控流组件和恒流胶圈自动装配装置的制作方法
本申请涉及起泡器装配,特别涉及一种控流组件和恒流胶圈自动装配装置。
背景技术:
1、起泡器可以让流经的水和空气充分混合,让水流有发泡的效果,有了空气的加入,水的冲刷力提高不少,从而有效减少用水量,节约用水。其中,控流组件对发泡的效果有着重要的作用。控流组件设置有胶圈槽,胶圈槽内设置有恒流胶圈,控流组件远离胶圈槽的一侧设置有连接柱,以便于实现控流组件的定位。通过采用恒流胶圈和控流组件配合,控制水流量恒定,并且通过胶圈槽收纳恒流胶圈,使得结构更加紧凑,减少射流器体积和安装所需空间,安装更便捷,适用场合更广。
2、然而,目前在进行控流组件和恒流胶圈的装配时,一般均是采用人工将恒流胶圈压入胶圈槽内,且由于恒流胶圈较小,导致装配麻烦,劳动强度大,影响生产效率。
技术实现思路
1、本申请旨在至少解决现有技术中存在的技术问题之一。为此,本申请提出一种控流组件和恒流胶圈自动装配装置,能够实现自动化操作,且无需额外动力,降低生产成本,提高工作效。
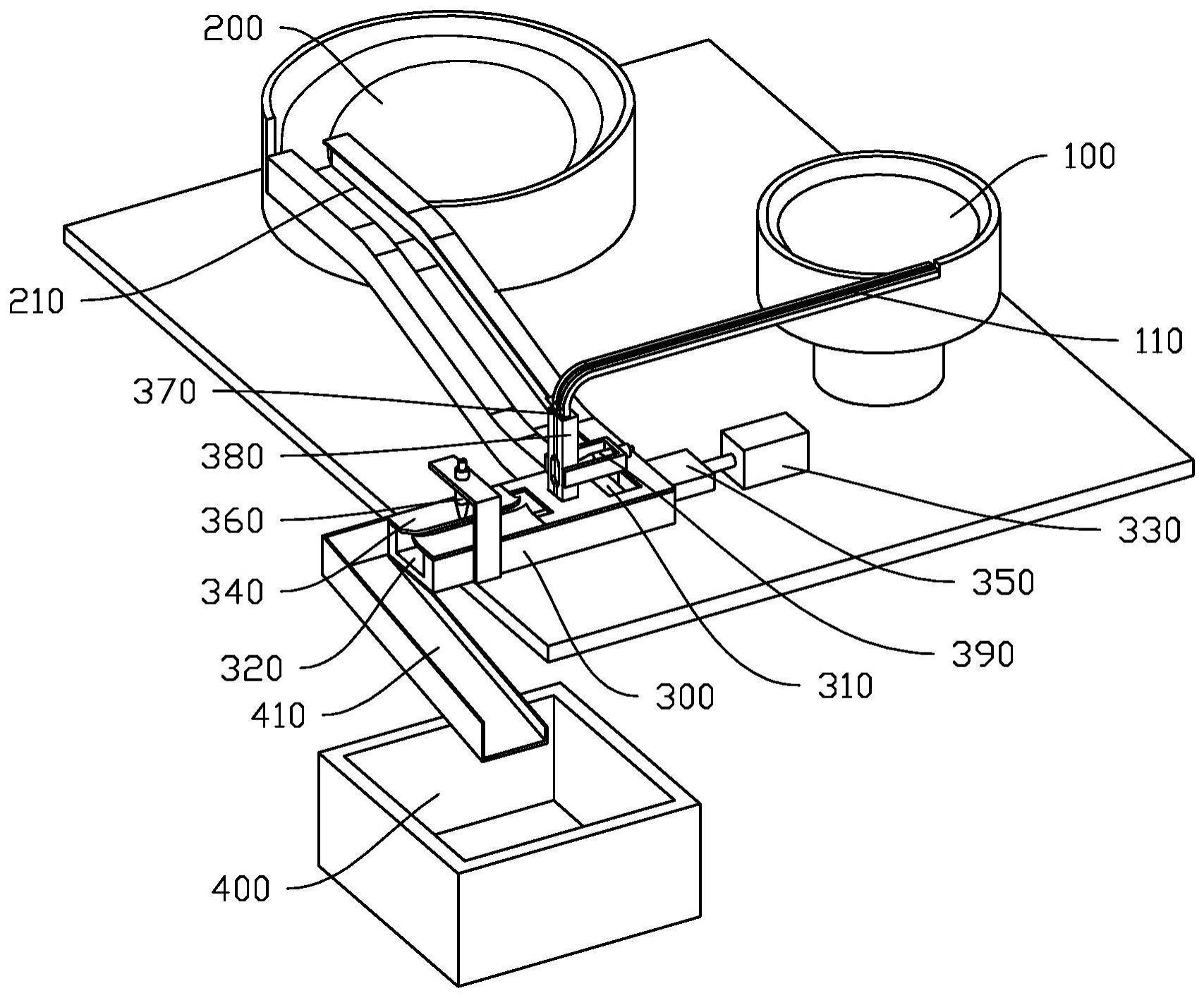
2、根据本申请实施例所述的控流组件和恒流胶圈自动装配装置,包括:第一振动盘,设置有第一送料通道,所述第一送料通道设置有第一筛选通道,所述第一筛选通道包括底板和侧板,所述底板朝向外侧且下方倾斜设置,所述侧板设置于所述底板的底部,所述侧板与所述底板共同限定有第一滑槽,所述第一滑槽的高度与恒流胶圈的厚度相适配;第二振动盘,设置有第二送料通道,所述第二送料通道设置有第二筛选通道,所述第二筛选通道设置有第二滑槽,所述第二滑槽的宽度与控流组件的连接柱外径相适配;装配模,设置有第一通道和第二通道,所述第一通道的出料端与所述第二通道的进料端垂直连接设置,所述装配模设置有用于将所述控流组件从所述第一通道推向所述第二通道的气缸,所述第一通道的进料端与所述第一送料通道的出料端连接,所述第二通道的上方设置有开口,所述第二送料通道的出料端与所述开口连接,所述第二送料通道的出料端与所述第二通道垂直设置,所述第二通道的出料端设置有压板,所述压板位于所述第二通道顶部的两侧,所述压板之间留有与所述连接柱外径相适配的间隙,所述压板的下表面与所述控流组件的胶圈槽顶部相抵接,所述压板靠近所述开口的一端设置有向上倾斜的第一斜面。
3、根据本申请实施例所述的控流组件和恒流胶圈自动装配装置,至少具有如下有益效果:装配时,第二振动盘通过第二送料通道输出控流组件,并送入第一通道,然后由气缸将控流组件推向第二通道;第一振动盘通过第一送料通道输出恒流胶圈,使恒流胶圈经开口到达位于第二通道的控流组件上,且恒流胶圈套设于连接柱;然后控流组件连同恒流胶圈继续向前输送,使恒流胶圈在压板的作用下压入胶圈槽内,从而完成恒流胶圈与控流组件的自动装配工作。本申请实施例所述的控流组件和恒流胶圈自动装配装置,能够在压板的作用下自动将恒流胶圈压入胶圈槽内,实现自动化操作,且无需额外动力,降低生产成本,提高工作效率。
4、根据本申请实施例所述的控流组件和恒流胶圈自动装配装置,所述压板远离所述开口的一端设置有向上倾斜的第二斜面。
5、根据本申请实施例所述的控流组件和恒流胶圈自动装配装置,所述压板的上方设置有第一传感器,所述第一传感器正对所述间隙。
6、根据本申请实施例所述的控流组件和恒流胶圈自动装配装置,所述装配模设置有第三通道,所述第三通道与所述开口连接,所述第三通道与所述第二通道垂直设置,所述第一送料通道的出料端与所述第三通道连接。
7、根据本申请实施例所述的控流组件和恒流胶圈自动装配装置,所述第三通道设置有开孔,所述第三通道正对所述开孔设置有第二传感器。
8、根据本申请实施例所述的控流组件和恒流胶圈自动装配装置,所述装配模设置有固定板,所述第三通道设置于所述固定板
9、根据本申请实施例所述的控流组件和恒流胶圈自动装配装置,还包括物料框,所述第二通道的出料端设置有导料板,所述导料板与所述物料框连接
10、根据本申请实施例所述的控流组件和恒流胶圈自动装配装置,所述装配模设置有导向孔,所述气缸的伸缩端连接有推板,所述推板伸入所述导向孔内
11、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.控流组件和恒流胶圈自动装配装置,其特征在于,包括:
2.根据权利要求1所述的控流组件和恒流胶圈自动装配装置,其特征在于,所述压板远离所述开口的一端设置有向上倾斜的第二斜面。
3.根据权利要求2所述的控流组件和恒流胶圈自动装配装置,其特征在于,所述压板的上方设置有第一传感器,所述第一传感器正对所述间隙。
4.根据权利要求1所述的控流组件和恒流胶圈自动装配装置,其特征在于,所述装配模设置有第三通道,所述第三通道与所述开口连接,所述第三通道与所述第二通道垂直设置,所述第一送料通道的出料端与所述第三通道连接。
5.根据权利要求4所述的控流组件和恒流胶圈自动装配装置,其特征在于,所述第三通道设置有开孔,所述第三通道正对所述开孔设置有第二传感器。
6.根据权利要求4所述的控流组件和恒流胶圈自动装配装置,其特征在于,所述装配模设置有固定板,所述第三通道设置于所述固定板。
7.根据权利要求1所述的控流组件和恒流胶圈自动装配装置,其特征在于,还包括物料框,所述第二通道的出料端设置有导料板,所述导料板与所述物料框连接。
8.根据权利要求1所述的控流组件和恒流胶圈自动装配装置,其特征在于,所述装配模设置有导向孔,所述气缸的伸缩端连接有推板,所述推板伸入所述导向孔内。
技术总结
本申请公开了一种控流组件和恒流胶圈自动装配装置,装配时,第二振动盘通过第二送料通道输出控流组件,并送入第一通道,然后由气缸将控流组件推向第二通道;第一振动盘通过第一送料通道输出恒流胶圈,使恒流胶圈经开口到达位于第二通道的控流组件上,且恒流胶圈套设于连接柱;然后控流组件连同恒流胶圈继续向前输送,使恒流胶圈在压板的作用下压入胶圈槽内,从而完成恒流胶圈与控流组件的自动装配工作。本申请实施例所述的控流组件和恒流胶圈自动装配装置,能够在压板的作用下自动将恒流胶圈压入胶圈槽内,实现自动化操作,且无需额外动力,降低生产成本,提高工作效率。
技术研发人员:邝溢林
受保护的技术使用者:开平市汇金卫浴科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!