一种钢塔节段加工组装工艺的制作方法
本发明涉及钢塔节段加工组装工艺,尤其涉及一种钢塔节段加工组装工艺。
背景技术:
1、桥梁中、边主塔均采用“钢-混”结合结构,塔柱分为上塔柱、中塔柱、下塔柱三个区段,上塔柱采用钢结构,中、下塔柱采用混凝土结构;根据吊装架设能力要求,对钢塔柱重新节段划分,以确定现场吊装块体;另外,当吊装块体重量及外形尺寸超出车间内吊机能力、运梁平车运输能力等时,需要对其进行再划分。总体原则是根据钢塔生产及架设过程中的各项限制指标,尽量加大分块外形尺寸,减少分块数量;但是一般的钢塔节段中在进行结构划分时,不利于结构的焊接,且划分结构数量多,制造困难,且零部件大小结构均不相同导致加工制造工艺冗余。
技术实现思路
1、本发明要解决的技术问题是提供一种钢塔节段加工组装工艺,能够解决一般的钢塔节段的加工制造及组装中,节段划分数量多,加工制造工艺冗余,各零部件只能单一制造,生产效率低的问题。
2、为解决上述技术问题,本发明的技术方案为:一种钢塔节段加工组装工艺,其创新点在于:具体加工组装工艺如下:
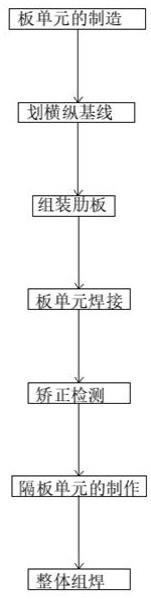
3、s1:板单元的制造:钢板采用预处理自动生产线进行赶平、抛丸、喷漆、烘干;面板及板肋采用数控切割机精密切割下料,通过精确计算,在零件长度与宽度方向预留足够的焊接收缩量,切割同时完成自动划线和标识喷写;面板下料后采用半自动小车切割或机加工两边坡口及基准端头坡口,矫正翘曲变形和波浪变形;板肋加劲下料矫平后采用半自动小车切割边坡口,修正直线度,然后采用平板数控钻床钻制两端孔群;
4、s2:划横纵基线:平台上,以板单元面板两端分中连线作为纵基线,以纵基线为基准刻划面板横基线,注意横基线距离基准端预留出端面机加工量;
5、s3:组装肋板:以板单元面板横纵基线为基准,板肋以孔定位进行组装;板肋组装时采用板单元自动组装定位机床,重点控制两端头及隔板位置加劲肋间距,自动定位组装机床可以确保相邻板肋组装间距偏差在±0.5mm,直线度达到1mm 以内,组装间隙在 0.5mm以内;
6、s4:板单元焊接:板单元焊接采用焊接机器人配合反变形船位焊接,通过电弧跟踪技术,减小焊接变形,焊后控制松卡温度,保证焊接质量;
7、s5:矫正检测:焊后采用板单元冷矫机床矫正,通过图像识别、智能感知检测板单元焊后平整度进行自动化机械矫正,确保矫正后板单元平面度≤1mm;通过s1至s5完成纵向板的制作,纵向板包括主壁板、侧壁板、角壁板、腹板和加强腹板;
8、s6:隔板单元的制作:隔板单元包括中间隔板和边缘隔板;将中间隔板与边缘隔板按照设计的尺寸进行切割下料,并对中间隔板和边缘隔板的轴线进行机加工形成肋板卡槽;在隔板单元上焊接好加劲肋板;
9、s7:整体组焊:设置卧式拼装胎架,并在胎架上设置钢塔节段纵、横向定位基线;以胎架横纵基线为基准,依次定位钢塔节段的主壁板;以胎架横纵基线为基准在主壁板的两侧定位角壁板,保证角壁板单元与壁板单元间垂直度、相对位置关系;以胎架横纵基线为基准依次定位边缘隔板,保证边缘隔板与主壁板间垂直度、边缘隔板间距;在边缘隔板的上表面焊接腹板,保证腹板与主壁板基准端孔群相对位置、与边缘隔板组装间隙、端口匹配精度;以胎架横纵基线为基准依次定位中间,重点控制中间隔板与边缘隔板相对位置、与腹板垂直度、中间隔板两边板肋槽口相对位置关系,保证组装精度及端口匹配度;在中间隔板的两侧安装侧壁板,保证侧壁板与中间隔板组装间隙、基准端肋板孔群响度位置关系、箱口尺寸;最后在侧壁板的上方以及中间隔板的上方组装加强腹板,重点控制块体基准端孔群相对位置关系、加强腹板平面度、块体整体外形尺寸、相邻块体匹配错边量,保证箱口截面尺寸精度,完成半个钢塔节段的组装;最后将两块半个钢塔节段进行对应焊接,完成整体的组焊。
10、进一步的,所述主壁板、侧壁板、角壁板、腹板和加强腹板均设置有肋板;所述侧壁板具有一对且设置在主壁板的两侧,所述侧壁板通过角壁板与主壁板的侧边相连;所述加强腹板与主壁板平行设置在侧壁板的另一侧面,所述主壁板、侧壁板和加强腹板围成柱体结构,所述腹板设置在柱体结构内。
11、本发明的优点在于:
12、1)本发明中将钢塔节段划分为对称两个节段结构,采用双阶段对称焊接的方式完成整体结构的焊装,在半钢塔节段的加工组焊中,采用模块化的下料组装方式,先完成带肋板的纵向板结构加工,再完成隔板的加工,然后将二者安装位置和顺序进行依次焊装,半钢塔节段可以在同一胎架上进行安装,减少了胎架的制作,节省了装焊的时间。
技术特征:
1.一种钢塔节段加工组装工艺,其特征在于:具体加工组装工艺如下:
2.根据权利要求1所述的一种钢塔节段加工组装工艺,其特征在于:所述主壁板、侧壁板、角壁板、腹板和加强腹板均设置有肋板;所述侧壁板具有一对且设置在主壁板的两侧,所述侧壁板通过角壁板与主壁板的侧边相连;所述加强腹板与主壁板平行设置在侧壁板的另一侧面,所述主壁板、侧壁板和加强腹板围成柱体结构,所述腹板设置在柱体结构内。
技术总结
本发明涉及一种钢塔节段加工组装工艺,具体加工组装工艺如下:S1:板单元的制造;S2:划横纵基线;S3:组装肋板;S4:板单元焊接;S5:矫正检测;S6:隔板单元的制作;S7:整体组焊;将钢塔节段划分为对称两个节段结构,采用双阶段对称焊接的方式完成整体结构的焊装,在半钢塔节段的加工组焊中,采用模块化的下料组装方式,先完成带肋板的纵向板结构加工,再完成隔板的加工,然后将二者安装位置和顺序进行依次焊装,半钢塔节段可以在同一胎架上进行安装,减少了胎架的制作,节省了装焊的时间。
技术研发人员:李恒刚,杨阳,亢恺,汤西龙,王李威,马浩鹏,田正兰,张鹏飞,赵星,张旭,任小霞,陆严苏,姜璠
受保护的技术使用者:中铁山桥(南通)有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!