一种可实现盖板高精度定位的平行缝焊夹具及工艺方法与流程
本发明属于封装,尤其涉及一种可实现盖板高精度定位的平行缝焊夹具及工艺方法。
背景技术:
1、平行缝焊是半导体器件高可靠气密封装的一种常用工艺,具有使器件整体温升小、温升持续时间短、密封性好、可靠性高等优点,在军用、航空、航天等领域的半导体器件高可靠气密封装中广泛应用。为降低产品生产成本及提高密封焊接可靠性,一般要求密封合格率达到99.8%以上,这样对盖板尺寸精度及焊接定位精度均提出了较高的要求。
2、采用手动平行缝焊方式,盖板与管壳手工装配时容易造成较大装配误差,盖板易偏向一边或一角,导致焊缝的不连续而出现漏气现象;若采用自动平行缝焊方式,以图像对位和机械手搬运盖板可大幅度提高盖板装配精度,但设备成本大大提高,目前军用等领域器件的平行缝焊主要采用手动平行缝焊方式。
3、为实现盖板平行缝焊时的自动对位,一般将盖板加工成台阶结构,利用台阶形成的凸台放入壳体或封口环与内壁配合实现盖板的定位。盖板设计的凸台厚度0.2-0.4mm,焊接边缘厚度0.08-0.12mm,盖板尺寸比壳体或焊环尺寸小0.1-0.2mm。凸台采用化学腐蚀方法加工,凸台底部呈圆角状态,考虑盖板加工的成品率和与壳体的匹配性,凸台的尺寸会比壳体或封口环内壁小0.4mm以上。进行焊接工艺时,电极轮在盖板上滚动会产生摩擦力,将带动盖板移动,因而盖板易偏移出封口位置,导致平行缝焊的质量波动大,成品率降低或密封性变差。
技术实现思路
1、本发明目的在于提供一种可实现盖板高精度定位的平行缝焊夹具及工艺方法,以解决盖板平行缝焊中存在的盖板偏移导致缝焊质量差的技术问题。
2、为实现上述目的,本发明的实现盖板高精度定位的平行缝焊夹具及工艺方法的具体技术方案如下:
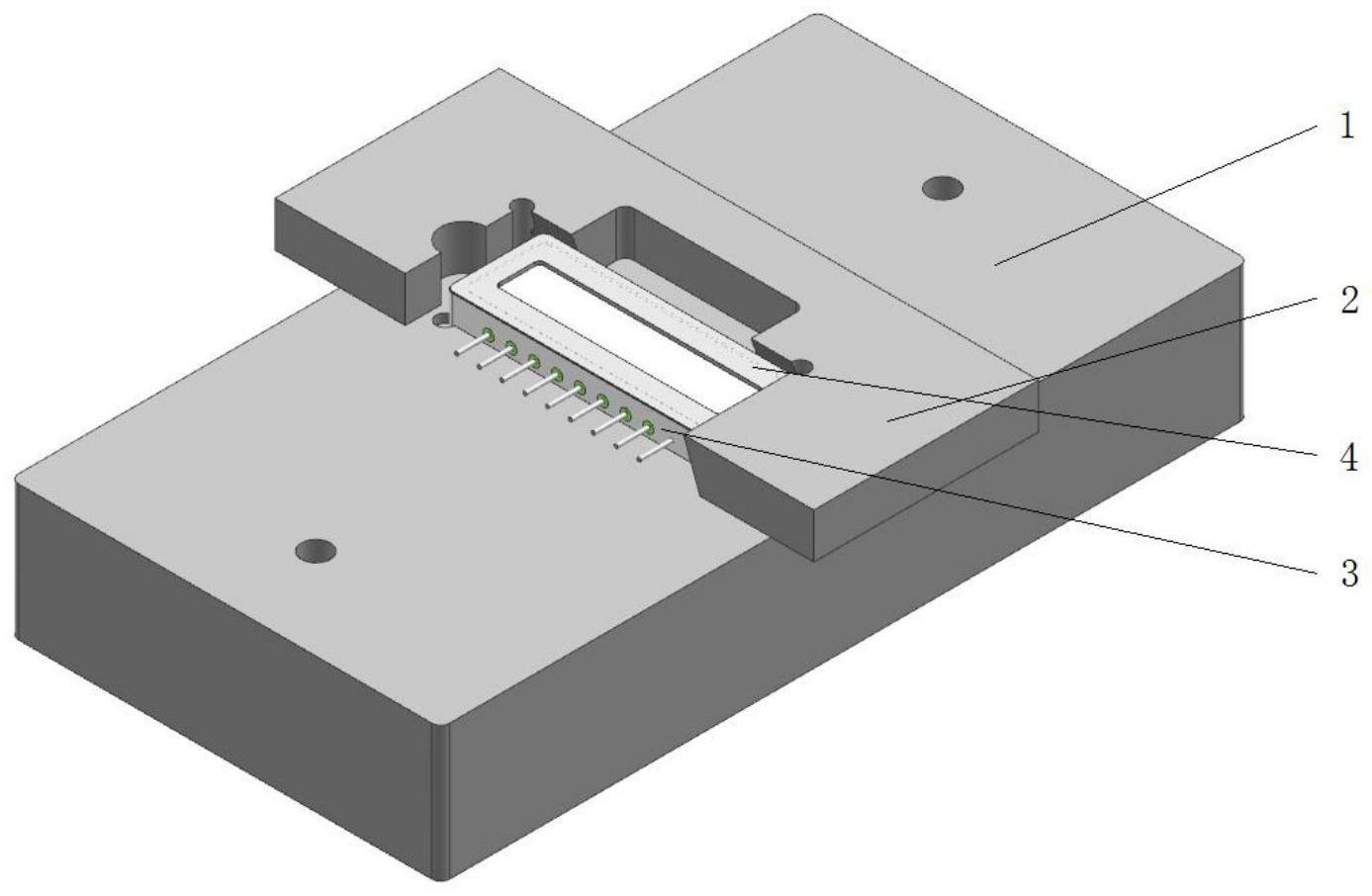
3、一种可实现盖板高精度定位的平行缝焊夹具,包括平行缝焊底座1和定位夹具2;所述平行缝焊底座1上加工有与壳体3尺寸匹配的浅腔,起到精确固定壳体3的作用;所述平行缝焊底座1用于将壳体3固定并安装于平行缝焊机上,所述定位夹具2设置在平行缝焊底座1浅腔的上方;所述定位夹具2上设置有缺口,用于避让电极轮和容纳盖板4,所述定位夹具2缺口的侧壁设置为斜面;所述缺口的位置与平行缝焊底座1浅腔的位置相对应。
4、进一步,所述定位夹具2的缺口内还加工有直角避让孔。
5、进一步,所述平行缝焊底座1浅腔的尺寸比壳体3大0.01-0.03mm。
6、进一步,所述斜面的角度为70°。
7、进一步,所述平行缝焊底座1浅腔的深度为0.5-1mm。
8、进一步,所述平行缝焊底座1上设置有两个插销孔用于与平行缝焊设备配合。
9、本发明还提供了一种可实现盖板高精度定位的平行缝焊工艺方法,该方法基于权利要求6所述的可实现盖板高精度定位的平行缝焊夹具实现,包括以下步骤:
10、s1、将待缝焊壳体3置于平行缝焊底座1浅腔内,再将盖板4放在壳体3焊接面上;
11、s2、将定位夹具2置于平行缝焊底座1上,使定位夹具2的两斜壁面从x和y方向同时紧接触壳体边缘,并同时推动平行缝焊底座1上的盖板与定位夹具的两斜壁面接触,可确保盖板相对壳体在x和y方向同时对准,且盖板4相对壳体3四周外壁在x和y方向同时后退约0.05mm;
12、s3、操作平行缝焊机控制电极轮下降完成对盖板4的点焊;
13、s4、将定位夹具2沿与盖板4接触面相反的方向滑动移开;
14、s5、操作平行缝焊机对盖板4四边进行滚焊完成缝焊工艺。
15、本发明的实现盖板高精度定位的平行缝焊夹具及工艺方法具有以下优点:平行缝焊时使盖板4相对壳体3在x和y方向同时对准,且处于居中位置,对准精度优于0.05mm,平行缝焊的质量一致性好,密封焊接可靠性更高。
技术特征:
1.一种可实现盖板高精度定位的平行缝焊夹具,其特征在于,包括平行缝焊底座(1)和定位夹具(2);所述平行缝焊底座(1)上加工有与壳体(3)尺寸匹配的浅腔,起到精确固定壳体(3)的作用;所述平行缝焊底座(1)用于将壳体(3)固定并安装于平行缝焊机上,所述定位夹具(2)设置在平行缝焊底座(1)浅腔的上方;所述定位夹具(2)上设置有缺口,用于避让电极轮和容纳盖板(4),所述定位夹具(2)缺口的侧壁设置为斜面;所述缺口的位置与平行缝焊底座(1)浅腔的位置相对应。
2.根据权利要求1所述的可实现盖板高精度定位的平行缝焊夹具,其特征在于,所述定位夹具(2)的缺口内还加工有直角避让孔。
3.根据权利要求2所述的可实现盖板高精度定位的平行缝焊夹具,其特征在于,所述平行缝焊底座(1)浅腔的尺寸比壳体(3)大0.01-0.03mm。
4.根据权利要求3所述的可实现盖板高精度定位的平行缝焊夹具,其特征在于,所述斜面的角度为70°。
5.根据权利要求4所述的可实现盖板高精度定位的平行缝焊夹具,其特征在于,所述平行缝焊底座(1)浅腔的深度为0.5-1mm。
6.根据权利要求5所述的可实现盖板高精度定位的平行缝焊夹具,其特征在于,所述平行缝焊底座(1)上设置有两个插销孔用于与平行缝焊设备配合。
7.一种可实现盖板高精度定位的平行缝焊工艺方法,其特征在于,该方法基于权利要求6所述的可实现盖板高精度定位的平行缝焊夹具实现,包括以下步骤:
技术总结
本发明属于封装技术领域,公开了一种可实现盖板高精度定位的平行缝焊夹具及工艺方法,包括平行缝焊底座(1)和定位夹具(2);所述平行缝焊底座(1)上加工有与壳体(3)尺寸匹配的浅腔,起到精确固定壳体(3)的作用;所述平行缝焊底座(1)用于将壳体(3)固定并安装于平行缝焊机上,所述定位夹具(2)设置在平行缝焊底座(1)浅腔的上方;所述定位夹具(2)上设置有缺口,所述定位夹具(2)缺口的侧壁设置为斜面;所述缺口的位置与平行缝焊底座(1)浅腔的位置相对应。本发明平行缝焊时使盖板相对壳体在X和Y方向同时对准,且处于居中位置,对准精度优于0.05mm,平行缝焊的质量一致性好,密封焊接可靠性更高。
技术研发人员:刘期斌,黄海华,童静,欧阳刚,任攀,廖楷
受保护的技术使用者:西南技术物理研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!