一种LNGRapid-TIG立焊焊接工艺的制作方法
本发明涉及储罐焊接,特别是涉及一种lng rapid-tig立焊焊接工艺。
背景技术:
1、lng储罐大部分的母材为低温钢,有些根据现场服役情况需要适用超低温钢作为母材,常见材质为9ni等,主要用于制造低温罐、承压设备的母材,是lng储罐最常用的材料,具有抗压性好、低温韧性等综合性能,尤其在储藏液化石油气容器领域有着广泛的应用。lng rapid-tig立焊工艺是一种高效的焊接技术,通过观察视频显示屏对焊枪位置、焊接参数、摆动宽度等进行实时调整和控制,可使用在lng低温储罐的焊接作业中。使用rapid-tig立焊焊接工艺方法,在低温钢焊接中,打底层焊缝最难焊,因其易产生焊接冷裂纹及背面保护不佳,影响成形及性能。常规施焊时,通常需采用钨极氩弧焊打底,焊条电弧焊填充盖面,焊接效率很低,且易出现裂纹,气孔等焊接缺陷。
技术实现思路
1、本发明针对上述技术问题,克服现有技术的缺点,提供一种lng rapid-tig立焊焊接工艺,包括以下步骤:
2、(1)采用机械加工方法将准备焊接的试板件开v或双v型对称坡口,按照相应标准规定对管件坡口附近除去锈、油污物;
3、(2)选用与母材匹配的焊材,包括干燥、无油、无锈的专用焊丝,并在焊接前对所用焊丝进行相应的焊前检查;
4、(3)如果有相关工艺需求要进行焊前预热,待焊件达到预热温度后方可焊接,并严格控制层间温度,采用焊接工装协助,将组对好的试板固定其上,主副焊枪顺着爬行小车机构进行3g焊接,背面加装气体保护套;rapid-tig立焊工艺的焊接电流190-220a,电弧电压10-12v,焊接速度90-120mm/min,送丝速度1500-2000mm/min;
5、(4)焊接过程中,通过观察视频显示屏对焊枪位置、焊接参数、摆动宽度进行实时调整和控制;
6、(5)焊后经过焊缝外观检测、x射线检测、超声波检测、超声波检测、拉伸强度及冲击韧性试验,做质量检测。
7、本发明进一步限定的技术方案是:
8、前所述的一种lng rapid-tig立焊焊接工艺,主焊枪所接电源采用交流或脉冲、直流形式。
9、前所述的一种lng rapid-tig立焊焊接工艺,电弧形态根据对软参数的调整进行变化,最佳形态为针状。
10、前所述的一种lng rapid-tig立焊焊接工艺,通过摆动器使得左右坡口内母材熔化,且与填充金属完美结合在一起。
11、前所述的一种lng rapid-tig立焊焊接工艺,在点焊点处起弧焊接,过渡形式为短路过渡。
12、前所述的一种lng rapid-tig立焊焊接工艺,导丝嘴距离钨极10-16mm,12mm为最佳。
13、前所述的一种lng rapid-tig立焊焊接工艺,在焊打底层时,副枪不送丝。
14、前所述的一种lng rapid-tig立焊焊接工艺,适用于壁厚≧5mm的低温钢板焊接。
15、前所述的一种lng rapid-tig立焊焊接工艺,打底焊缝的厚度在2-3mm。
16、本发明的有益效果是:
17、(1)本发明采用rapid-tig立焊对低温钢立缝打底层进行焊接,通过对焊接位置、焊接参数、摆动宽度等调整和控制,保证焊透且焊缝成形美观;焊前预热温度、层间温度及热输入根据项目及工艺需求进行严格控制,有效避免焊接冷裂纹产生;
18、(2)本发明可以实现消除打底和清根工序,简化工序,提高焊接效率,保证焊接质量,解决之前采用手工钨极氩弧焊打底,焊条电弧焊填充盖面时焊接工作量大,质量控制要求高,焊接效率低,成本高等难题;
19、(3)本发明通过电弧热使得填充金属熔化充分,有效减少焊接缺陷的产生,且焊接速度较比正常的立向上钨极氩弧焊快70%-80%,效率高;
20、(4)本发明中送丝速度较比正常立向上氩弧焊要快,熔敷效率大,且由于其电弧形态可调,焊接过程中对间隙的适应性大,大大减少击穿现象的出现,使得填充金属熔化充分,焊接速度快,其热输入较低,效率高;
21、(5)本发明通过熔池监控系统、主副枪可同时焊接的模式、弧长跟踪功能及爬行小车的共同工作,使得整个焊接过程在操作者的实时监控之下,操作者可根据实际情况在操作控制面板上对焊接位置、焊接参数、摆动宽度等进行实时修改,实现低温钢立缝焊接;
22、(6)本发明因lng储罐大部分服役于低温及超低温环境下,且根据母材特性(大部分为9ni材质),焊接时除了正面需用惰性气体作为保护外,背面也需要进行相对应的气体保护,此种工艺要求焊缝表面光亮,两侧熔合良好,热输入控制在20kj/cm,且要求效率是正常氩弧焊的2倍,且因此焊接工艺方法除了焊接速度较比立焊工艺快之外,电流也比正常立焊工艺要大一些,且在焊接过程中注意焊缝层间温度的控制,可有效避免焊接裂纹产生,同时坡口两侧的熔合也要注意,否则会出现咬边的缺陷。
技术特征:
1.一种lng rapid-tig立焊焊接工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种lng rapid-tig立焊焊接工艺,其特征在于:主焊枪所接电源采用交流或脉冲、直流形式。
3.根据权利要求1所述的一种lng rapid-tig立焊焊接工艺,其特征在于:电弧形态根据对软参数的调整进行变化,最佳形态为针状。
4.根据权利要求1所述的一种lng rapid-tig立焊焊接工艺,其特征在于:通过摆动器使得左右坡口内母材熔化,且与填充金属完美结合在一起。
5.根据权利要求1所述的一种lng rapid-tig立焊焊接工艺,其特征在于:在点焊点处起弧焊接,过渡形式为短路过渡。
6.根据权利要求1所述的一种lng rapid-tig立焊焊接工艺,其特征在于:导丝嘴距离钨极10-16mm,12mm为最佳。
7.根据权利要求1所述的一种lng rapid-tig立焊焊接工艺,其特征在于:在焊打底层时,副枪不送丝。
8.根据权利要求1所述的一种lng rapid-tig立焊焊接工艺,其特征在于:适用于壁厚≧5mm的低温钢板焊接。
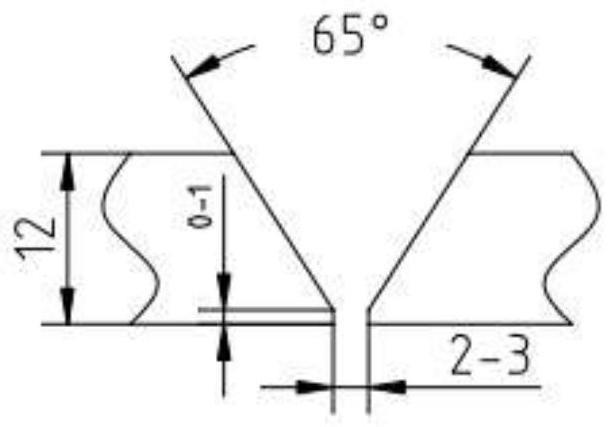
9.根据权利要求1所述的一种lng rapid-tig立焊焊接工艺,其特征在于:坡口角度α取值为60±5°,组对间隙2-3mm,钝边b为0-1mm,错边量c为0-1mm。
技术总结
本发明公开了一种LNG Rapid‑TIG立焊焊接工艺,涉及储罐焊接技术领域,采用Rapid‑TIG立焊对低温钢立缝打底层进行焊接,通过对焊接位置、焊接参数、摆动宽度等调整和控制,保证焊透且焊缝成形美观;焊前预热温度、层间温度及热输入根据项目及工艺需求进行严格控制,有效避免焊接冷裂纹产生,免清根,焊缝成形质量好,焊缝与母材圆滑过渡,表面无裂纹、气孔、夹渣、未焊透等缺陷。
技术研发人员:朱小明
受保护的技术使用者:南京奥特自动化有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!