外部横梁末道冲孔切边冲压模具的制作方法
本发明涉及一种外部横梁末道冲孔切边冲压模具。
背景技术:
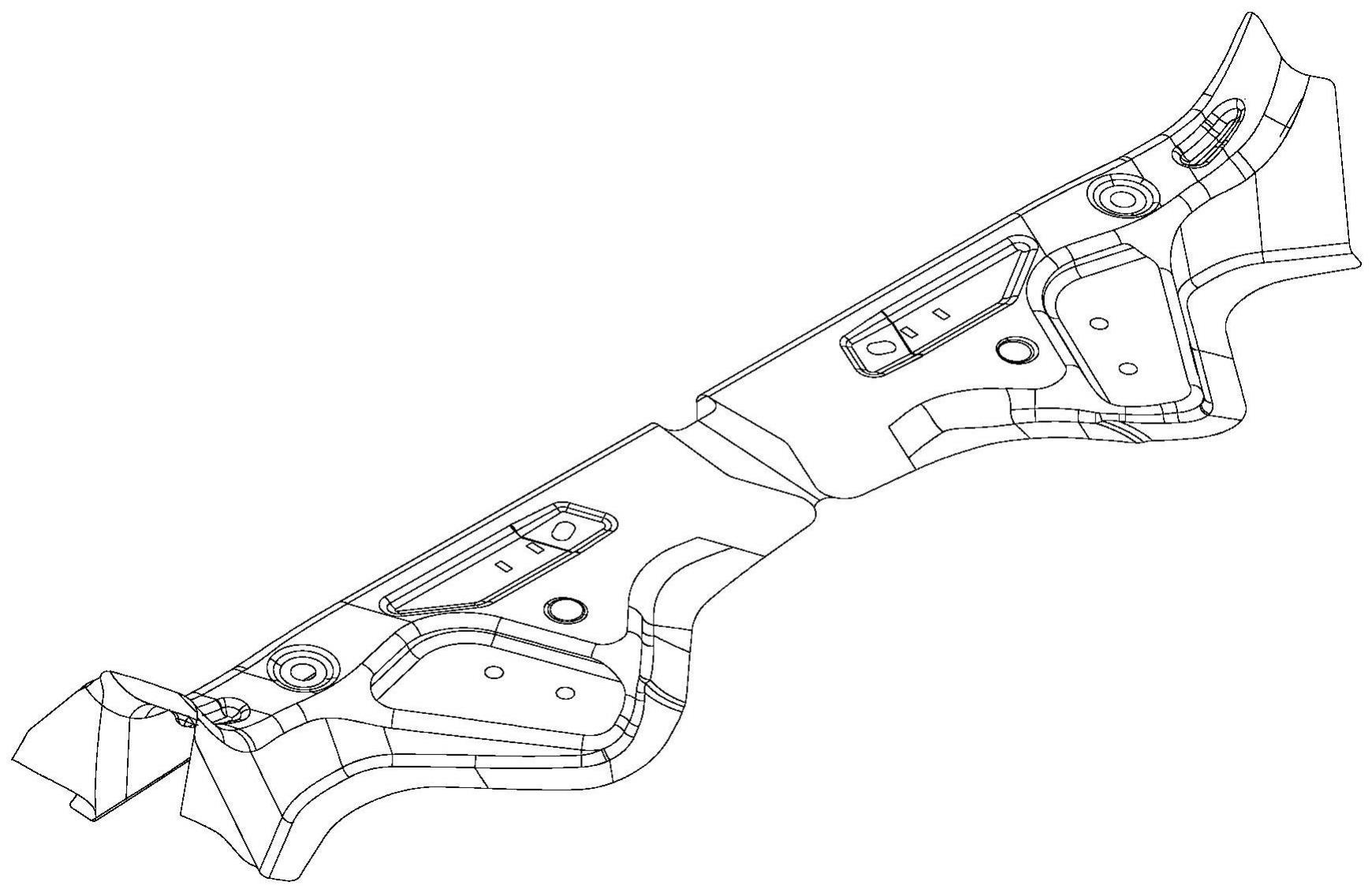
1、在板件冲压成型的加工过程中,往往先冲压一对定位孔,而在左右对称的工件加工时,该对定位孔位置通常为工件上所需的安装孔;外部横梁结构如图1所示,在多级冲压加工过程中,由于适宜的定位孔孔径较大,冲孔后常常导致工件在后续加工过程中产生形变甚至开裂;且由于外部横梁外型复杂,主体成型后还需完成冲制工件上若干冲孔加工,以及工件倾斜部端部的余料切除后才能切断左右工件的连接部实现左右件分离,常常需要多套冲压模具才能实现这些功能,冲压成本较高。
技术实现思路
1、本发明所要解决的技术问题是:提供一种结构紧凑、加工精度高的实现多部位加工的外部横梁末道冲孔切边冲压模具。
2、为解决上述技术问题,本发明所采用的技术方案为:外部横梁末道冲孔切边冲压模具,包括上模座和下模座,上模座上设有上安装槽,上模座上在上安装槽中设有切断左工件和右工件边沿连接部的上切断刀块,
3、下模座上设有下成型座,下成型座上设有分别对应于左工件和右工件边沿的两个相对设置的下切断刀块,下模座上及下成型座上在两个相对设置的下切断刀块之间设有中间落料槽,下成型座上在下切断刀块远离下模座中心的一侧设有用于冲制工件靠近侧边处两个通孔的冲孔模钮,上模座上设有相配合的冲孔冲头;上模座上在上安装槽中通过若干氮气弹簧设有浮升压料座,上模座上设有若干限制浮升压料座运动下限的限位板,浮升压料座上设有避让上切断刀块、以及冲孔冲头的避让孔;
4、下模座上在下成型块两端部处分别通过氮气弹簧设有浮升托料块,浮升托料块上设有与工件上曲线状凸起部相配合的定位槽,下模座上在浮升托料块远离下模座中心的一侧设有端部定位块,端部定位块上在工件待扩孔处设有扩孔模钮,上模座上设有相配合的扩孔冲头;浮升压料座上设有避让扩孔冲头的避让孔;
5、端部定位块上设有穿出扩孔模钮的弹性定位销,弹性定位销与待加工工件上定位孔相配合,端部定位块上可拆卸地设有冲切工件端部余料的下端部刀块,下模座上在下端部刀块两侧分别设有驱动斜楔块;上模座上设有斜楔滑动座,斜楔滑动座上设有与下端部刀块相配合的上端部刀块。
6、作为一种优选的方案,所述下模座上在下切断刀块旁设有定位两个下切断刀块的切断定位块。
7、作为一种优选的方案,所述下模座上在下端部刀块外端设有将切断的端部余料导入端部落料槽中的弧形挡料板。
8、作为一种优选的方案,所述下模座上对应与上端部刀块外侧面处设有对上端部刀块运动起导向作用的导向座,上端部刀块外侧面上可拆卸地设有耐磨板。
9、作为一种优选的方案,所述上模座上设有若干穿出浮升压料座的弹性压料销。
10、作为一种优选的方案,所述端部定位块上可拆卸地设有位置可调的限定工件外侧边沿的限位件。
11、作为一种优选的方案,所述限位件为倒l形的限位杆,限位杆竖立部截面为圆形且端部设有导向斜面。
12、本发明的有益效果是:本模具对工件定位孔进行扩孔加工,避免前道工序冲压过大的定位孔致使工件加工过程中易开裂,采用端部定位块上在工件待扩孔处设有扩孔模钮,上模座上设有相配合的扩孔冲头;浮升压料座上设有避让扩孔冲头的避让孔;端部定位块上设有穿出扩孔模钮的弹性定位销,弹性定位销与待加工工件上定位孔相配合;在扩孔冲压前对工件进行定位,在冲压完成后将冲下的料片顶出,解决了余料出料问题,且下模座上在下成型块两端部处分别通过氮气弹簧设有浮升托料块,使得托料平衡可靠;端部定位块上可拆卸地设有冲切工件端部余料的下端部刀块,下模座上在下端部刀块两侧分别设有驱动斜楔块;上模座上设有斜楔滑动座,斜楔滑动座上设有与下端部刀块相配合的上端部刀块,将工件倾斜部端部的角料切除(工件倾斜部端部中间余料由上道工序实现去除);下成型座上设有分别对应于左工件和右工件边沿的两个相对设置的下切断刀块,下模座上及下成型座上在两个相对设置的下切断刀块之间设有中间落料槽,切断左右工件的连接部实现左右件分离;通过合理设置各加工机构,使得本模具实现多种加工操作,且冲切余料处料顺畅,避免采用更多冲压工序,降低了整个冲压加工的成本,且结构紧凑、加工精度高。
13、所述下模座上在下切断刀块旁设有定位两个下切断刀块的端部定位块,使得下切断刀块的位置更为准确,进一步确保加工精度。
14、由于下模座上在下端部刀块外端设有将切断的端部余料导入端部落料槽中的弧形挡料板,避免切下的物料飞出致使工件变形或者影响操作人员安全。
15、由于下模座上对应与上端部刀块外侧面处设有对上端部刀块运动起导向作用的导向座,使得上端部刀块运动可靠,且上端部刀块外侧面上可拆卸地设有耐磨板,延长其使用寿命。
16、由于上模座上设有若干穿出浮升压料座的弹性压料销,冲压加工前对工件预压,确保工件在冲压瞬间不产生位移,从而保证加工质量。
17、由于端部定位块上可拆卸地设有位置可调的限定工件外侧边沿的限位件,进一步确保工件定位准确。
18、所述限位件为倒l形的限位杆,限位杆竖立部截面为圆形且端部设有导向斜面,减少与工件的接触面积,准确定位的同时减少了加工和安装难度。
技术特征:
1.外部横梁末道冲孔切边冲压模具,包括上模座和下模座,其特征在于:所述上模座上设有上安装槽,上模座上在上安装槽中设有切断左工件和右工件边沿连接部的上切断刀块,
2.如权利要求1所述的外部横梁末道冲孔切边冲压模具,其特征在于:所述下模座上在下切断刀块旁设有定位两个下切断刀块的切断定位块。
3.如权利要求2所述的外部横梁末道冲孔切边冲压模具,其特征在于:所述下模座上在下端部刀块外端设有将切断的端部余料导入端部落料槽中的弧形挡料板。
4.如权利要求2所述的外部横梁末道冲孔切边冲压模具,其特征在于:所述下模座上对应与上端部刀块外侧面处设有对上端部刀块运动起导向作用的导向座,上端部刀块外侧面上可拆卸地设有耐磨板。
5.如权利要求4所述的外部横梁末道冲孔切边冲压模具,其特征在于:所述上模座上设有若干穿出浮升压料座的弹性压料销。
6.如权利要求5所述的外部横梁末道冲孔切边冲压模具,其特征在于:所述端部定位块上可拆卸地设有位置可调的限定工件外侧边沿的限位件。
7.如权利要求6所述的外部横梁末道冲孔切边冲压模具,其特征在于:所述限位件为倒l形的限位杆,限位杆竖立部截面为圆形且端部设有导向斜面。
技术总结
本发明公开了一种实现多部位加工的外部横梁末道冲孔切边冲压模具。本模具对工件定位孔进行扩孔加工,采用端部定位块上在工件待扩孔处设有扩孔模钮,上模座上设有相配合的扩孔冲头;浮升压料座上设有避让扩孔冲头的避让孔;端部定位块上设有穿出扩孔模钮的弹性定位销,弹性定位销与待加工工件上定位孔相配合;在扩孔冲压前对工件进行定位,在冲压完成后将冲下的料片顶出,解决了余料出料问题,端部定位块上可拆卸地设有冲切工件端部余料的下端部刀块,下模座上在下端部刀块两侧分别设有驱动斜楔块;上模座上设有斜楔滑动座,斜楔滑动座上设有与下端部刀块相配合的上端部刀块,将工件倾斜部端部的角料切除。
技术研发人员:万小燕
受保护的技术使用者:苏州金鸿顺汽车部件股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!