一种用于车门铰链车门件铣台阶加工的固定工装的制作方法
本发明涉及汽车零部件加工领域,是一种用于车门铰链车门件铣台阶加工的固定工装。
背景技术:
1、随着我国人民生活条件的不断改善,汽车已经成为一个家庭的生活必需品,当前形势下,产量提升和质量保证的矛盾逐渐显现。限时保质完成大批量产品的生产成为很多制造型企业的常态。同等条件下的企业,细节成为决定竞争成败的关键,因此很多产品的细节设计及工艺精简逐渐被重视并得到应用。
2、车身件门铰链是汽车的基本配件,一般是用精铸的坯件进一步机加工后制成的,车身件门铰链为外形不规则的工件,在铣削加工过程中往往需要多次固定及多次加工,造成生产效率低,加工精度低。尤其时在加工台阶面时,目前的门铰链车门件铣台阶加工工装,采用侧面柱塞预紧的方式保证零件定位,夹紧定位效果不良,容易产生不良品。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种定位精确,夹紧稳定,夹装简单的用于车门铰链车门件铣台阶加工的固定工装。
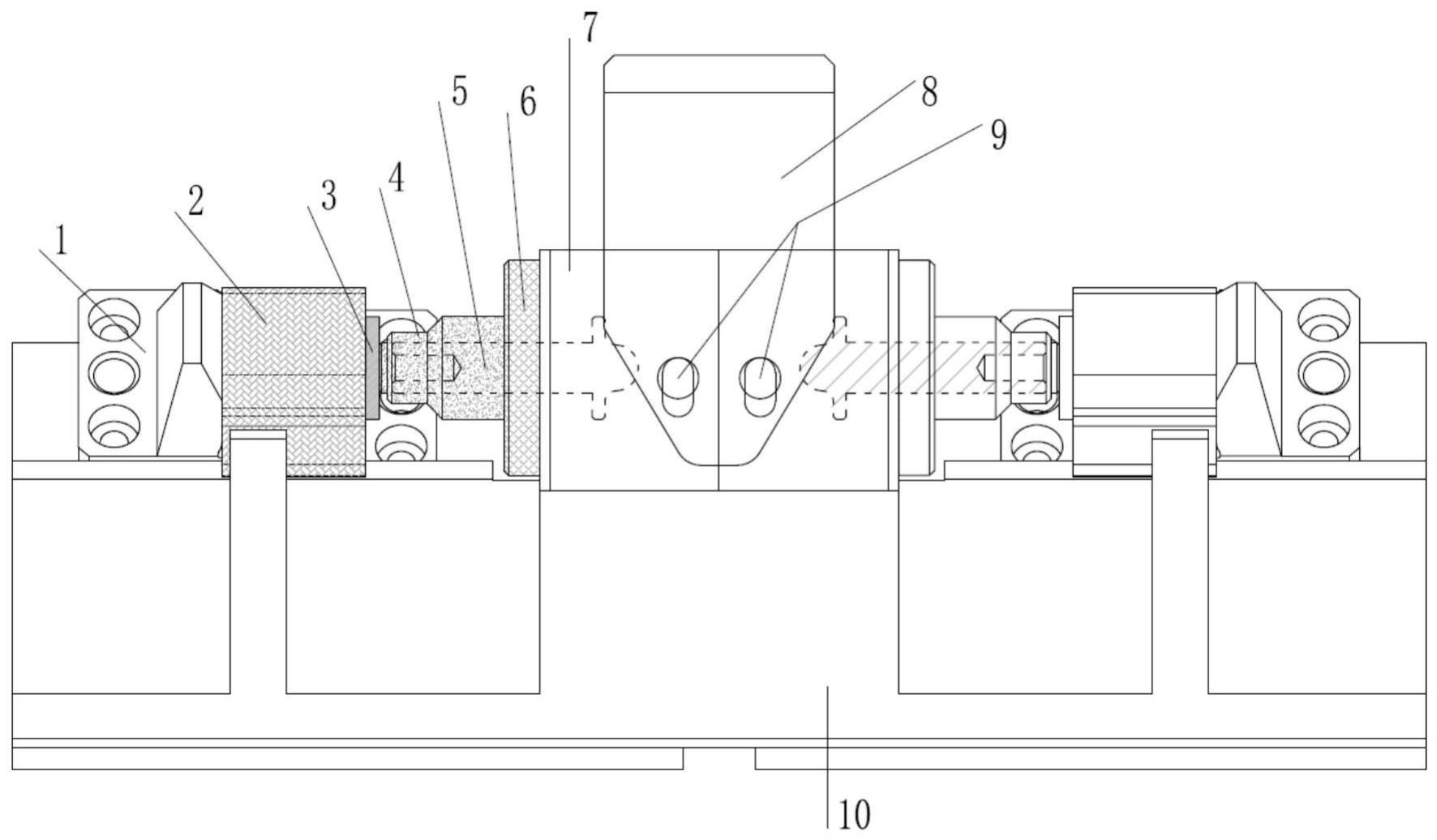
2、本发明可以通过以下技术方案来实现:一种用于车门铰链车门件铣台阶加工的固定工装,包括底座,还包括至少两套对称设置的定位块,顶头,压紧块和顶杆,以及位于两顶杆之间并与其匹配的斜楔,待加工零件置于定位块与顶头之间,斜楔驱动两侧顶杆带动压紧块推动顶头压紧待加工零件。
3、进一步地,所述的待加工零件上设有压头,所述的斜楔上设有压块,压头和压块均连接液压油缸,压块下压斜楔,斜楔推动两侧顶杆反向移动,驱动压紧块将待加工零件轴向固定在定位块上,压头下压纵向固定待加工零件。
4、进一步地,所述的底座上设有顶杆座和斜楔座;
5、进一步地,所述的斜楔安装在斜楔座内,所述的顶杆安装在顶杆座内,顶杆一端深入斜楔座内抵接斜楔,另一端穿过压紧块连接顶头。
6、进一步地,所述的斜楔与顶杆接触的面为斜面,顶杆与斜楔接触的一端为圆形,并在侧面设有限位环或限位块。
7、进一步地,所述的斜楔上设置有导向孔,所述的斜楔座上设有导向销,导向销插入所述导向孔内,引导斜楔在斜楔座内上下移动。
8、进一步地,所述的顶头包括平面和其底部设置的轴,其截面呈t型状,平面抵接待加工零件,轴插入所述的顶杆的轴孔内。
9、进一步地,所述的斜楔座与顶杆座相连,顶杆座与压紧块相连。
10、进一步地,所述的定位块安装在底座上,所述定位块上设有放置待加工零件的限位平台。
11、进一步地,所述的压头通过连接板a与液压油缸连接,所述的压块通过连接板b与液压油缸连接。
12、进一步地,所述的底座为铣床的加工平台,待加工零件固定后,底座带动其进入铣削工位进行铣台阶加工。
13、与现有技术相比,本发明具有以下有益效果:
14、1.本发明通过定位块、斜楔、斜楔座、顶杆等设计从轴向上固定待加工零件,并在代加工零件上方设置压块,从纵向上固定代加工零件,使代加工零件定位准确,且夹紧稳定,不会在铣台阶加工过程中移动,从而提高了产品精度。
15、2.本发明在一个平台上设置至少两套定位块、顶杆等组件,通过一个斜楔推动两侧顶杆反向同时移动,同时固定两个代加工零件,采用一次装夹,无需增加工序,让产品加工更加精准、有效,大大提高了产品质量,降低了不良产品比例,节约了成本。
16、3.本发明增设的斜楔、斜楔座、顶杆、顶头等部件,将斜楔的上下运动转化成了顶杆的水平运动,将垂直力转变成水平侧推力,从多角度将零件夹紧。
17、4.本发明中的定位块、斜楔、斜楔座、顶杆、顶头等部件,可采用40cr材料制作,并可通过锻打、淬火工艺增加其硬度。
18、5.本发明工装结构保留现有铣床动力系统,结构简单,操作灵活,成本低等。
技术特征:
1.一种用于车门铰链车门件铣台阶加工的固定工装,包括底座(10),其特征在于:还包括至少两套对称设置的定位块(1),顶头(3),压紧块(4)和顶杆(5),以及位于两顶杆(5)之间并与其匹配的斜楔(8),待加工零件(2)置于定位块(1)与顶头(3)之间,斜楔(8)驱动两侧顶杆(5)带动压紧块(4)推动顶头(3)压紧待加工零件(2)。
2.根据权利要求1所述的一种用于车门铰链车门件铣台阶加工的固定工装,其特征在于:所述的待加工零件(2)上设有压头(11),所述的斜楔(8)上设有压块(13),压头(11)和压块(13)均连接液压油缸,压块(13)下压斜楔(8),斜楔(8)推动两侧顶杆(5)反向移动,驱动压紧块(4)将待加工零件(2)轴向固定在定位块(1)上,压头(11)下压纵向固定待加工零件(2)。
3.根据权利要求1所述的一种用于车门铰链车门件铣台阶加工的固定工装,其特征在于:所述的底座(10)上设有顶杆座(6)和斜楔座(7);
4.根据权利要求3所述的一种用于车门铰链车门件铣台阶加工的固定工装,其特征在于:所述的斜楔(8)与顶杆(5)接触的面为斜面,顶杆(5)与斜楔(8)接触的一端为圆形,并在侧面设有限位环或限位块。
5.根据权利要求3所述的一种用于车门铰链车门件铣台阶加工的固定工装,其特征在于:所述的斜楔(8)上设置有导向孔,所述的斜楔座(7)上设有导向销(9),导向销(9)插入所述导向孔内,引导斜楔(8)在斜楔座(7)内上下移动。
6.根据权利要求1或3所述的一种用于车门铰链车门件铣台阶加工的固定工装,其特征在于:所述的顶头(3)包括平面和其底部设置的轴,其截面呈t型状,平面抵接待加工零件(2),轴插入所述的顶杆(5)的轴孔内。
7.根据权利要求3所述的一种用于车门铰链车门件铣台阶加工的固定工装,其特征在于:所述的斜楔座(7)与顶杆座(6)相连,顶杆座(6)与压紧块(4)相连。
8.根据权利要求1所述的一种用于车门铰链车门件铣台阶加工的固定工装,其特征在于:所述的定位块(1)安装在底座(10)上,所述定位块(1)上设有放置待加工零件(2)的限位平台。
9.根据权利要求2所述的一种用于车门铰链车门件铣台阶加工的固定工装,其特征在于:所述的压头(11)通过连接板a(12)与液压油缸连接,所述的压块(13)通过连接板b(14)与液压油缸连接。
10.根据权利要求1所述的一种用于车门铰链车门件铣台阶加工的固定工装,其特征在于:所述的底座(10)为铣床的加工平台,待加工零件(2)固定后,底座(10)带动其进入铣削工位进行铣台阶加工。
技术总结
本发明涉及一种用于车门铰链车门件铣台阶加工的固定工装,包括底座(10),还包括至少两套对称设置的定位块(1),顶头(3),压紧块(4)和顶杆(5),以及位于两顶杆(5)之间并与其匹配的斜楔(8),待加工零件(2)置于定位块(1)与顶头(3)之间,斜楔(8)驱动两侧顶杆(5)带动压紧块(4)推动顶头(3)压紧待加工零件(2)。与现有技术相比,本发明将零件固定更精准、牢固、简单、方便,提高了铣台阶工艺的效率和零件质量。
技术研发人员:王赟,杨伟国
受保护的技术使用者:上海奥林汽车安全系统有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!