一种用于圆筒焊接的设备的制作方法
本发明涉及飞机结构加工,尤其涉及一种用于圆筒焊接的设备。
背景技术:
1、对于圆筒状零件的焊接,传统的方式是通过变位机夹持并旋转进行焊接任务,但存在定位不准,焊接时容易跑位,特别是圆筒上还有其他小零件需要焊接的情况,仅通过变位机无法完成焊接过程,故需设计出一种可以定位并夹紧零件的设备,并能对其他小零件进行定位和固定,已经成为本领域技术人员亟待解决的技术问题。
技术实现思路
1、本发明所解决的技术问题在于提供一种用于圆筒焊接的设备,以解决上述背景技术中的问题。
2、本发明所解决的技术问题采用以下技术方案来实现:
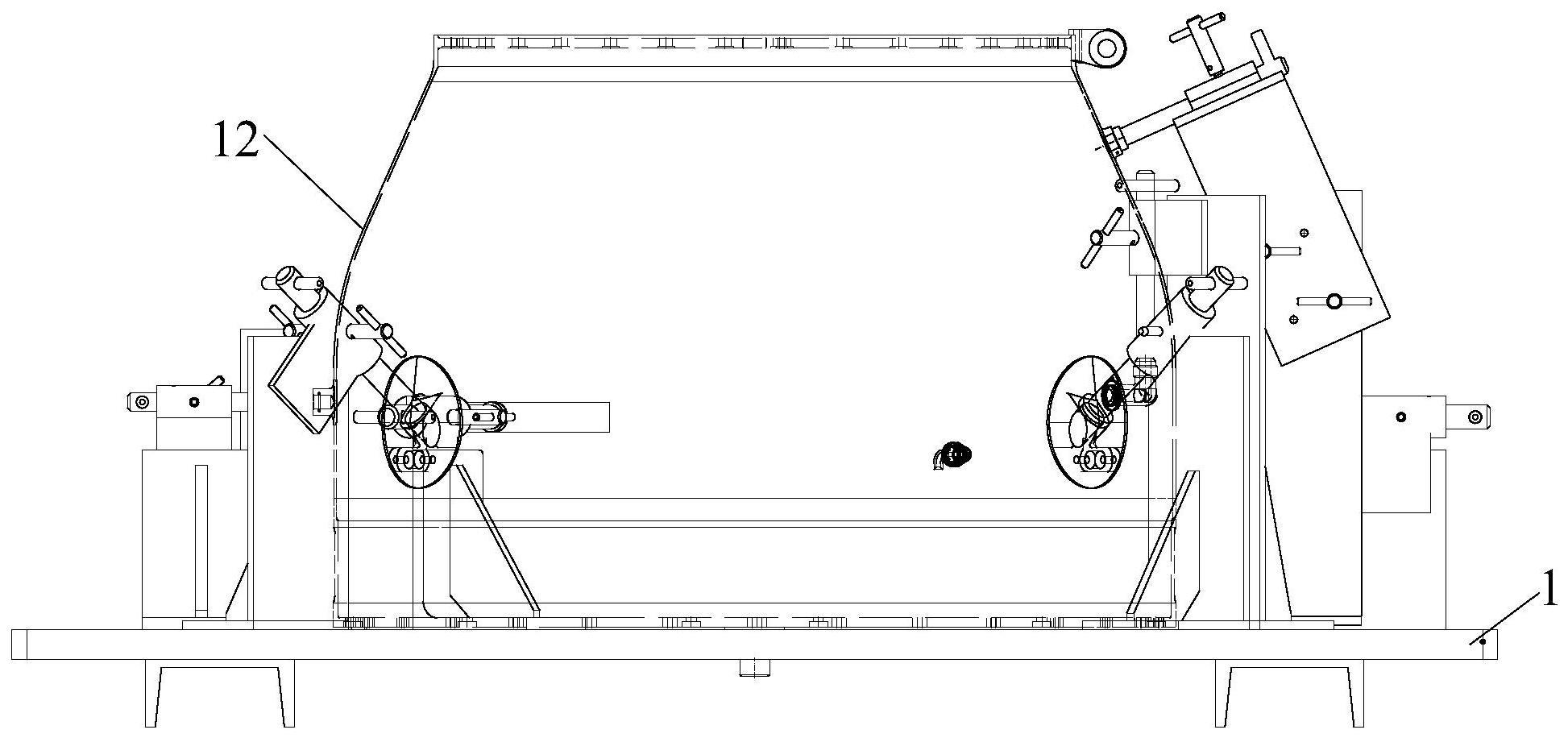
3、一种用于圆筒焊接的设备,包括底座、内形定位器、外形定位器、定位头、角形支座、侧板定位器及焊接圆筒,其中,所述焊接圆筒置放在底座上,所述内形定位器安装在位于焊接圆筒内侧的底座上,位于焊接圆筒外侧的底座上设置有多个角形支座,所述外形定位器安装在角形支座上,所述角形支座上安装有侧板定位器,用于插入各安装座、漏油嘴的定位头安装在侧板定位器上;具体结构如下:
4、所述内形定位器包括前凸边定位板、后凸边定位板及支撑柱,所述支撑柱一端安装有前凸边定位板,所述支撑柱另一端安装有后凸边定位板,所述支撑柱底部安装在底座上,且所述后凸边定位板上与焊接圆筒接触处设置有台阶结构,用于对后凸边定位板定位;
5、所述外形定位器包括定位件、支座、手柄插销、定位器杆、套筒及支撑板,定位件由定位板和销组成,定位板一端设置为与焊接圆筒中段外形一致的型面,定位板另一端与销配合安装在定位器杆上;所述定位器杆安装在支座的套筒内,由插销定位,支座上的支撑板安装在角形支座上,所述手柄插销插入支座且贯通套筒,用于对定位头进行限位锁止。
6、在本发明中,所述底座包括两块槽钢和一块底板,槽钢对称焊接在底板下方,用于底板悬空,方便铲车铲起整个设备进行移动。
7、在本发明中,所述底板上设置有用于安装前凸边定位板的容腔,所述容腔中部设置凹槽。
8、在本发明中,所述支撑柱底部设置有连接销,通过连接销将内形定位器安装在底座上。
9、在本发明中,所述支撑柱与前凸边定位板之间设置有加强筋,用于固定支撑柱与前凸边定位板。
10、在本发明中,所述外形定位器设置有三个,用于焊接圆筒中段压紧固定,每个外形定位器间隔120°均布在底座上。
11、在本发明中,所述定位头安装在侧板定位器的定位器杆上。
12、在本发明中,使用时,首先利用铲车将本设备运送至工作场地,然后将所有定位器杆上的手柄插销抽出,将定位器杆向内形定位器中心的反方向抽出,使得各定位头和定位件远离内形定位器的中心,而后将焊接圆筒的前凸边由前凸边定位板进行定位,依次放置焊接圆筒的中段和后凸边,后凸边由后凸边定位板进行定位,再将外形定位器的定位器杆向内形定位器的中心方向移动,利用外形定位器将焊接圆筒的中段压紧固定,继而对焊接圆筒的中段与前凸边、后凸边进行焊接作业,焊接完成后,松开外形定位器,转动内形定位器,方便定位各安装座、漏油嘴的位置,移动定位各安装座、漏油嘴的侧板定位器中的定位器杆向内形定位器中心方向移动,使得定位头插入各安装座、漏油嘴的孔内,在插入手柄插销,进行各安装座、漏油嘴的焊接作业;待完成焊接后,松开所有定位器杆,由上即可抽出已经焊接好的筒形零件,从而完成整个工艺过程。
13、有益效果:
14、1)本发明中底座底部安装两块槽钢,方便利用铲车将焊接架运送到工作场地;
15、2)本发明中底座与内形定位器利用销定位,方便操作,且保证定位精度;
16、3)本发明中内形定位器为十字结构,方便制造,减轻设备的重量;
17、4)本发明中后凸边定位板与零件接触处设计成台阶结构,用于后凸边的定位,保证中段与后凸边定位精度;
18、5)本发明能够对焊接圆筒中段上安装座、漏油嘴其他零件的焊接辅助定位,特别适用于手工焊接;有效避免焊接过程中,零件的转动,安装座、漏油嘴等零件的错位,进而提高产品焊接精度,降低风险系数,提高产品的合格率。
技术特征:
1.一种用于圆筒焊接的设备,包括底座、内形定位器、外形定位器、定位头、角形支座、侧板定位器及焊接圆筒,其特征在于,所述焊接圆筒置放在底座上,所述内形定位器安装在位于焊接圆筒内侧的底座上,位于焊接圆筒外侧的底座上设置有多个角形支座,所述外形定位器安装在角形支座上,所述角形支座上安装有侧板定位器,用于插入各安装座、漏油嘴的定位头安装在侧板定位器上。
2.根据权利要求1所述的一种用于圆筒焊接的设备,其特征在于,具体结构如下:
3.根据权利要求2所述的一种用于圆筒焊接的设备,其特征在于,所述支撑柱底部设置有连接销。
4.根据权利要求2所述的一种用于圆筒焊接的设备,其特征在于,所述支撑柱与前凸边定位板之间设置有加强筋。
5.根据权利要求2所述的一种用于圆筒焊接的设备,其特征在于,所述外形定位器设置有三个,每个外形定位器间隔120°均布在底座上。
6.根据权利要求1所述的一种用于圆筒焊接的设备,其特征在于,所述底座包括两块槽钢和一块底板,所述槽钢对称焊接在底板下方。
7.根据权利要求6所述的一种用于圆筒焊接的设备,其特征在于,所述底板上设置有用于安装前凸边定位板的容腔,所述容腔中部设置凹槽。
8.根据权利要求1所述的一种用于圆筒焊接的设备,其特征在于,所述定位头安装在侧板定位器的定位器杆上。
技术总结
一种用于圆筒焊接的设备,包括底座、内形定位器、外形定位器、定位头、角形支座、侧板定位器及焊接圆筒,其中,所述焊接圆筒置放在底座上,所述内形定位器安装在位于焊接圆筒内侧的底座上,位于焊接圆筒外侧的底座上设置有多个角形支座,所述外形定位器安装在角形支座上,所述角形支座上安装有侧板定位器,用于插入各安装座、漏油嘴的定位头安装在侧板定位器上。本发明能够对焊接圆筒中段上安装座、漏油嘴其他零件的焊接辅助定位,特别适用于手工焊接;有效避免焊接过程中,零件的转动,安装座、漏油嘴等零件的错位,进而提高产品焊接精度,降低风险系数,提高产品的合格率。
技术研发人员:徐健宇,程卫琴,徐涛,程世明,阮宏,李仁花,王莉,汪蕾
受保护的技术使用者:江西洪都航空工业集团有限责任公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!