一种飞秒激光同心圆切割技术的打孔方法
本发明涉及cfrp板切割,尤其涉及一种飞秒激光同心圆切割技术的打孔方法。
背景技术:
1、cfrp全称为碳纤维增强聚合物基复合材料。碳纤维比玻璃纤维具有更高的性能,碳纤维增强聚合物基复合材料抗拉强度高于玻璃纤维,其弹性模量是玻璃纤维的倍,并且在2ooo摄氏度的髙温下其强度和弹性模性基本保持不变。在对cfrp板加工时,常采用皮秒激光利用双旋转切割技术在其表面进行加工打孔。
2、皮秒激光利用双旋转切割技术在cfrp上加工孔时,虽然皮秒激光加工后cfrp样品的拉伸强度和乏力性能等机械性能与机械钻孔方法相比有所改善,但因为激光与不同角度(-45°,0°,45°。90°)的纤维铺层方向作用,会有切割孔面时存在纤维拔出和脱落等缺陷的问题。
技术实现思路
1、本发明公开一种飞秒激光同心圆切割技术的打孔方法,旨在解决皮秒激光利用双旋转切割技术在cfrp上加工孔时,因为激光与不同角度的纤维铺层方向作用,会有切割孔面时存在纤维拔出和脱落等缺陷的问题的技术问题。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种飞秒激光同心圆切割技术的打孔方法,包括以下具体步骤:
4、s1:固定cfrp板:在加工平台上固定cfrp板,保证每块cfrp板的加工位置保持一致;
5、s2:参数设置:对激光打孔设备的所有运行参数进行设置;
6、s3:激光打孔:利用激光打孔设备在固定好的cfrp板上的固定位置进行激光打孔;
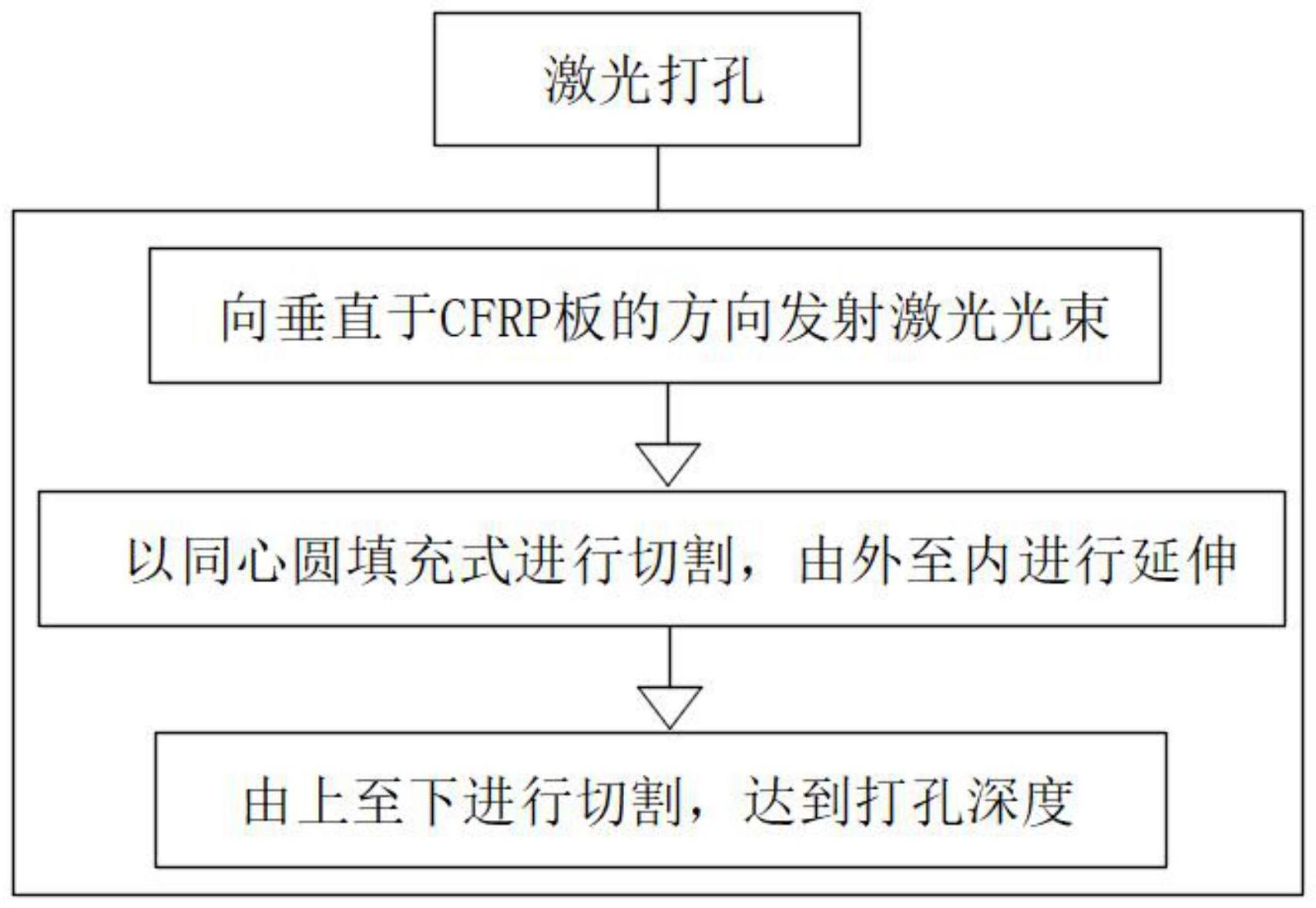
7、所述s3,激光打孔包括以下具体步骤:
8、s31:通过激光打孔设备向cfrp板发射激光光束,并保证激光光束垂直于cfrp板的表面;
9、s32:激光光束以同心圆填充式进行切割,通过改变激光光束的照射焦点由外至内进行延伸;
10、s33:在s32后,再由上至下进行切割,达到打孔深度即停止切割。
11、通过采用自上而下变焦点同心圆填充式切割技术可有效降低激光切割cfrp边缘热影响区,这是归功于这种切割方式可以降低相邻轨迹间热积累效应,降低切割边缘热损伤,最终降低热影响区宽度,同时在切割过程中,即使初次的激光扫描出现拔出的这种现象但因为填充式会使得后续的激光扫描切除拔出纤维的多余部分,从而有效避免碳纤维拔出的现象发生,通过采用同心圆切割技术来打孔能够大程度地减少了纤维拔出和脱落等缺陷问题,并提高了孔面的加工质量。
12、在一个优选的方案中,所述s32中,其中具体操作方式为,激光光束的扫描路径设置为多个同心圆,并以最外圈同心圆为起点,在对外侧同心圆路径进行扫描后,逐渐向内侧同心圆路径推进,直至孔的形成,所述s33中,是在单层同心圆填充式切割结束后,由上至下向底层推进,直至到达设定打孔深度停止;
13、所述s2,参数设置包括以下具体步骤:
14、s21:设置扫描间距参数:在激光打孔设备上根据实际激光打孔工艺设置扫描间距参数;
15、s22:设置扫描方向:在激光打孔设备上根据激光打孔工艺设置扫描方向;
16、s23:设置切割方向与深度参数:在激光打孔设备上根据激光打孔工艺设置切割方向与切割深度参数;
17、所述s21,设置扫描间距参数中的扫描间距参数是指多个同心圆路径之间的间距数值,且该间距数值在扫描过程中保持不变,所述s22,设置扫描方向中的扫描方向是指将设定激光的扫描方向设定为从外侧同心圆向内侧同心圆推进,所述s23,设置切割方向与深度参数是指将切割方向设置为由上至下进行切割,且深度参数是指单次切割深度参数和最终切割深度参数,所述s3,激光打孔是基于飞秒激光切割技术对cfrp板进行打孔切割。
18、通过基于飞秒激光切割技术对cfrp板进行打孔切割,可提高对加工精度的控制力,国内外对激光加工cfrp加工机理及工艺参数的相关研究主要采用纳秒脉冲等短脉冲激光作为激光能量源,飞秒与皮秒相较于其他脉冲激光,属于超短脉冲激光,且飞秒激光单脉冲能量高于皮秒,极大节约加工时间,飞秒激光更容易实现通过工艺手段抑制缺陷产生,解决热影响区、切缝锥度等问题,提高对加工精度的控制力。
19、由上可知,一种飞秒激光同心圆切割技术的打孔方法,包括以下具体步骤:
20、s1:固定cfrp板:在加工平台上固定cfrp板,保证每块cfrp板的加工位置保持一致;
21、s2:参数设置:对激光打孔设备的所有运行参数进行设置;
22、s3:激光打孔:利用激光打孔设备在固定好的cfrp板上的固定位置进行激光打孔;
23、所述s3,激光打孔包括以下具体步骤:
24、s31:通过激光打孔设备向cfrp板发射激光光束,并保证激光光束垂直于cfrp板的表面;
25、s32:激光光束以同心圆填充式进行切割,通过改变激光光束的照射焦点由外至内进行延伸;
26、s33:在s32后,再由上至下进行切割,达到打孔深度即停止切割。本发明提供的飞秒激光同心圆切割技术的打孔方法具有能够大程度地减少了纤维拔出和脱落等缺陷问题,并提高了孔面的加工质量的的技术效果。
技术特征:
1.一种飞秒激光同心圆切割技术的打孔方法,其特征在于,包括以下具体步骤:
2.根据权利要求1所述的一种飞秒激光同心圆切割技术的打孔方法,其特征在于,所述s32中,其中具体操作方式为,激光光束的扫描路径设置为多个同心圆,并以最外圈同心圆为起点,在对外侧同心圆路径进行扫描后,逐渐向内侧同心圆路径推进,直至孔的形成。
3.根据权利要求1所述的一种飞秒激光同心圆切割技术的打孔方法,其特征在于,所述s33中,是在单层同心圆填充式切割结束后,由上至下向底层推进,直至到达设定打孔深度停止。
4.根据权利要求1所述的一种飞秒激光同心圆切割技术的打孔方法,其特征在于,所述s2,参数设置包括以下具体步骤:
5.根据权利要求4所述的一种飞秒激光同心圆切割技术的打孔方法,其特征在于,所述s21,设置扫描间距参数中的扫描间距参数是指多个同心圆路径之间的间距数值,且该间距数值在扫描过程中保持不变。
6.根据权利要求4所述的一种飞秒激光同心圆切割技术的打孔方法,其特征在于,所述s22,设置扫描方向中的扫描方向是指将设定激光的扫描方向设定为从外侧同心圆向内侧同心圆推进。
7.根据权利要求4所述的一种飞秒激光同心圆切割技术的打孔方法,其特征在于,所述s23,设置切割方向与深度参数是指将切割方向设置为由上至下进行切割,且深度参数是指单次切割深度参数和最终切割深度参数。
8.根据权利要求1所述的一种飞秒激光同心圆切割技术的打孔方法,其特征在于,所述s3,激光打孔是基于飞秒激光切割技术对cfrp板进行打孔切割。
技术总结
本发明公开了一种飞秒激光同心圆切割技术的打孔方法,包括以下具体步骤:S1:固定CFRP板:在加工平台上固定CFRP板,保证每块CFRP板的加工位置保持一致;S2:参数设置:对激光打孔设备的所有运行参数进行设置;S3:激光打孔:利用激光打孔设备在固定好的CFRP板上的固定位置进行激光打孔;所述S3,激光打孔包括以下具体步骤:S31:通过激光打孔设备向CFRP板发射激光光束,并保证激光光束垂直于CFRP板的表面;S32:激光光束以同心圆填充式进行切割,本发明公开的飞秒激光同心圆切割技术的打孔方法具有能够大程度地减少了纤维拔出和脱落等缺陷问题,并提高了孔面的加工质量的效果。
技术研发人员:赵春洋,邹蕴韵,马振华,孙嘉延,杨志辉,邱秀鸿
受保护的技术使用者:深圳大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!