的一种橡胶密封垫片的激光切割方法,其特征在于,所述s4中,选择切割路径,确定切割位置,以设定的轨迹为切割路径,选择手动开关压缩空气阀门来调节气流大小。
6.根据权利要求5所述的一种橡胶密封垫片的激光切割方法,其特征在于,所述s4中,选择切割路径时,不开激光,开红光空走对准切割位置,切割位置确定后,以20mm/s速度空走对准切割位置,设定功率为45w。
7.根据权利要求1所述的一种橡胶密封垫片的激光切割方法,其特征在于,所述s5中,启动激光切割,关闭气体阀门,气流管路的气压为0.636mpa,激光发射器(6)走过设定路径,气流管路中的气压降为0mpa,激光发射器(6)关闭激光,抬升激光头高度后移动到下一个切割起点开始切割,关闭激光的同时打开阀门,整个气流管路气压重新升高至0.636mpa,关闭气体阀门,激光发射器(6)移动至需要切割的另一边起点,激光发射器(6)开始出光,经过7s切割完成。
8.根据权利要求7所述的一种橡胶密封垫片的激光切割方法,其特征在于,所述激光启动时,通过电脑(1)导入图形,转轴继电器(2)控制激光发射器(6)的前后左右移动,移动至橡胶密封垫(4)的设定位置,通过气瓶(5)控制气流大小。
技术总结
本发明涉及橡胶密封垫片的精密加工技术领域,尤其涉及一种橡胶密封垫片的激光切割方法,针对当前现有技术难以切割复杂的圆及圆弧、刀头的行经速度不易控制、速度不均匀影响切割精度、橡胶密封垫片受压变形、切割温度高导致切割轨迹周边橡胶密封垫片烧糊的问题,现提出如下方案,其中包括以下步骤:S1:选取切割材料和固定材料,本发明的目的是通过不锈钢板和去离子水产生张力对橡胶密封垫片位置进行固定,保证激光的正常切割轨迹,采用纳秒级红外脉冲激光切割橡胶密封垫片,手动开关压缩空气阀门调节运行气体压力,保证切割工件不被吹离加工位置,一次切割成型,结构简单,成本低廉,实用性高。
技术研发人员:吴沣,文明哲,李聃华,梁冉,卜宇,谷贵志,丁明杰,刘巍,赵晓娟
受保护的技术使用者:开封时代新能源科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!