一种模块化装夹装置的制作方法
本发明涉及工件夹持装置,具体涉及一种模块化装夹装置。
背景技术:
1、目前对柱状非金属特种材料进行加工时,大多是用机床上的三爪卡盘直接装夹,此种方式对硬度较低的材料进行加工时,会对工件表面和形面严重损伤,目前为了解决上述技术问题,往往是在工件表面套设防护装置后再利用卡盘进行装夹,但此种方式在加工的过程中,工作效率低且稳定性差。
技术实现思路
1、有鉴于此,本发明提供一种模块化装夹装置,目的在于实现稳定对工件进行夹持,且避免机床卡盘对工件造成损伤,即不仅能实现对工件快速夹持,而且能够避免对工件表面和形面造成损伤。
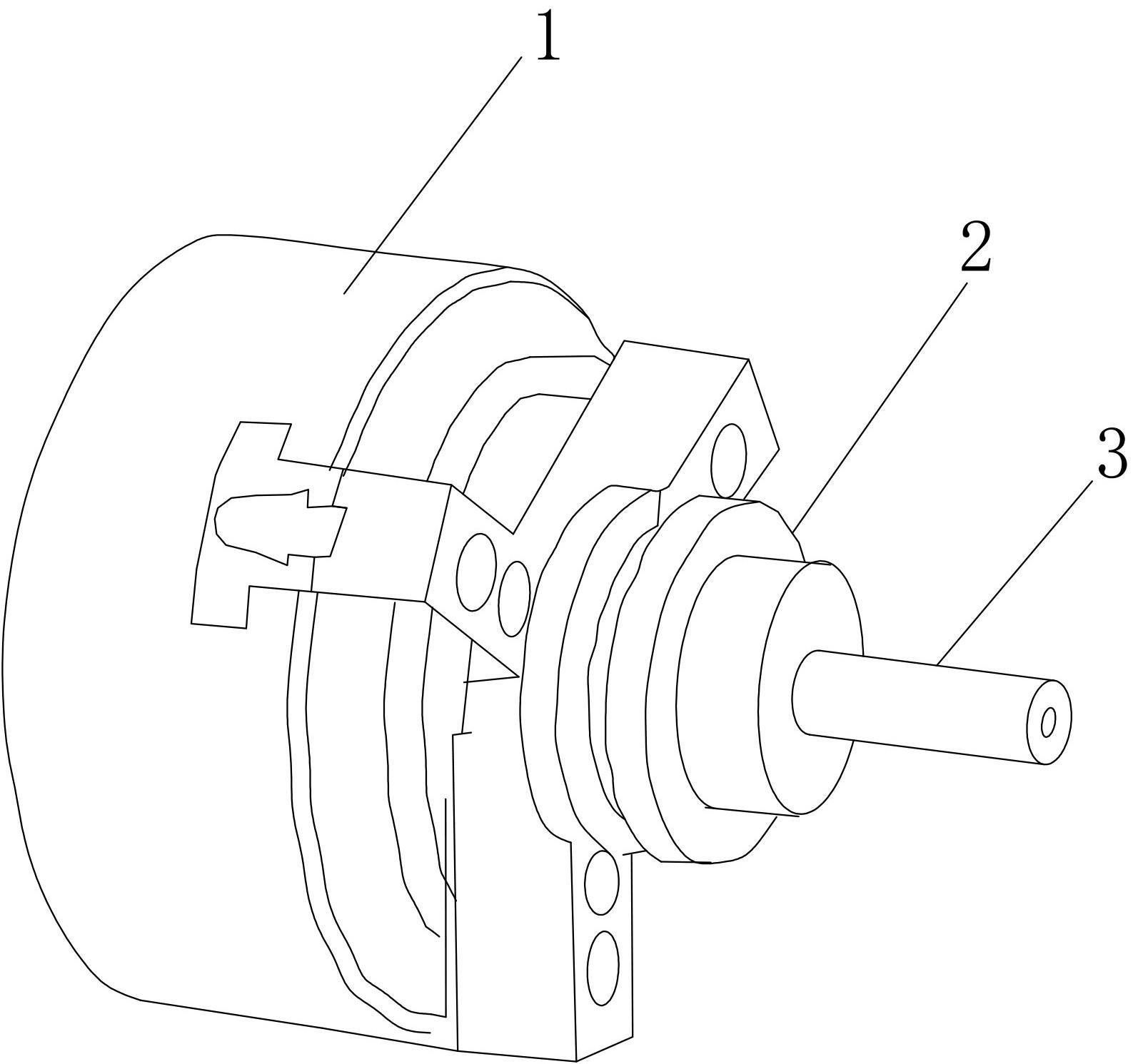
2、为解决上述技术问题,本发明提供一种模块化装夹装置,包括夹具体及套设于夹具体内壁用于夹持工件的模芯;
3、所述夹具体包括筒体,筒体外壁设有两个凸起部,两个凸起部之间预留有第一沟槽,第一沟槽的设置便于机械手进行夹持;
4、所述模芯包括两个对称设置的夹持压板,两个夹持压板断面图均呈弧形设置,且两个夹持压板之间预留有间隙,所述工件插装在两个夹持压板之间。
5、进一步地,所述筒体内壁中部还预留有第二沟槽,第二沟槽断面图呈圆形。
6、进一步地,所述筒体外侧的两端与模芯的连接处还设有防尘盖板。
7、进一步地,所述凸起部与筒体为一体成型结构。
8、进一步地,两个所述夹持压板相对的一侧还开设有盲孔,两个盲孔内插装有连接柱,连接柱的长度小于两个盲孔之间的最大间距。
9、进一步地,所述连接柱外壁还套设有弹簧。
10、进一步地,所述凸起部外壁一侧还开设有螺纹孔,螺纹孔内穿设有用于调节两个夹持压板之间距离的螺栓。
11、进一步地,所述夹持压板的材质为合金铝。
12、进一步地,所述夹持压板的外边沿处设有弧形倒角。
13、进一步地,所述第一沟槽的断面图呈v型。
14、本发明的上述技术方案的有益效果如下:
15、1、本发明通过设置夹具体及模芯,利用夹具体和模芯对工件进行夹持,然后在利用机床卡盘价值夹具体,避免了机床主轴卡盘直接夹持对工件表面及形面的伤害。
16、2、本发明中模芯采用合金铝材质制作,既可有效地对工件进行“软夹持”不伤害工件,又可有效杜绝静电效应。
17、3、本发明可根据工件规格的不同,更换模芯进行合理匹配,不需要再更换卡盘副卡爪,简化且方便了机床作业及机床调整。
18、4、本发明通过设置凸起部机第一沟槽,便于机械手对装夹装置进行夹持,可为数控车床机床后期自动化升级实现机械手对工件的装夹,转运,流转等全自动化作业升级提供接口预留。
19、5、本发明通过在模芯上设置弹簧和连接柱,两个夹持压板通过连接柱进行定位,“开模-合模”过程“夹紧-放松”工件,在筒体的两端面上配装防尘盖板,防止飞沫飞溅到模芯及工件内。
技术特征:
1.一种模块化装夹装置,其特征在于:包括夹具体(2)及套设于夹具体(2)内壁用于夹持工件(3)的模芯(5);
2.如权利要求1所述的一种模块化装夹装置,其特征在于:所述筒体(201)内壁中部还预留有第二沟槽(205),第二沟槽(205)断面图呈圆形。
3.如权利要求1所述的一种模块化装夹装置,其特征在于:所述筒体(201)外侧的两端与模芯(5)的连接处还设有防尘盖板(4)。
4.如权利要求1所述的一种模块化装夹装置,其特征在于:所述凸起部(202)与筒体(201)为一体成型结构。
5.如权利要求1所述的一种模块化装夹装置,其特征在于:两个所述夹持压板(501)相对的一侧还开设有盲孔(504),两个盲孔(504)内插装有连接柱(502),连接柱(502)的长度小于两个盲孔(504)之间的最大间距。
6.如权利要求5所述的一种模块化装夹装置,其特征在于:所述连接柱(502)外壁还套设有弹簧(503)。
7.如权利要求1所述的一种模块化装夹装置,其特征在于:所述凸起部(202)外壁一侧还开设有螺纹孔(204),螺纹孔(204)内穿设有用于调节两个夹持压板(501)之间距离的螺栓(206)。
8.如权利要求1所述的一种模块化装夹装置,其特征在于:所述夹持压板(501)的材质为合金铝。
9.如权利要求1所述的一种模块化装夹装置,其特征在于:所述夹持压板(501)的外边沿处设有弧形倒角(505)。
10.如权利要求1所述的一种模块化装夹装置,其特征在于:所述第一沟槽(203)的断面图呈v型。
技术总结
本发明涉及工件夹持装置技术领域,具体涉及一种模块化装夹装置,包括夹具体及套设于夹具体内壁用于夹持工件的模芯,模芯与夹具体同轴设置,模芯与夹具体之间通过螺栓固定连接,模芯内部预留有用于穿设工件的通道,通道直径可通过模芯进行微调,夹具体两端面处装配有防尘盖板,防尘盖板呈圆环形;本发明通过设置夹具体及模芯,利用夹具体和模芯对工件进行夹持,然后在利用机床卡盘价值夹具体,避免了机床主轴卡盘直接夹持对工件表面及形面的伤害,模芯采用合金铝材质制作,既可有效地对工件进行“软夹持”不伤害工件,又可有效杜绝静电效应,在筒体的两端面上配装防尘盖板,防止飞沫飞溅到模芯及工件内。
技术研发人员:任怡平
受保护的技术使用者:宝鸡一机智能装备股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!