一种埋弧焊机焊剂自动放收结构及方法与流程
本申请涉及埋弧焊设备,尤其是涉及一种埋弧焊机焊剂自动放收结构及方法。
背景技术:
1、埋弧焊机是用于埋弧焊焊接工艺的焊接设备。焊接前,需要先将焊剂铺设在待焊接的接缝处;然后,埋弧焊机焊头输出的焊丝通电后产生高温,以使焊剂熔化并填充于对应的接缝内,从而实现两个工件相互焊接。焊剂后,需要将焊缝处多余的焊剂及时清理,以减小固态的焊剂与熔融的焊剂粘连而造成浪费的可能性。
2、针对上述中的相关技术,焊接时,为保证焊接处始终被焊剂包覆,同时保证对焊剂的及时投放和回收,需要人工使用毛刷将焊缝处的焊剂持续向埋弧焊机焊头位置拨扫,操作比较麻烦,故有待改善。
技术实现思路
1、提供一种埋弧焊机焊剂自动放收结构及方法,以提高焊剂投放和回收操作的便捷性。
2、第一方面,本申请提供的一种埋弧焊机焊剂自动放收结构采用如下的技术方案:
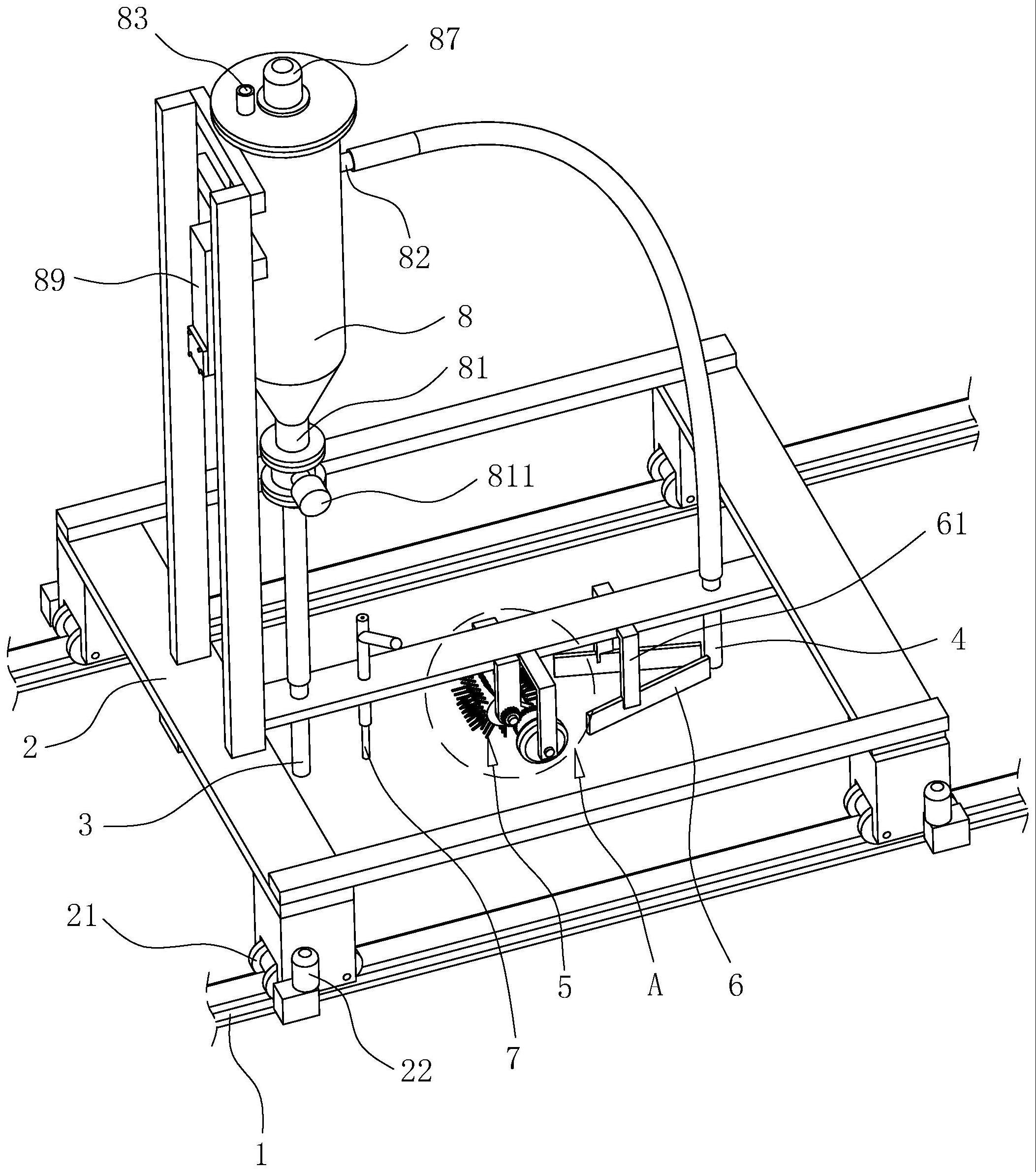
3、一种埋弧焊机焊剂自动放收结构,包括导轨、移动架、放料管和收料管;所述移动架转动设置有与导轨配合的支撑轮;所述移动架设置有用于驱动支撑轮转动的动力件;所述放料管的出料端和收料管的进料端均用于沿移动架的移动方向与埋弧焊机焊头对齐;所述机架位于放料管的上方的位置设置有承装焊剂的储料桶,所述储料桶的下端连接有出料管,所述出料管连接有控制阀,所述控制阀与放料管的进料端相连;所述储料桶位于出料管的上方的位置设置有进料管,所述进料管与收料管的出料端相连;所述储料桶连接有用于使其内部产生负压的负压源。
4、通过采用上述技术方案,使用时,开启控制阀和动力件;储料桶内的焊剂由出料管落至放料管并由放料管的出料端落至两个工件的接缝处;动力件带动移动架移动,以供将焊剂铺设在接缝的各处;焊接时,关闭控制阀并开启负压源,以使储料桶内形成负压,从而可供收料管将焊接形成的接缝位置处的多余的焊剂吸入进料管并排入储料桶内。放料管用于自动投放焊剂,收料管用于自动回收焊剂,有利于提高焊剂投放和回收的自动化程度,从而有利于提高焊剂投放和回收的便捷性。
5、可选的,还包括用于设置在埋弧焊机焊头与收料管之间位置的清扫组件,所述清扫组件有用于清扫焊缝;所述清扫组件与移动架相连。
6、通过采用上述技术方案,清扫组件可清扫焊缝,以将粘结在焊缝上的焊剂扫下,以供收料管将焊剂吸取,从而有利于提高焊剂的回收效率,减少未熔化的焊剂粘附在焊缝上而造成浪费的可能性。
7、可选的,所述清扫组件包括与移动架转动连接的转动辊、设置于转动辊的周壁的清扫刷毛、用于驱动转动辊转动的转动件,所述清扫刷毛用于与焊缝接触;所述转动件与移动架相连。
8、通过采用上述技术方案,转动件可驱动转动辊转动,以使清扫刷毛不断地与焊缝接触,以清扫焊缝,有利于提高清扫效率。
9、可选的,所述转动件包括与移动架转动连接的转动轮,所述转动轮的转轴与转动辊的转轴相连;所述转动轮的周壁用于与工件接触。
10、通过采用上述技术方案,移动架带动转动轮相对于工件移动时,转动轮自动转动,从而可带动转动辊自动转动。
11、可选的,所述储料桶的内部设置有用于筛选焊渣的过滤网板,所述过滤网板位于进料管与出料管之间的位置。
12、通过采用上述技术方案,过滤网板可对由进料管输入的物料进行过滤,筛选出物料中的焊渣;同时,物料中的焊剂可自动落入储料桶的下端,以供再次使用。
13、可选的,所述储料桶转动设置有用于拨动过滤网板上的物料的拨料板,所述拨料板连接有用于驱动其转动的驱动件,所述驱动件与储料桶相连。
14、通过采用上述技方案,驱动件可驱动拨料板转动,以拨动落至过滤网板上的物料,从而减小物料堆积而导致物料中的焊剂难以落下的可能性。
15、可选的,所述过滤网板沿上下方向贯穿设置有落料孔;所述储料桶位于落料孔的下方的内侧壁贯穿设置有排料孔,所述排料孔的内侧壁设置有向上倾斜的接料板,所述接料板与落料孔对齐;所述储料桶的外侧壁设置有罩设排料孔的收料壳体。
16、通过采用上述技术方案,焊渣可被拨料板拨动至落料孔内,落料孔内的焊渣自动由接料板落入收料壳体内,从而便于焊渣的收集,有利于减小焊渣堵塞过滤网板的网孔的可能性。
17、可选的,所述储料桶的内侧壁设置有承接环,所述过滤网板位于承接环的上方,所述过滤网板可沿上下方向移动;所述过滤网板的下表面设置有弹性件,所述弹性件远离过滤网板的一端与承接环相连。
18、通过采用上述技术方案,物料由进料管落至过滤网板上时,物料对过滤网板具有冲击,可使过滤网板向下移动,弹性件发生弹性变形;然后弹性件自动驱动过滤网板向上移动;如上,过滤网板可自动上下振动,有利于提高筛选效率。
19、可选的,还包括用于设置在埋弧焊机焊头与收料管之间的位置的两个导料板,两个所述导料板均与移动架相连;每个所述导料板远离收料管的一端均向埋弧焊机焊头方向延伸并向背离另一导料板方向倾斜设置。
20、通过采用上述技术方案,两个导料板相互配合,有利于使焊剂向收料管的进料端位置汇聚,从而便于收料管吸取焊剂,有利于提高焊剂吸取效率。
21、第二方面,本申请提供的一种埋弧焊机焊剂自动放收方法采用如下的技术方案:
22、一种埋弧焊机焊剂自动放收方法,使用上述的埋弧焊机焊剂自动结构,包括如下的步骤:
23、放料:开启控制阀和动力件,以供储料桶内的焊剂自动铺设在待焊接工件的接缝处;
24、收料:关闭控制阀并开启负压源和动力件,以供收料管将焊缝上的焊剂吸入储料桶内。
25、综上所述,本申请包括以下至少一种有益技术效果:
26、1.放料管用于自动投放焊剂,收料管用于自动回收焊剂,有利于提高焊剂投放和回收的自动化程度,从而有利于提高焊剂投放和回收的便捷性;
27、2.转动件可驱动转动辊转动,以使清扫刷毛不断地与焊缝接触,以清扫焊缝,有利于提高清扫效率;
28、3.焊渣可被拨料板拨动至落料孔内,落料孔内的焊渣自动由接料板落入收料壳体内,从而便于焊渣的收集,有利于减小焊渣堵塞过滤网板的网孔的可能性。
技术特征:
1.一种埋弧焊机焊剂自动放收结构,其特征在于:包括导轨(1)、移动架(2)、放料管(3)和收料管(4);所述移动架(2)转动设置有与导轨(1)配合的支撑轮(21);所述移动架(2)设置有用于驱动支撑轮(21)转动的动力件(22);所述放料管(3)的出料端和收料管(4)的进料端均用于沿移动架(2)的移动方向与埋弧焊机焊头(7)对齐;所述机架位于放料管(3)的上方的位置设置有承装焊剂的储料桶(8),所述储料桶(8)的下端连接有出料管(81),所述出料管(81)连接有控制阀(811),所述控制阀(811)与放料管(3)的进料端相连;所述储料桶(8)位于出料管(81)的上方的位置设置有进料管(82),所述进料管(82)与收料管(4)的出料端相连;所述储料桶(8)连接有用于使其内部产生负压的负压源。
2.根据权利要求1所述的埋弧焊机焊剂自动放收结构,其特征在于:还包括用于设置在埋弧焊机焊头(7)与收料管(4)之间位置的清扫组件(5),所述清扫组件(5)有用于清扫焊缝;所述清扫组件(5)与移动架(2)相连。
3.根据权利要求2所述的埋弧焊机焊剂自动放收结构,其特征在于:所述清扫组件(5)包括与移动架(2)转动连接的转动辊(51)、设置于转动辊(51)的周壁的清扫刷毛(52)、用于驱动转动辊(51)转动的转动件,所述清扫刷毛(52)用于与焊缝接触;所述转动件与移动架(2)相连。
4.根据权利要求3所述的埋弧焊机焊剂自动放收结构,其特征在于:所述转动件包括与移动架(2)转动连接的转动轮(53),所述转动轮(53)的转轴与转动辊(51)的转轴相连;所述转动轮(53)的周壁用于与工件接触。
5.根据权利要求1所述的埋弧焊机焊剂自动放收结构,其特征在于:所述储料桶(8)的内部设置有用于筛选焊渣的过滤网板(85),所述过滤网板(85)位于进料管(82)与出料管(81)之间的位置。
6.根据权利要求5所述的埋弧焊机焊剂自动放收结构,其特征在于:所述储料桶(8)转动设置有用于拨动过滤网板(85)上的物料的拨料板(86),所述拨料板(86)连接有用于驱动其转动的驱动件(87),所述驱动件(87)与储料桶(8)相连。
7.根据权利要求6所述的埋弧焊机焊剂自动放收结构,其特征在于:所述过滤网板(85)沿上下方向贯穿设置有落料孔(852);所述储料桶(8)位于落料孔(852)的下方的内侧壁贯穿设置有排料孔(88),所述排料孔(88)的内侧壁设置有向上倾斜的接料板(881),所述接料板(881)与落料孔(852)对齐;所述储料桶(8)的外侧壁设置有罩设排料孔(88)的收料壳体(89)。
8.根据权利要求5所述的埋弧焊机焊剂自动放收结构,其特征在于:所述储料桶(8)的内侧壁设置有承接环(84),所述过滤网板(85)位于承接环(84)的上方,所述过滤网板(85)可沿上下方向移动;所述过滤网板(85)的下表面设置有弹性件(851),所述弹性件(851)远离过滤网板(85)的一端与承接环(84)相连。
9.根据权利要求1所述的埋弧焊机焊剂自动放收结构,其特征在于:还包括用于设置在埋弧焊机焊头(7)与收料管(4)之间的位置的两个导料板(6),两个所述导料板(6)均与移动架(2)相连;每个所述导料板(6)远离收料管(4)的一端均向埋弧焊机焊头(7)方向延伸并向背离另一导料板(6)方向倾斜设置。
10.一种埋弧焊机焊剂自动放收方法,其特征在于:使用上述的埋弧焊机焊剂自动结构,包括如下的步骤:
技术总结
本申请涉及一种埋弧焊机焊剂自动放收结构及方法,涉及埋弧焊设备技术领域。一种埋弧焊机焊剂自动放收结构,包括导轨、移动架、放料管和收料管;移动架转动设置有与导轨配合的支撑轮;移动架设置有用于驱动支撑轮转动的动力件;放料管的出料端和收料管的进料端均用于沿移动架的移动方向与埋弧焊机焊头对齐;机架位于放料管的上方的位置设置有承装焊剂的储料桶,储料桶的下端连接有出料管,出料管连接有控制阀,控制阀与放料管的进料端相连;储料桶位于出料管的上方的位置设置有进料管,进料管与收料管的出料端相连;储料桶连接有用于使其内部产生负压的负压源。放料管和收料管相互配合,有利于提高焊剂投放和回收的便捷性。
技术研发人员:周斌,郑剑瑶,江海洋
受保护的技术使用者:常熟市常盛重工钢结构有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!