一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法与流程
本发明属于复杂曲面加工,特别涉及一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法。
背景技术:
1、空间站密封舱整体壁板,底部壁厚较大,加强筋为规则的网格结构,且加强筋致密,其制造采用在平板状态下铣加工网格,后滚弯成形的工艺方法。随着航天技术的迅猛发展,对航天器结构轻量化提出了更高的要求,新一代的飞行器结构进行一体化设计、等强度设计,大量采用轻量化薄壁复杂曲面整体壁板结构。
2、轻量化薄壁复杂曲面整体壁板,外壁为大尺寸稀疏连续加强筋网格结构,内壁为光滑表面,零件整体尺寸大、底部壁厚小、精度要求高,零件为复杂曲面外形。针对轻量化整体壁板上述特点,若采用传统空间站整体壁板的制造工艺方法,则稀疏的加强筋在滚弯成形过程中容易失稳。轻量化薄壁复杂曲面整体壁板的加工存在以下问题:
3、(1)复杂曲面结构,不易装夹定位;
4、(2)超薄壁结构刚性弱,易产生切削颤振;
5、(3)壁厚加工精度要求高,壁厚一致性不易保证。
技术实现思路
1、本发明解决的技术问题是:克服现有技术的不足,提供了一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,解决了薄壁复杂曲面整体壁板加工时不易装夹定位、易产生切削颤振、壁厚一致性不易保证的问题。
2、本发明的技术解决方案是:
3、一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,包括以下步骤:
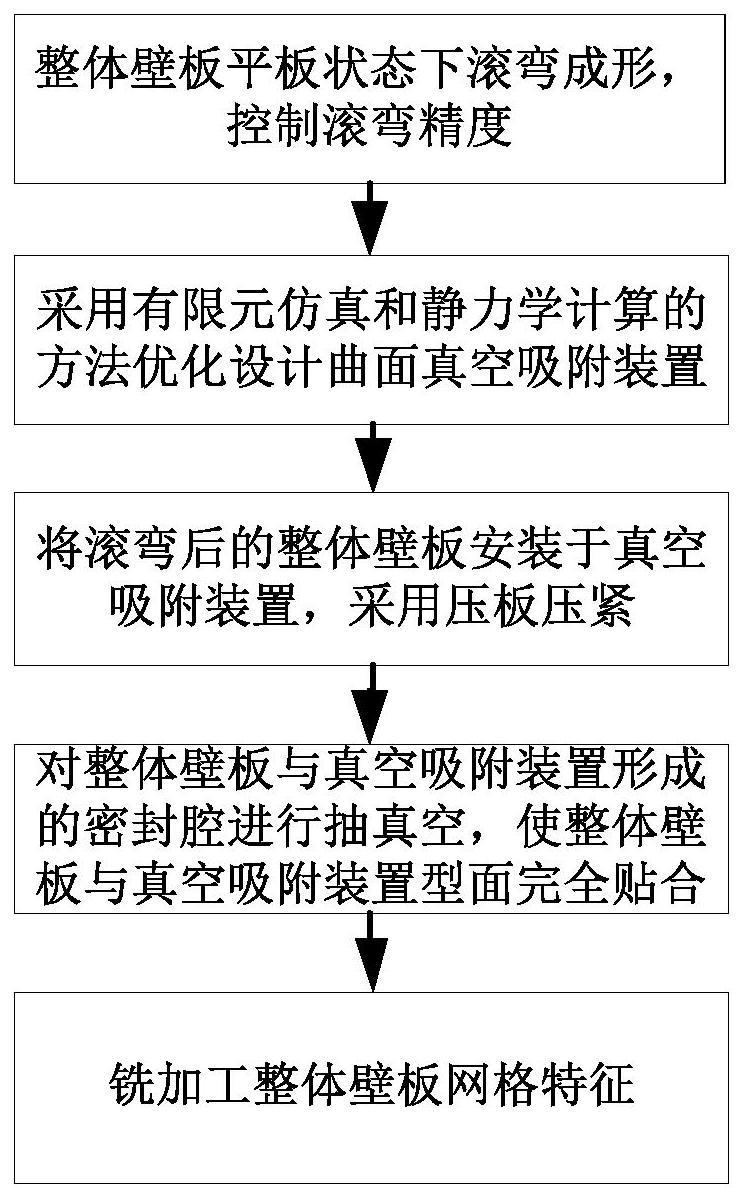
4、(1)对壁板坯件进行滚弯成形,将整体壁板坯件从平板加工为弧形,保证成形精度满足要求;
5、(2)根据壁板坯件滚弯成形后的理论尺寸设计并制备真空吸附装置,所述真空吸附装置的吸附面具有与滚弯成形后的壁板坯件的非加工面的理论尺寸相吻合的型面,所述型面的四周设置有用于形成密封环境的密封圈,所述型面上加工有用于抽真空的气道;
6、(3)将滚弯成形后的壁板坯件安装至真空吸附装置的密封圈内,使得滚弯成形后的壁板坯件与真空吸附装置的吸附面之间形成密封腔;
7、(4)通过真空吸附装置上的气道对密封腔进行抽真空,使得滚弯成形后的壁板坯件与真空吸附装置吸附面的型面完全贴合;
8、(5)对滚弯成形后的壁板坯件加工面进行铣加工。
9、优选的,所述真空吸附装置的气道面积通过以下方式确定:根据壁板坯件滚弯成形的精度要求确定滚弯成形后的壁板的实际尺寸与理论尺寸的最大偏差;计算在此种情况下滚弯成形后的壁板与真空吸附装置吸附面的型面完全贴合时壁板坯件的产生的抗变形力,根据抗变形力计算真空吸附装置的真空吸附力,再根据真空吸附力和真空负压强度计算得到真空吸附装置的气道面积。
10、优选的,所述滚弯成形后的壁板与真空吸附装置吸附面的型面完全贴合时壁板坯件的产生的抗变形力通过以下方式计算:建立与理论尺寸具有最大偏差的滚弯成形后的壁板坯件与真空吸附装置的有限元模型,对所述滚弯成形后的壁板坯件施加位移使其与真空吸附装置吸附面的型面完全贴合,通过有限元计算获取贴合时滚弯成形后的壁板坯件表面的接触法向应力,再根据接触法向应力和滚弯成形后的壁板坯件的尺寸计算壁板坯件产生的抗变形力。
11、优选的,所述真空吸附装置的气道布局满足:在滚弯成形后的壁板与真空吸附装置吸附面的型面完全贴合时,滚弯成型后的壁板与气道部分相对应位置的变形量小于阈值。
12、优选的,所述阈值为0.15mm。
13、优选的,所述真空吸附装置的气道呈网格状均布在吸附面的型面上。
14、优选的,所述步骤(1)中,壁板坯件滚弯成形的精度要求具体为:滚弯成形后的壁板坯件的实际半径与理论半径的偏差值小于等于1mm。
15、优选的,所述滚弯成形后的壁板通过沿密封圈均布的压板进行固定。
16、优选的,所述壁板滚弯成形后的理论半径为1400mm。
17、本发明与现有技术相比的优点在于:
18、(1)本发明采用“先滚弯,后成形”的工艺方法,解决了大尺寸稀疏网格筋在滚弯成形过程中的失稳问题,保证了轻量化整体壁板加强筋的精度;
19、(2)本发明采用曲面真空吸附装置,为整体壁板网格筋加工提供了良好的刚性支撑,保证了壁厚加工精度。
技术特征:
1.一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,其特征在于,所述真空吸附装置的气道面积通过以下方式确定:根据壁板坯件滚弯成形的精度要求确定滚弯成形后的壁板的实际尺寸与理论尺寸的最大偏差;计算在此种情况下滚弯成形后的壁板与真空吸附装置吸附面的型面完全贴合时壁板坯件的产生的抗变形力,根据抗变形力计算真空吸附装置的真空吸附力,再根据真空吸附力和真空负压强度计算得到真空吸附装置的气道面积。
3.根据权利要求2所述的一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,其特征在于,所述滚弯成形后的壁板与真空吸附装置吸附面的型面完全贴合时壁板坯件的产生的抗变形力通过以下方式计算:建立与理论尺寸具有最大偏差的滚弯成形后的壁板坯件与真空吸附装置的有限元模型,对所述滚弯成形后的壁板坯件施加位移使其与真空吸附装置吸附面的型面完全贴合,通过有限元计算获取贴合时滚弯成形后的壁板坯件表面的接触法向应力,再根据接触法向应力和滚弯成形后的壁板坯件的尺寸计算壁板坯件产生的抗变形力。
4.根据权利要求3所述的一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,其特征在于,所述真空吸附装置的气道布局满足:在滚弯成形后的壁板与真空吸附装置吸附面的型面完全贴合时,滚弯成型后的壁板与气道部分相对应位置的变形量小于阈值。
5.根据权利要求4所述的一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,其特征在于,所述阈值为0.15mm。
6.根据权利要求4所述的一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,其特征在于,所述真空吸附装置的气道呈网格状均布在吸附面的型面上。
7.根据权利要求1所述的一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,其特征在于,所述步骤(1)中,壁板坯件滚弯成形的精度要求具体为:滚弯成形后的壁板坯件的实际半径与理论半径的偏差值小于等于1mm。
8.根据权利要求1~6所述的一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,其特征在于,所述滚弯成形后的壁板通过沿密封圈均布的压板进行固定。
9.根据权利要求1~6所述的一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,其特征在于,所述壁板滚弯成形后的理论半径为1400mm。
技术总结
本发明提供了一种基于真空吸附装夹的薄壁复杂曲面整体壁板加工方法,包括以下步骤:对壁板坯件进行滚弯成形;根据滚弯成形后的理论尺寸设计并制备真空吸附装置,真空吸附装置的吸附面具有与滚弯成形后的壁板坯件的非加工面相吻合的型面,型面上加工有用于抽真空的气道,四周设置有用于形成密封环境的密封圈;将滚弯成形后的壁板坯件安装于真空吸附装置,形成密封腔;通过真空吸附装置上的气道对密封腔进行抽真空,使得滚弯成形后的壁板坯件与真空吸附装置吸附面的型面完全贴合;对滚弯成形后的壁板坯件加工面进行铣加工。本发明采用先整体滚弯成形,再进行型面加工的方法,并采用真空吸附装置进行装夹加工,有效提高了加工精度与稳定性。
技术研发人员:刘淑芬,张斌,仉恒毅,王天明,易卓勋,李彩玲,崔晓航
受保护的技术使用者:北京卫星制造厂有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!