防烧伤变形的电阻焊螺母结构的制作方法
本发明属于螺母与钣金件,特别是一种防烧伤变形的电阻焊螺母结构。
背景技术:
1、螺母电阻焊通常应用在汽车钣金件与螺母等结构,用于汽车零配件支架装配锁紧和汽车油底壳密封等。这类产品的焊接螺母需要较高精度的螺牙。但在电阻焊工序中,就有可能因焊接产生的热量导致螺牙变形。这样的产品到了客户手中,就会影响客户的品质。
2、现有的防止螺牙变形的方法,主要是靠焊接后人工翻牙的方式。
3、在背景技术部分中公开的上述信息仅仅用于增强对本发明背景的理解,因此可能包含不构成本领域普通技术人员公知的现有技术的信息。
技术实现思路
1、针对现有技术中存在的问题,本发明提出一种防烧伤变形的电阻焊螺母结构,能防止螺牙因焊接而变形,提升生产效率,节约人力成本,防止人为疏忽。
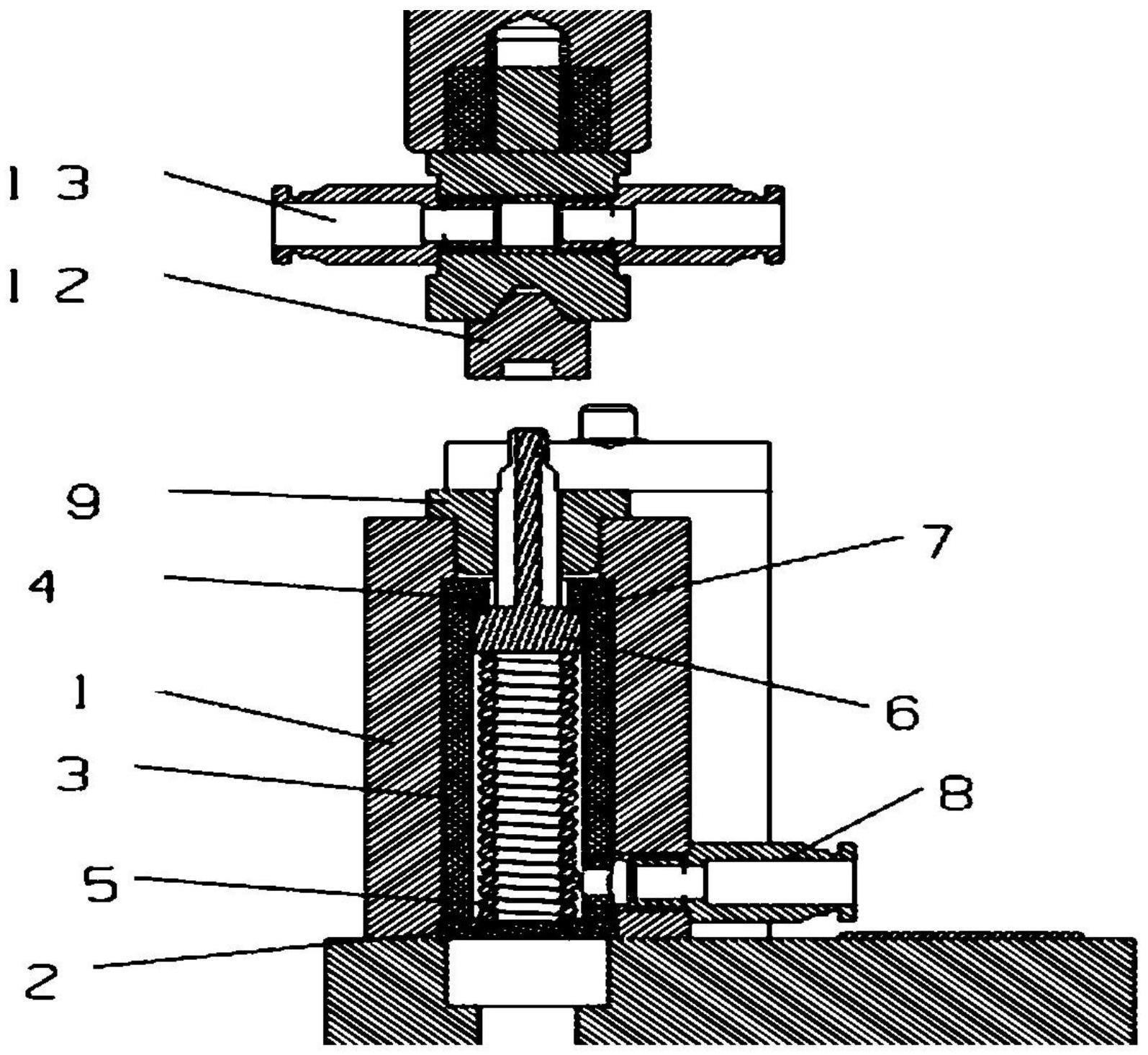
2、本发明的目的是通过以下技术方案予以实现,一种防烧伤变形的电阻焊螺母结构包括:
3、下电极模块包括:
4、定位座,其具有垂直延伸的空腔;
5、绝缘底板,其铺设于所述定位座空腔内;
6、绝缘套,其套设于所述定位座空腔内且支承于所述绝缘底板上;
7、绝缘顶板,其铺设于所述定位座空腔内且支承于所述绝缘套顶部,所述绝缘顶板设有通孔,绝缘底板、绝缘套和绝缘顶板构成绝缘内腔;
8、下电极块,其套设于所述定位座空腔内,下电极块设有通孔,所述下电极块的通孔与绝缘顶板的通孔对齐;
9、弹顶冷却模块包括:
10、弹簧,其设于所述绝缘内腔且其底端与所述绝缘底板接触;
11、绝缘定位锥销,其设于所述绝缘内腔且连接所述弹簧的顶端,绝缘定位锥销允许在绝缘内腔移动;
12、密封圈,其套设与绝缘定位锥销的密封槽,当所述密封圈紧贴绝缘顶板时,所述绝缘内腔形成密封环境;
13、气冷接头,其设于所述定位座且气体连通所述绝缘内腔;
14、上电极模块包括:
15、上电极块,其相对所述下电极块可移动地布置;
16、水冷接头,其连接所述上电极块。
17、所述的防烧伤变形的电阻焊螺母结构中,焊接支架套设所述绝缘定位锥销的第二圆柱段且紧贴下电极块,焊接螺母螺牙套设所述绝缘定位锥销的第一圆柱段且与所述焊接支架接触。
18、所述的防烧伤变形的电阻焊螺母结构中,所述绝缘定位锥销第三段与下电极块通孔配合。
19、所述的防烧伤变形的电阻焊螺母结构中,所述绝缘定位锥销第二圆柱段与焊接支架的通孔配合和绝缘定位锥销第一圆柱段与焊接螺母的螺牙内孔配合。
20、所述的防烧伤变形的电阻焊螺母结构中,所述绝缘定位锥销第二圆柱段顶端设有倒角面,所述焊接螺母紧贴所述倒角面。
21、所述的防烧伤变形的电阻焊螺母结构中,焊接期,上电极块下压把焊接螺母压贴焊接支架,绝缘定位锥销跟随焊接螺母下压,电流通过上电极块、焊接螺母、焊接支架和下电极块产生热量以融化焊接螺母的焊脚,使焊接螺母与焊接支架进行焊接。
22、所述的防烧伤变形的电阻焊螺母结构中,焊接期,绝缘定位锥销下压密封圈脱离绝缘顶板,密封失效,冷却气体通过气冷接头沿绝缘定位锥销的气道流通到焊接螺母的内牙以冷却焊接螺母的螺牙。
23、所述的防烧伤变形的电阻焊螺母结构中,焊接完成后的取料期,上电极块上升,弹簧把绝缘定位锥销向上顶出,密封圈紧贴绝缘顶板。
24、所述的防烧伤变形的电阻焊螺母结构中,所述下电极块的通孔与绝缘定位锥销第三圆柱段为共轴。
25、所述的防烧伤变形的电阻焊螺母结构中,所述定位座包括支承所述空腔的水平底座。
26、和现有技术相比,本发明具有以下优点:本发明所述的防烧伤变形的电阻焊螺母结构适用于不同的螺母与钣金件电阻焊,避免因焊接而导致螺牙损坏的结构,能防止螺牙因焊接而变形,实现了螺母对中,焊接牢固,自动吹气冷却螺母,提升生产效率。
技术特征:
1.一种防烧伤变形的电阻焊螺母结构,其特征在于,其包括:
2.根据权利要求1所述的防烧伤变形的电阻焊螺母结构,其特征在于,优选的,焊接支架通孔套设在所述绝缘定位锥销的第二圆柱段且紧贴下电极块,焊接螺母套设在所述绝缘定位锥销的第一圆柱段且被支承于所述焊接支架。
3.根据权利要求2所述的防烧伤变形的电阻焊螺母结构,其特征在于,所述绝缘定位锥销第三段与下电极块通孔配合。
4.根据权利要求2所述的防烧伤变形的电阻焊螺母结构,其特征在于,所述绝缘定位锥销第二圆柱段与焊接支架的通孔配合,绝缘定位锥销第一圆柱段与焊接螺母的螺牙内孔配合。
5.根据权利要求2所述的防烧伤变形的电阻焊螺母结构,其特征在于,所述绝缘定位锥销第二圆柱段顶端设有倒角面,所述焊接螺母紧贴所述倒角面。
6.根据权利要求2所述的防烧伤变形的电阻焊螺母结构,其特征在于,焊接期,上电极块下压把焊接螺母压贴焊接支架,绝缘定位锥销跟随焊接螺母下压,电流通过上电极块、焊接螺母、焊接支架和下电极块产生热量以融化焊接螺母的焊脚,使焊接螺母与焊接支架进行焊接。
7.根据权利要求1所述的防烧伤变形的电阻焊螺母结构,其特征在于,焊接期,绝缘定位锥销下压密封圈脱离绝缘顶板,密封失效,冷却气体通过气冷接头沿绝缘定位锥销的气道流通到焊接螺母的内牙以冷却焊接螺母的螺牙。
8.根据权利要求1所述的防烧伤变形的电阻焊螺母结构,其特征在于,焊接完成后的取料期,上电极块上升,弹簧把绝缘定位锥销向上顶出,密封圈紧贴绝缘顶板。
9.根据权利要求1所述的防烧伤变形的电阻焊螺母结构,其特征在于,所述绝缘定位锥销第三段和下电极块通孔的中心轴线共轴。
10.根据权利要求1所述的防烧伤变形的电阻焊螺母结构,其特征在于,所述定位座包括支承所述空腔的水平底座。
技术总结
公开了一种防烧伤变形的电阻焊螺母结构,结构中,定位座具有垂直延伸的空腔,绝缘底板、绝缘套和绝缘顶板构成绝缘内腔,下电极块套设于空腔内且支承于定位座上,下电极块设有通孔,与绝缘定位锥销第三圆柱段配合;弹簧设于绝缘内腔且其底端连接绝缘底板,绝缘定位锥销设于绝缘内腔且与弹簧的顶端接触,绝缘定位锥销允许在绝缘内腔之中轴向移动,密封圈套设于第一段,当密封圈紧贴绝缘顶板时绝缘内腔形成密封,气冷接头设于定位座且气体连通绝缘内腔;绝缘定位锥销相对于下电极块可垂直移动,水冷接头连接上电极块。
技术研发人员:黄斌
受保护的技术使用者:广东骏驰科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!