一种连轧带钢的成形方法与流程
本发明涉及带钢连轧,尤其涉及一种连轧带钢的成形方法。
背景技术:
1、带钢冷轧生产过程中,酸扎工序冷硬成品带钢的表面反射率是十分重要的指标,带钢表面反射率直接反映带钢表面清洁度的好坏,带钢表面反射率是行业内各企业追求极致的指标之一。
2、连轧带钢表面反射率受影响的工艺环节较多,造成控制手段复杂且不易是实现,所以行业内一直不能有很好的突破。
技术实现思路
1、本发明的目的在于提供一种连轧带钢的成形方法,以解决现有技术中的连轧带钢表面反射率无法提高的问题。
2、为解决上述技术问题,本发明采用如下技术方案:
3、一种连轧带钢的成形方法,应用于连轧机组对带钢的轧制作业,连轧机组包括对带钢最后进行轧制的末位轧机和在于所述末位轧机前对带钢轧制的前置轧机,未位轧机和前置轧机之间设置喷淋装置,连轧带钢的成形方法包括:
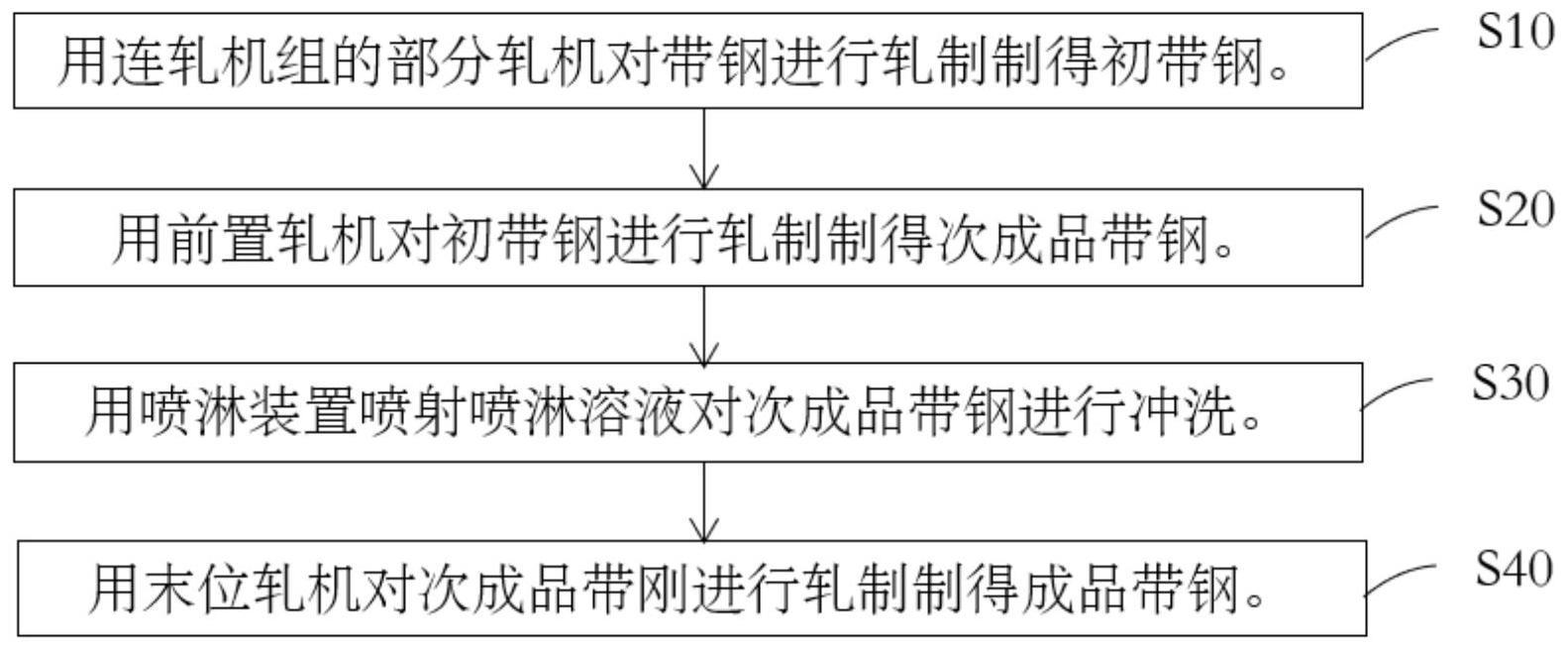
4、用连轧机组的部分轧机对带钢进行轧制制得初带钢;
5、用前置轧机对初带钢进行轧制制得次成品带钢;
6、用喷淋装置喷射喷淋溶液对次成品带钢进行冲洗;
7、用末位轧机对次成品带刚进行轧制制得成品带钢。
8、在本申请可选的实施例中,所述喷淋装置包括置于次成品带钢上方的上喷梁和置于次成品带钢下方的下喷梁,所述上喷梁设置有若干沿所述上喷梁长度方向均布的上喷嘴,所述下喷嘴设置有若干沿所述下喷嘴长度方向均布的下喷嘴,所述上喷梁和下喷梁沿次成品带钢的宽度方向设置。
9、在本申请可选的实施例中,所述喷淋溶液为除盐水。
10、在本申请可选的实施例中,所述喷淋溶液为体积占比为1%~5%的轧制油与水的混合溶液。
11、在本申请可选的实施例中,所述上喷嘴和下喷嘴朝向次成品带钢行进方向的反方向。
12、在本申请可选的实施例中,所述上喷嘴的出水方向和与次成品带钢的夹角的为30°~60°,下喷嘴的出水口与次成品带钢的夹角的为30°~60°。
13、在本申请可选的实施例中,所述喷淋溶液经过上喷嘴和下喷嘴的流速为5m/s~20m/s。
14、在本申请可选的实施例中,所述上喷梁和下喷梁的管道压力为5bar~20bar。
15、在本申请可选的实施例中,所述喷淋溶液的温度为50°~70°。
16、在本申请可选的实施例中,所述上喷梁设置的上喷嘴的数量为15~25个,所述下喷梁设置的下喷嘴的数量为15~25个。
17、本发明公开的一种连轧带钢的成形方法的有益效果是:连轧机组对带钢进行轧制制得成品带钢时,先通过连轧机组的部分轧机对带钢进行轧制制得初带钢,初带钢再用前置轧机进行轧制制得次成品带钢。次成品带钢用喷淋装置对进行冲洗,冲洗后的次成品带钢进行轧制制得成品带钢。前置轧机对初带钢进行轧制制得次成品带钢后,次成品带钢的表面粘附有连轧机组的部分轧机及前置轧机在轧制过程中粘附的轧制油、铁屑等杂质,由于末位轧机对次成品带钢进行轧制制得成品带钢过程中,末位轧机主要负责整形,经过实验末位轧机对成品带钢的影响最大,所以在末位轧机进行轧制前对带钢进行清洗,使进入末位轧机的带钢清洁度高,有效提高了经未位轧机轧制制得的成品带钢的反射率。
技术特征:
1.一种连轧带钢的成形方法,应用于连轧机组对带钢的轧制作业,连轧机组包括对带钢最后进行轧制的末位轧机和在于所述末位轧机前对带钢轧制的前置轧机,其特征在于,未位轧机和前置轧机之间设置喷淋装置,连轧带钢的成形方法包括:
2.根据权利要求1所述的一种连轧带钢的成形方法,其特征在于,所述喷淋装置包括置于次成品带钢上方的上喷梁和置于次成品带钢下方的下喷梁,所述上喷梁设置有若干沿所述上喷梁长度方向均布的上喷嘴,所述下喷嘴设置有若干沿所述下喷嘴长度方向均布的下喷嘴,所述上喷梁和下喷梁沿次成品带钢的宽度方向设置。
3.根据权利要求1所述的一种连轧带钢的成形方法,其特征在于,所述喷淋溶液为除盐水。
4.根据权利要求1所述的一种连轧带钢的成形方法,其特征在于,所述喷淋溶液为体积占比为1%~5%的轧制油与水的混合溶液。
5.根据权利要求2所述的一种连轧带钢的成形方法,其特征在于,所述上喷嘴和下喷嘴朝向次成品带钢行进方向的反方向。
6.根据权利要求5所述的一种连轧带钢的成形方法,其特征在于,所述上喷嘴的出水方向和与次成品带钢的夹角的为30°~60°,下喷嘴的出水口与次成品带钢的夹角的为30°~60°。
7.根据权利要求1-6任一项所述的一种连轧带钢的成形方法,其特征在于,所述喷淋溶液经过上喷嘴和下喷嘴的流速为5m/s~20m/s。
8.根据权利要求7所述的一种连轧带钢的成形方法,其特征在于,所述上喷梁和下喷梁的管道压力为5bar~20bar。
9.根据权利要求1-6任一项所述的一种连轧带钢的成形方法,其特征在于,所述喷淋溶液的温度为50°~70°。
10.根据权利要求1-6任一项所述的一种连轧带钢的成形方法,其特征在于,所述上喷梁设置的上喷嘴的数量为15~25个,所述下喷梁设置的下喷嘴的数量为15~25个。
技术总结
本发明公开了一种连轧带钢的成形方法,应用于连轧机组对带钢的轧制作业,涉及带钢连轧技术领域,连轧机组包括对带钢最后进行轧制的末位轧机和在于所述末位轧机前对带钢轧制的前置轧机,未位轧机和前置轧机之间设置喷淋装置,连轧带钢的成形方法包括:用连轧机组的部分轧机对带钢进行轧制制得初带钢;用前置轧机对初带钢进行轧制制得次成品带钢;用喷淋装置喷射喷淋溶液对次成品带钢进行冲洗;用末位轧机对次成品带刚进行轧制制得成品带钢。本发明提供的一种连轧带钢的成形方法,能够提高成品带钢的反射率。
技术研发人员:相远茂,宋浩源,田乐,孙建华,詹海兵,赵宁,张磊,孙永军,陈湘宁,陈彦旭
受保护的技术使用者:北京首钢冷轧薄板有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!