一种PCB板全自动焊接装置的制作方法
本申请涉及pcb板加工的,尤其是涉及一种pcb板全自动焊接装置。
背景技术:
1、随着社会的发展以及人们生活水平的提高,人们对于电子产品的需求量不断增多,电子产品中一个重要部分就是pcb板,pcb板又名印刷电路板,是电子器件的支撑体,是电子器件的连接载体,所以pcb板的焊接具有重要意义。
2、为了将元器件焊接在pcb板上生产出了pcb板焊接装置,但是目前pcb板焊接装置的设计还不够成熟,甚至有些还是手工拿放再控制焊接装置对pcb板进行焊接,工作效率极低,且提高了人工成本,此外还易出现引脚对应不准确影响焊接效果从而影响使用的问题。
技术实现思路
1、为了解决目前pcb板焊接过程存在效率低下以及不稳定的问题,本申请提供一种pcb板全自动焊接装置。
2、本申请提供一种pcb板全自动焊接装置,采用如下的技术方案:
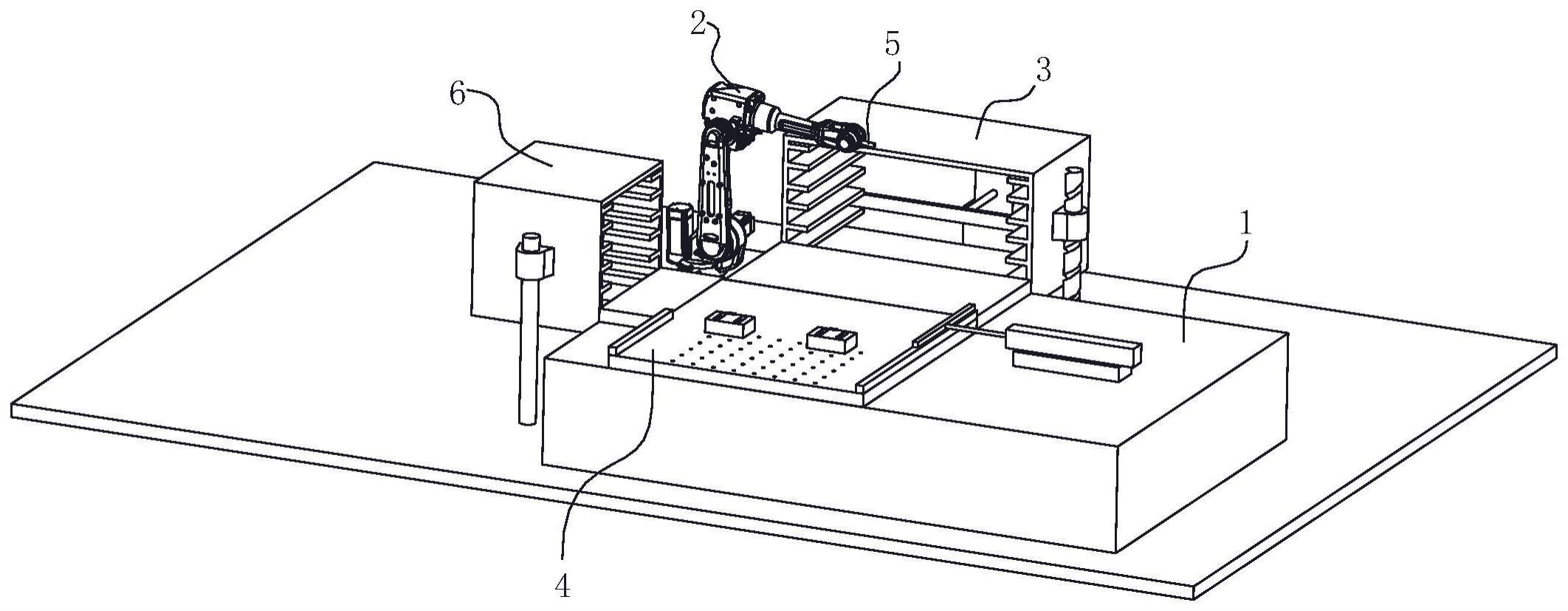
3、一种pcb板全自动焊接装置,包括工作台、机械手、上料机构、承接机构、焊接机构和下料机构;
4、所述机械手设置在所述工作台上,所述焊接机构设置在所述机械手上,
5、用于对pcb板进行焊接;
6、所述上料机构设置所述工作台一侧,用于对待焊接的pcb板进行上料;
7、所述承接机构设置在所述工作台上,用于承接并固定待焊接的pcb板;
8、所述下料机构设置在工作台一侧,用于承接推出的pcb板。
9、通过采用上述方案,pcb板需要焊接时,先利用上料机构将待焊接的pcb板推至承接机构上进行定位,接着机械手带动焊接机构对pcb板的整体进行焊接,焊接完成,然后下料机构对焊接完成的pcb板进行收纳,从而实现了pcb板焊接的自动化,提升了作业效率,减少了人工成本和工作强度,且在焊接过程中进行了pcb板的定位,以保证pcb板焊接的稳定性,提升了pcb板焊接的质量,实现焊接工艺的高速和高效化,具有实用性价值。
10、优选的,所述上料机构包括第一储物架、第一丝杆电机和第一推料机构,所述第一丝杆电机设置所述工作台一侧,所述第一储物架设置在所述第一丝杆电机的滑块上,所述第一推料机构设置在所述工作台上,用于将所述第一储物架上的pcb板推出。
11、通过采用上述方案,第一推料机构能够将第一储物架内的pcb板推出,接着第一丝杆电机带动第一储物架上升或下降,从而将第一储物架内的全部pcb板推出,实现了pcb板的上料自动化。
12、优选的,所述第一推料机构包括支架、第一推料气缸和第一推料板,所述支架设置在工作台上,所述第一推料气缸放置在所述支架上,所述第一推料板固定在所述第一推料气缸的轴上。
13、通过采用上述方案,第一推料气缸带动第一推料板水平滑移,从而能够将第一储物架内的pcb板推出。
14、优选的,所述承接机构包括放置板、限位块、锁定件和定位件,所述放置板设置在所述工作台上,用于放置pcb板,所述放置板上设有锁定孔,所述限位块滑移于所述放置板,所述限位块上设有限位孔,所述锁定件能够通过所述限位孔放入所述锁定孔内,所述定位件靠近所述限位块设置,用于对pcb板定位。
15、通过采用上述方案,pcb板进入放置板上后,滑动限位块调整至合适的位置,将锁定件通过限位孔进入锁定孔内,从而将限位块定位在该位置,以适应不同尺寸的pcb板;当pcb板进入放置板上时,定位件会随着pcb板的进入发生移动,将pcb板定位在放置板上,以提高pcb板焊接的稳定性。
16、优选的,所述定位件包括定位杆和驱动杆,所述定位杆穿设于所述限位块,所述限位块上设有限位凹槽,所述驱动杆设置在所述定位杆靠近放置板的一端,用于驱动所述定位杆旋转,所述驱动杆能够进入所述限位凹槽内,所述驱动杆和所述限位凹槽的内壁之间还连接有驱动弹簧。
17、通过采用上述方案,当pcb板进入放置板上时,驱动杆被挤压,驱动弹簧被压缩,从而带动定位杆旋转,将pcb板压紧在放置板上,焊接完毕,pcb板被推走,驱动杆在弹簧的作用下复位,定位杆也转变为初始位置,以供后续线路板的持续焊接。
18、优选的,所述定位件包括l形板,所述l形板铰接在所述限位块上,所述l形板的一端通过驱动弹簧与所述限位块连接。
19、通过采用上述方案,弹簧处于初始状态下,l形板处于半悬空位置,当有pcb板推入放置板上时,l形板的一端被挤压,弹簧收缩,l形板的另一端随之压紧在pcb板的上表面,从而将pcb板定位,pcb板焊接完毕被推走后,l形板在驱动弹簧的作用下复位,进行下一次的焊接。
20、优选的,所述定位件包括定位块,所述定位块设置在所述限位块的一侧,所述限位块的一侧还连接有驱动弹簧,所述驱动弹簧位于所述定位块的正下方,所述驱动弹簧远离所述限位块的一端连接有接触板。
21、通过采用上述方案,当pcb板被推进放置板上时,接触板也随之移动,驱动弹簧被压缩,以适应不同尺寸的pcb板,同时也提供一个反向的作用力作用于pcb板,第一推料板给予pcb板另一个方向的作用力,定位块提供一个正上方的压力,从而将pcb板定位在放置板上,以提升焊接的稳定性。
22、优选的,所述下料机构包括第二储物架、第二丝杆电机和第二推料机构,所述第二丝杆电机设置在所述工作台的一侧,所述第二储物架设置在所述第二丝杆电机的滑块上,所述第二推料机构设置在所述承接机构上,用于将所述承接机构上的pcb板推出。
23、通过采用上述方案,第二推料机构将焊接完成的pcb板通推出至第二储物架上,第二储物架能够随着第二丝杆电机进行上升或下降运动,从而将焊接完成的pcb板收纳在第二储物架上,实现pcb板的下料自动化。
24、优选的,所述第二推料机构包括第二推料板和第二推料气缸,所述第二推料气缸设置在所述承接机构上,所述第二推料板设置在所述第二推料气缸的轴上。
25、通过采用上述技术方案,pcb板焊接完成,第二推料气缸带动第二推料板移动,从而将pcb板推出。
26、综上所述,本申请包括以下至少一种有益技术效果:
27、1.对pcb板进行焊接时,先利用上料机构将待焊接的pcb板推至承接机构上同时进行定位,然后机械手带动焊接机构对pcb板进行焊接,接着下料机构将焊接完成的pcb板推出并进行收纳,继续后续的焊接工作,实现了焊接全过程的自动化,提升了焊接效率,降低了人工成本和工作强度,且在承接机构处又进行了pcb板的限位和定位,不仅能够适应不同尺寸的pcb板,还保证了焊接过程中的稳定性,提升了焊接的质量。
28、2.限位块的设置能够适应不同尺寸的pcb板,再加上定位件的定位作用将pcb板定位在放置板上,通过定位杆和驱动杆或者l形板或者定位块与驱动弹簧的配合使用,实现对pcb板的定位,以提升焊接稳定性。
技术特征:
1.一种pcb板全自动焊接装置,其特征在于,包括工作台(1)、机械手(2)、上料机构(3)、承接机构(4)、焊接机构(5)和下料机构(6),
2.根据权利要求1所述的pcb板全自动焊接装置,其特征在于,所述上料机构(3)包括第一储物架(31)、第一丝杆电机(32)和第一推料机构(33),所述第一丝杆电机(32)设置所述工作台(1)一侧,所述第一储物架(31)设置在所述第一丝杆电机(32)的滑块上,所述第一推料机构(33)设置在所述工作台(1)上,用于将所述第一储物架(31)上的pcb板推出。
3.根据权利要求2所述的pcb板全自动焊接装置,其特征在于,所述第一推料机构(33)包括支架(331)、第一推料气缸(333)和第一推料板(332),所述支架(331)设置地面上,所述第一推料气缸(333)设置在所述支架(331)上,所述第一推料板(332)固定在所述第一推料气缸(333)的轴上。
4.根据权利要求1所述的pcb板全自动焊接装置,其特征在于,所述承接机构(4)包括放置板(41)、限位块(42)、锁定件(43)和定位件(44),所述放置板(41)设置在所述工作台(1)上,用于放置pcb板,所述放置板(41)上设有锁定孔(411),所述限位块(42)滑移于所述放置板(41),所述限位块(42)上设有限位孔(421),所述锁定件(43)能够通过所述限位孔(421)放入所述锁定孔(411)内,所述定位件(44)靠近所述限位块(42)设置,用于对pcb板定位。
5.根据权利要求4所述的pcb板全自动焊接装置,其特征在于,所述定位件(44)包括定位杆(441)和驱动杆(442),所述定位杆(441)穿设于所述限位块(42),所述限位块(42)上设有限位凹槽(422),所述驱动杆(442)设置在所述定位杆(441)靠近放置板(41)的一端,用于驱动所述定位杆(441)旋转,所述驱动杆(442)能够进入所述限位凹槽(422)内,所述驱动杆(442)和所述限位凹槽(422)的内壁之间还连接有驱动弹簧(443)。
6.根据权利要求4所述的pcb板全自动焊接装置,其特征在于,所述定位件(44)包括l形板,所述l形板铰接在所述限位块(42)上,所述l形板的一端通过驱动弹簧(443)与所述限位块(42)连接。
7.根据权利要求4所述的pcb板全自动焊接装置,其特征在于,所述定位件(44)包括定位块,所述定位块设置在所述限位块(42)的一侧,所述限位块(42)的一侧还连接有驱动弹簧(443),所述驱动弹簧(443)位于所述定位块的正下方,所述驱动弹簧(443)远离所述限位块(42)的一端连接有接触板(444)。
8.根据权利要求1所述的pcb板全自动焊接装置,其特征在于,所述下料机构(6)包括第二储物架(61)、第二丝杆电机(62)和第二推料机构(63),所述第二丝杆电机(62)设置在所述工作台(1)的一侧,所述第二储物架(61)设置在所述第二丝杆电机(62)的滑块上,所述第二推料机构(63)设置在所述承接机构(4)上,用于将所述承接机构(4)上的pcb板推出。
9.根据权利要求8所述的pcb板全自动焊接装置,其特征在于,所述第二推料机构(63)包括第二推料板(631)和第二推料气缸(632),所述第二推料气缸(632)设置在所述承接机构(4)上,所述第二推料板(631)设置在所述第二推料气缸(632)的轴上。
技术总结
本申请涉及一种PCB板全自动焊接装置,属于PCB板加工的技术领域,其包括工作台、机械手、上料机构、承接机构、焊接机构和下料机构,所述机械手设置在所述工作台上,所述焊接机构设置在所述机械手上,用于对PCB板进行焊接;所述上料机构设置所述工作台一侧,用于对待焊接的PCB板进行上料;所述承接机构设置在所述工作台上,用于承接并固定待焊接的PCB板;所述下料机构设置在工作台一侧,用于承接推出的PCB板。本申请具有以下效果:实现了PCB板焊接的自动化,提升了作业效率,减少了人工成本和工作强度,提升了PCB板焊接的质量,实现焊接工艺的高速和高效化,具有实用性价值。
技术研发人员:黎兴军,何锟
受保护的技术使用者:深圳市信合光电照明有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!