一种用于薄壁陀螺零件防压变形装夹机构及其使用方法与流程
本发明涉及一种零件的加工机构,特别是一种用于薄壁陀螺零件防压变形装夹机构及其使用方法。
背景技术:
1、目前,越来越多的薄壁钛合金材料零件应用到陀螺结构件,壁薄陀螺零件在装夹时受径向夹紧力极易变形,造成零件加工废品率高,薄壁陀螺零件,刚性差,且外形为曲形,装夹、定位困难,加工时,需要分为多道工序及热处理才能完成,加工工序周期长。
2、零件的内、形为曲形体和圆柱体结合的回转体,零件曲形与圆柱体由斜面相接并过渡成光滑体,圆柱体有两个与轴承配合圆孔,零件前端面与脱落解锁机构配合,后端面与陀螺框架配合,零件在加工时,由于定心、定位及夹紧力等因素影响,零件在径向车削力的作用下,使加工的尺寸向外扩张,出现震动,造成零件加工面产生震动刀纹,严重影响零件的表面加工质量。零件加工余量大,每一次切削由于应力释放,使零件严重变形,钛合金材料在高温下易氧化,加工时在刀尖易成生切削瘤,零件加工后由于径向夹紧力使零件出现弹性变形,造成尺寸精度及形位公差超差而报废。
3、零件大批量生产时,每次装夹、定位加工一件后需要重新对刀,加工效率低,严重影响产品的配套任务完成。且常规钛合金材料陀螺结构件零件的加工工艺采用毛坯棒料,为了消除径向夹紧力,采用多道工序及多次反复变换调头夹紧消除加工应力和弹性心轴定位等措施,防止零件变形,同时提高零件的加工效率。但上述加工措施和方法不适用于对大批量薄壁、刚性差的钛合金材料薄壁陀螺结构零件的加工。
技术实现思路
1、本发明的目的在于提供一种用于薄壁陀螺零件防压变形装夹机构及其使用方法,以解决上述背景技术中提出薄壁陀螺零件在加工过程中易的问题。
2、为实现上述目的,本发明提供如下技术方案:一种用于薄壁陀螺零件防压变形装夹机构及其使用方法,
3、一种用于薄壁陀螺零件防压变形装夹机构,解决薄壁陀螺零件在装夹时易变形、装夹、定位困难的问题。其特征是,包括夹头,所述夹头一端有螺纹,所述夹头螺纹一端连接有压紧螺母,所述压紧螺母内有螺纹,所述压紧螺母一端连接有上下半圆包容体,所述上下半圆包容体中间有让位间隙。
4、优选的,所述机构夹头一端与机床主轴连接,所述夹头另一端与压紧螺母相连,所述勾形压紧面作用在上下半圆包容体的被压紧面上,所述定位销固定在上下两个半圆包容体中,所述定位销一端穿入夹紧的零件孔中。
5、优选的,所述机构的第一圆柱体与机床主轴无间隙配合,所述第一圆柱体与机床主轴同轴,所述第一圆柱体与第一定位面在机床定位。
6、优选的,所述上下半圆包容体由一个完整的圆过圆心切割而成,所述上下半圆包容体的尺寸根据实际加工的零件尺寸确定。
7、优选的,所述零件定位槽的规格根据实际加工零件的尺寸确定。
8、优选的,所述定位孔的位置和尺寸根据实际加工零件轴承孔的位置和尺寸确定。
9、优选的,所述零件的定位销与定位孔过盈配合,所述定位销下端伸出的尺寸根据实际加工零件的壁厚确定。
10、优选的,所述实际加工的零件通过机构上下两个半圆包容体中定位销进行定位。
11、本发明还公开了一种用于薄壁陀螺防压变形装夹机构的使用方法,包括以下步骤:
12、优选的,所述根据零件加工的形状及尺寸要求确定机构的形式,所述选择直柄为机床定位圆柱体;
13、优选的,所述将直柄圆柱体连接在机床主轴上,所述直柄圆柱体端面在机床定位,校表找正,所述直柄圆柱体与机床主轴垂直并同轴;
14、优选的,所述将第二螺纹与第一螺纹连接,所述第二螺纹与第一螺纹连接在机构上进行轴向移动;
15、优选的,所述定位销固定在上下半圆包容体定位孔中,所述两个半圆柱体部分在机构本体孔中定位,所述被压紧面与压紧螺母勾形压紧面相接;
16、优选的,所述将固定在上下半圆包容体上的定位销分别通过零件轴承孔穿入机构的两个腰槽中;
17、优选的,所述转动压紧螺母使勾形压紧面带动被压紧面沿轴向移动从而使定位销圆柱面通过零件轴承孔压紧零件。
18、与现有技术相比,本发明提供了一种用于薄壁陀螺零件防压变形装夹机构及其使用方法。具备以下有益效果:
19、该一种用于薄壁陀螺零件防压变形装夹机构及其使用方法,通过夹头与机床主轴无间隙配合,并同轴,加工零件的外圆柱面在夹头零件定位槽中完成零件定心,上下两个半圆包容体的孔包在零件外圆,完成与零件的定位,同时半圆包容体中的定位销,可快速插入零件的轴承孔中,完成轴向压紧前的工作,转动压紧螺母,其端面带动半圆包容体移动完成零件压紧,由于零件在压紧的过程中,始终受轴向压紧力,避免了径向压紧力引起的变形,压紧点有两个定位销,与零件接触点在一条直线,并可以调节压紧力的大小,保证了零件加工过程中的压紧可靠性。由于主轴、夹头、零件定位同轴,因此零件加工定位回转中心与主轴同轴,保证了零件定位精度,螺纹旋向方向与主轴回转方向一致性,避免了零件加工过程中压紧力松动,并且螺纹压紧面通过半圆包容体中的定位销作用在零件上,避免了零件压伤,本机构用于薄壁陀螺结构零件的提高定心、定位精度和装夹效率加工的机构发明,提高了薄壁陀螺结构零件的加工效率,使薄壁陀螺结构零件加工合格率达到99.5%以上,满足了薄壁陀螺结构零件月产900套的生产纲领,并节约了成本。
20、下面结合实施例及附图对本发明的装夹机构作进一步说明,但不作为对本发明的限定。
技术特征:
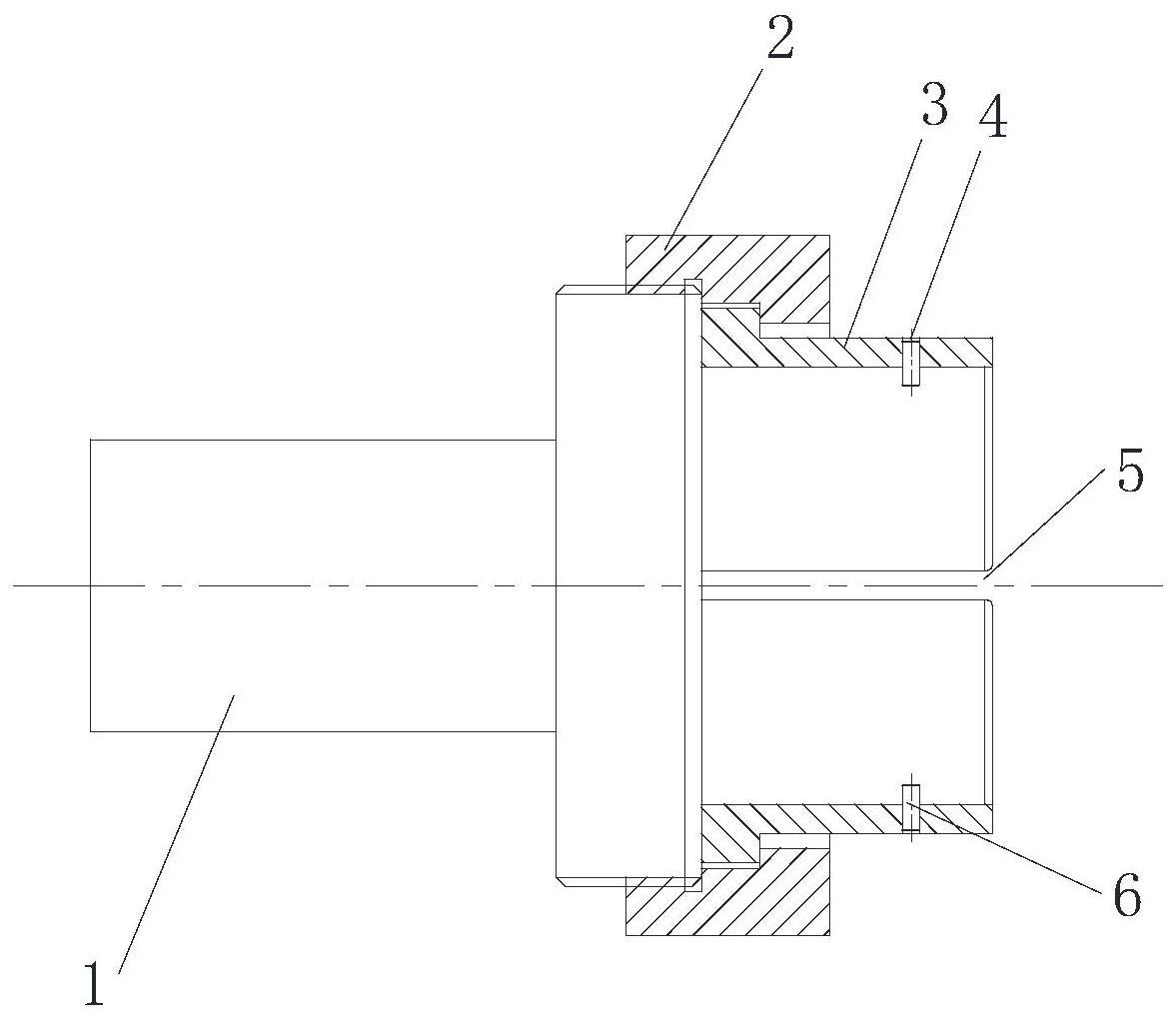
1.一种用于薄壁陀螺零件防压变形装夹机构,解决薄壁陀螺零件在装夹时易变形、装夹、定位困难的问题。其特征是,包括夹头(1),所述夹头(1)一端内部有零件定位槽(12),所述夹头(1)中部有第一螺纹(9),所述第一螺纹(9)一端连接有压紧螺母(2),所述压紧螺母(2)内有第二螺纹(13),所述压紧螺母(2)一端连接有上下半圆包容体(3),所述上下半圆包容体(3)中间有让位间隙(5)。
2.根据权利要求1所述的一种用于薄壁陀螺零件防压变形装夹机构,其特征是:所述夹头(1)一端与机床主轴连接,所述夹头(1)另一端与压紧螺母(2)相连,所述勾形压紧面(14)作用在上下半圆包容体的被压紧面(15)上,所述定位销(6)固定在上下两个半圆包容体(3)中,所述定位销(6)一端穿入夹紧的零件孔中。
3.根据权利要求1所述的一种用于薄壁陀螺零件防压变形装夹机构,其特征是:所述机构的第一圆柱体(7)与机床主轴无间隙配合,所述第一圆柱体(7)与机床主轴同轴,所述第一圆柱体(7)与第一定位面(8)在机床定位。
4.根据权利要求1所述的一种用于薄壁陀螺零件防压变形装夹机构,其特征是:所述上下半圆包容体(3)由一个完整的圆过圆心切割而成,所述上下半圆包容体(3)的尺寸根据实际加工的零件尺寸确定。
5.根据权利要求1所述的一种用于薄壁陀螺零件防压变形装夹机构,其特征是:所述零件定位槽(12)的规格根据实际加工零件的尺寸确定。
6.根据权利要求1所述的一种用于薄壁陀螺零件防压变形装夹机构,其特征是:所述定位孔(4)的位置和尺寸根据实际加工零件轴承孔的位置和尺寸确定。
7.根据权利要求1所述的一种用于薄壁陀螺零件防压变形装夹机构,其特征是:所述机构的定位销(6)与定位孔(4)过盈配合,所述定位销(6)下端伸出的尺寸根据实际加工零件的壁厚确定。
8.根据权利要求1所述的一种用于薄壁陀螺零件防压变形装夹机构,其特征是:所述实际加工零件通过机构上下两个半圆包容体(3)中定位销(6)进行定位。
9.一种根据权利要求1-8任意一项所记载的薄壁陀螺防压变形装夹机构,本发明还公开了一种薄壁陀螺零件防压变形装夹机构的使用方法,包括以下步骤:
技术总结
本发明涉及一种用于薄壁陀螺零件防压变形装夹机构及其使用方法,涉及零件加工领域,尤其是薄壁陀螺零件的加工。所述根据实际加工零件的形状及尺寸确定机构的样式,将机构第一圆柱体连接在机床上,机构中部与压紧螺母通过螺纹连接,压紧螺母与上下半圆包容体连接,使用定位销将零件固定在零件定位槽内中,转动压紧螺纹使压紧面带动被压紧面沿轴向转动,从而使定位销通过零件轴承压紧零件。该一种用于薄壁陀螺零件防压变形装夹机构及其使用方法,通过机构与零件的紧密配合,保证了零件的定位精度,实现了零件的快速定心、定位、装夹,从而提高了薄壁陀螺零件的定位精度和加工效率。
技术研发人员:安玉龙,贾帅秋,武思蕊,蒲兴平,杨宇洲,刘华昆
受保护的技术使用者:云南航天红云机械有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!