薄壁筒体的矫正工装及矫正方法
本发明涉及无损修复,尤其涉及一种薄壁筒体的矫正工装及矫正方法。
背景技术:
1、目前,薄壁筒体由于其质量轻、比强度高等诸多优异性能被广泛应用于航空航天、汽车船舶、石油化工、机械制造等领域。但是在其加工、运输、装配、使用过程中极易发生变形,从而导致薄壁筒体发生报废,进而造成严重的浪费现象,极大增加了使用和维护成本。
2、所述背景技术部分公开的上述信息仅用于加强对本公开的背景的理解,因此它可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、本发明的目的在于提供一种薄壁筒体的矫正工装及矫正方法,能够无损修复薄壁筒体的变形部位。
2、为实现上述发明目的,本发明采用如下技术方案:
3、根根据本公开的第一个方面,提供一种薄壁筒体的矫正工装,用于矫正薄壁筒体的变形部位,所述矫正工装包括:
4、支撑组件,数量为多个,用于固定找正所述薄壁筒体;
5、驱动组件,包括伸缩臂和与所述伸缩臂配合的缸体,所述伸缩臂能够在所述缸体的约束下伸长或者缩短;
6、矫正组件,包括连接部和突出部,所述突出部具有相对设置的第一圆弧面和第一端面,所述连接部的一端连接所述伸缩臂远离所述缸体的一端,所述连接部的另一端连接所述第一端面;
7、当所述伸缩臂伸长时,所述第一圆弧面能够不断向所述薄壁筒体的变形部位加载压力以使得所述薄壁筒体的变形部位恢复。
8、在本公开的一种示例性实施例中,所述第一圆弧面的曲率半径与所述薄壁筒体的内壁的曲率半径一致。
9、在本公开的一种示例性实施例中,所述矫正组件还包括矫形块,所述第一圆弧面还设置有凹槽,所述矫形块能够卡入所述凹槽中。
10、在本公开的一种示例性实施例中,所述凹槽沿第一方向延伸的距离小于所述第一圆弧面与所述第一端面之间的最大距离;所述第一方向垂直于所述第一端面。
11、在本公开的一种示例性实施例中,当所述矫形块卡入所述凹槽中时,所述矫形块沿所述第一方向上具有凸起,所述凸起的尺寸小于所述凹槽沿所述第一方向延伸的尺寸。
12、在本公开的一种示例性实施例中,所述凹槽沿垂直于所述第一方向贯穿于所述第一圆弧面。
13、在本公开的一种示例性实施例中,所述驱动组件为螺旋千斤顶、液压千斤顶、气动液压千斤顶中的一种。
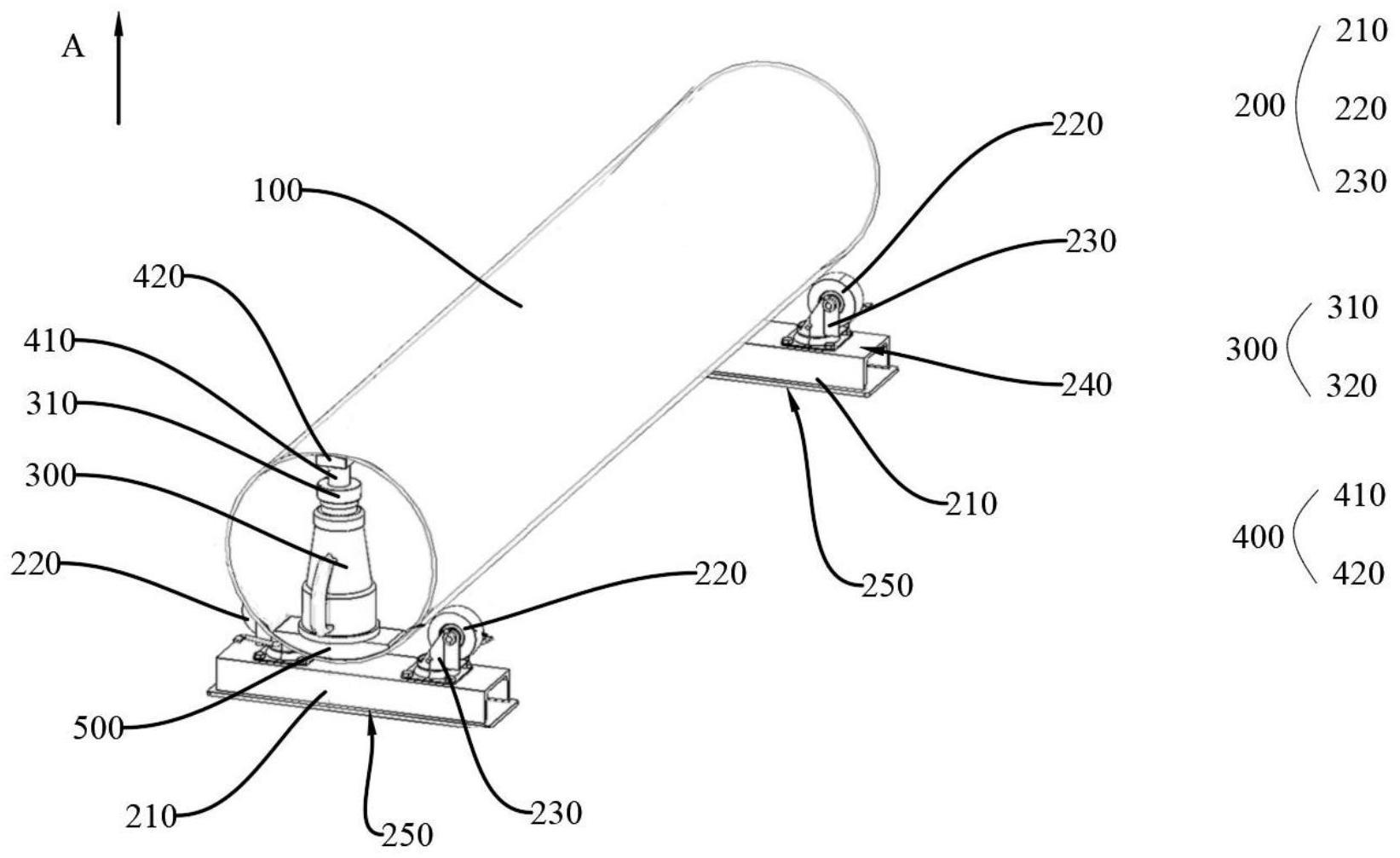
14、在本公开的一种示例性实施例中,所述支撑组件包括:
15、底座,具有位于上表面的第一安装端面和位于下表面的第一固定端面;
16、支撑轮,数量为两个且固定于所述第一安装端面,两个所述支撑轮相对设置,所述薄壁筒体能够固定于两个所述支撑轮之间;
17、法兰,数量为两个且分别设于所述支撑轮和所述第一安装端面之间,用于连接所述支撑轮与所述第一安装端面。
18、在本公开的一种示例性实施例中,所述矫正工装还包括支座,所述支座具有相对设置的第二端面和第二圆弧面,所述第二端面连接所述驱动组件远离所述矫正组件的一侧,所述第二圆弧面连接所述薄壁筒体的内壁。
19、根据本公开的第二个方面,提供一种薄壁筒体的矫正方法,包括:
20、s110,提供一种待矫正薄壁筒体,并确定所述待矫正薄壁筒体的变形部位;
21、s120,提供上述的矫正工装,并在所述待矫正薄壁筒体的变形部位处利用所述支撑组件将所述待矫正薄壁筒体固定;
22、s130,控制所述驱动组件,使得所述突出部的第一圆弧面在所述伸缩臂驱动下沿所述第一方向移动至所述第一圆弧面与所述待矫正薄壁筒体的变形部位接触。
23、在本公开中,当薄壁筒体在加工、运输、装配及使用过程中发生变形时,可以将本公开中的矫正工装安装于薄壁筒体的变形部位。而伸缩臂可以在与缸体的配合下向变形部位移动,从而使得突出部的第一圆弧面在伸缩臂的带动下向变形部位移动直至与薄壁圆筒的内壁相接触。随着伸缩臂的不断伸长,突出部的第一圆弧面能够不断向薄壁筒体的变形部位加载压力以使得薄壁筒体的变形部位恢复。如此一方面能够无损修复薄壁筒体的变形部位,从而提高薄壁筒体的修复质量,进而降低额外的成本支出。另一方面,矫正工装的突出部可以在伸缩臂的驱动下反复向薄壁筒体的变形部位施加压力,从而能够进一步提高修复力,以达到无损修复的目的。
技术特征:
1.一种薄壁筒体的矫正工装,用于矫正薄壁筒体的变形部位,其特征在于,所述矫正工装包括:
2.根据权利要求1所述的矫正工装,其特征在于,所述第一圆弧面的曲率半径与所述薄壁筒体的内壁的曲率半径一致。
3.根据权利要求1所述的矫正工装,其特征在于,所述矫正组件还包括矫形块,所述第一圆弧面还设置有凹槽,所述矫形块能够卡入所述凹槽中。
4.根据权利要求3所述的矫正工装,其特征在于,所述凹槽沿第一方向延伸的距离小于所述第一圆弧面与所述第一端面之间的最大距离;所述第一方向垂直于所述第一端面。
5.根据权利要求4所述的矫正工装,其特征在于,当所述矫形块卡入所述凹槽中时,所述矫形块沿所述第一方向上具有凸起,所述凸起的尺寸小于所述凹槽沿所述第一方向延伸的尺寸。
6.根据权利要求4所述的矫正工装,其特征在于,所述凹槽沿垂直于所述第一方向贯穿于所述第一圆弧面。
7.根据权利要求1所述的矫正工装,其特征在于,所述驱动组件为螺旋千斤顶、液压千斤顶、气动液压千斤顶中的一种。
8.根据权利要求1所述的矫正工装,其特征在于,所述支撑组件包括:
9.根据权利要求1所述的矫正工装,其特征在于,所述矫正工装还包括支座,所述支座具有相对设置的第二端面和第二圆弧面,所述第二端面连接所述驱动组件远离所述矫正组件的一侧,所述第二圆弧面连接所述薄壁筒体的内壁。
10.一种薄壁筒体的矫正方法,其特征在于,包括:
技术总结
本发明提供了一种薄壁筒体的矫正工装及矫正方法。该矫正工装包括支撑组件、驱动组件、矫正组件。其中,支撑组件的数量为多个且与薄壁筒体的外壁接触,用于固定找正薄壁筒体。驱动组件包括伸缩臂和与伸缩臂配合的缸体,伸缩臂能够在缸体的约束下伸长或者缩短。矫正组件包括连接部和突出部,突出部可以具有相对设置的第一圆弧面和第一端面,连接部的一端可以连接伸缩臂远离缸体的一端,连接部的另一端可以连接突出部的第一端面。当伸缩臂伸长时,第一圆弧面能够不断向薄壁筒体的变形部位加载压力以使得薄壁筒体的变形部位恢复。如此一方面能够无损修复薄壁筒体的变形部位,从而提高薄壁筒体的修复质量,进而降低额外的成本支出。
技术研发人员:王新,郭俊
受保护的技术使用者:内蒙古农业大学职业技术学院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!