一种冷轧厂酸轧机组双层剪剪刃更换装置的制作方法
本发明涉及冷轧生产领域,特别是涉及一种冷轧厂酸轧机组双层剪剪刃更换装置。
背景技术:
1、冷轧厂的条酸轧机组,均采用上下双通道送料持续运转,热轧卷带头通过上下通道双层剪时进行切带头处理后方可进入下一道工序。因酸轧机组为各冷轧分厂主要的供料源,运行速度非常快,故双层剪设备的使用频率非常高,剪刃磨损情况较为严重,平均每15天需对剪刃进行更换,在切换厚度不同板料时,更换频率更高。
2、每次剪刃更换时,生产人员对剪刃锁紧缸进行卸压,由三名检修人员使用剪刃连接螺栓完全由人力拉扯抽出1/2长度后,再使用上方手拉葫芦吊住后继续进行拉扯直至全部抽出,最后缓慢倒运至地面进行剪刃组装更换作业。将双层剪剪刃回装时,同样需使用手拉葫芦拉起,对准剪座槽后由三人同时往里推入,步骤相当繁琐耗时耗力,剪刃重量较重且各面均为快口极易产生安全事故,隐患较大。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明要解决的技术问题在于提供一种冷轧厂酸轧机组双层剪剪刃更换装置。
2、本发明提供的一种冷轧厂酸轧机组双层剪剪刃更换装置包括机架、剪刃承载平台、位于该剪刃承载平台的丝杠机构和剪刃固定部;所述丝杠机构包括沿着预定方向布置在剪刃承载平台上的丝杠以及与该丝杠适配的螺母座,所述剪刃固定部设置在所述螺母座上。
3、优选地,所述丝杠机构还设置有驱动电机,用于驱动丝杠转动。
4、优选地,所述剪刃固定部设置有与剪刃端部螺孔适配的螺纹杆。
5、优选地,所述剪刃承载平台上设置有沿着预定方向布置的导向槽。
6、优选地,所述剪刃承载平台与机架之间还设置有升降机构;该升降机构包括升降电机、与该升降电机输出轴传动连接的伞齿轮以及与该伞齿轮传动连接的蜗轮蜗杆;所述剪刃承载平台的两侧至少各布置有一所述伞齿轮,所述剪刃承载平台四个端角至少设置有一所述蜗轮蜗杆。
7、优选地,所述机架下端设置有若干万向轮。
8、如上所述,本发明涉及的一种冷轧厂酸轧机组双层剪剪刃更换装置,通过丝杠机构螺母座上的剪刃固定部对剪刃进行更换,更换过程剪刃的移动过程稳定高效,进而降低了双层剪剪刃的更换难度,缩短了该项工作的工作流程,降低劳动强度,节约了完成该项工作的人力物力,同时,减小了该项工作的安全隐患。
技术特征:
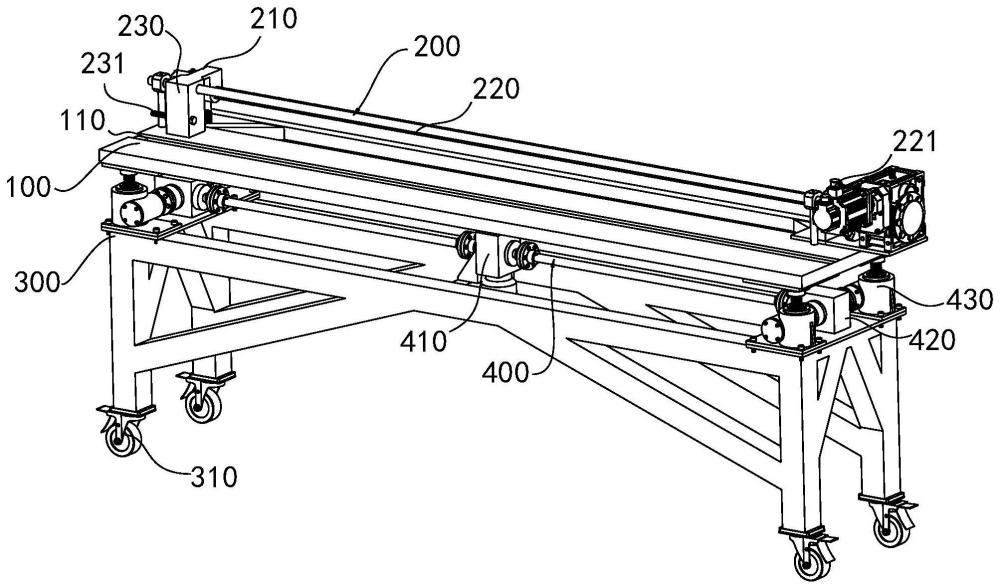
1.一种冷轧厂酸轧机组双层剪剪刃更换装置,其特征在于,包括机架(300)、剪刃承载平台(100)、位于该剪刃承载平台(100)的丝杠机构(200)和剪刃固定部(230);所述丝杠机构(200)包括沿着预定方向布置在剪刃承载平台(100)上的丝杠(220)以及与该丝杠(220)适配的螺母座(210),所述剪刃固定部(230)设置在所述螺母座(210)上。
2.根据权利要求1所述的一种冷轧厂酸轧机组双层剪剪刃更换装置,其特征在于,所述丝杠机构(200)还设置有驱动电机(221),用于驱动丝杠(220)转动。
3.根据权利要求1所述的一种冷轧厂酸轧机组双层剪剪刃更换装置,其特征在于,所述剪刃固定部(230)设置有与剪刃端部螺孔(510)适配的螺纹杆(231)。
4.根据权利要求1所述的一种冷轧厂酸轧机组双层剪剪刃更换装置,其特征在于,所述剪刃承载平台(100)上设置有沿着预定方向布置的导向槽(110)。
5.根据权利要求1所述的一种冷轧厂酸轧机组双层剪剪刃更换装置,其特征在于,所述剪刃承载平台(100)与机架(300)之间还设置有升降机构(400);该升降机构(400)包括升降电机(410)、与该升降电机(410)输出轴传动连接的伞齿轮(420)以及与该伞齿轮(420)传动连接的蜗轮蜗杆(430);所述剪刃承载平台(100)的两侧至少各布置有一所述伞齿轮(420),所述剪刃承载平台(100)四个端角至少设置有一所述蜗轮蜗杆(430)。
6.根据权利要求1所述的一种冷轧厂酸轧机组双层剪剪刃更换装置,其特征在于,所述机架(300)下端设置有若干万向轮(310)。
技术总结
本发明提供一种冷轧厂酸轧机组双层剪剪刃更换装置,包括机架、剪刃承载平台、位于该剪刃承载平台的丝杠机构和剪刃固定部;丝杠机构包括沿着预定方向布置在剪刃承载平台上的丝杠以及与该丝杠适配的螺母座,剪刃固定部设置在螺母座上;本发明涉及的一种冷轧厂酸轧机组双层剪剪刃更换装置,通过丝杠机构螺母座上的剪刃固定部对剪刃进行更换,更换过程剪刃的移动过程稳定高效,进而降低了双层剪剪刃的更换难度,减小了该项工作的工作流程,降低劳动强度,节约了完成该项工作的人力物力。
技术研发人员:彭湃,刘明,王亮,宋崧,单勇,王希坤
受保护的技术使用者:中冶宝钢技术服务有限公司
技术研发日:
技术公布日:2024/6/18
- 还没有人留言评论。精彩留言会获得点赞!